1
Изобретение относится к области оборудования швейного производства.
Известно устройство для перемещения полуфабриката в швейном полуавтомате, содержаш,ее каретку с зажимами для полуфабриката, механизм перемеидения кареток, имеюший цепную передачу, взаимодействующую со звездочкой, установленной на валу, управляемом муфтой, приспособление для возврата кареток в исходное положение и систему управления.
Цель изобретения - повышение надежности работы устройства.
Это достигается тем, что предлагаемое устройство снабжено приспособлением для укладки обработанных изделий в пачку, а механизм перемещения кареток снабжен распределительным валом, кинематически связанным с муфтой, и подпружиненным фрикционным диском, расположенным на одном валу со звездочкой с возможностью осевого перемещения посредством рычага, управляемого электромагнитом, связанным с системой управления.
Кроме того, приспособление для укладки обработанных изделий в пачку состоит из вала с закрепленными на нем стерл нями и подпружиненным зажимом, связанными с системой управления посредством распределительного вала, управляемого электромагнитом.
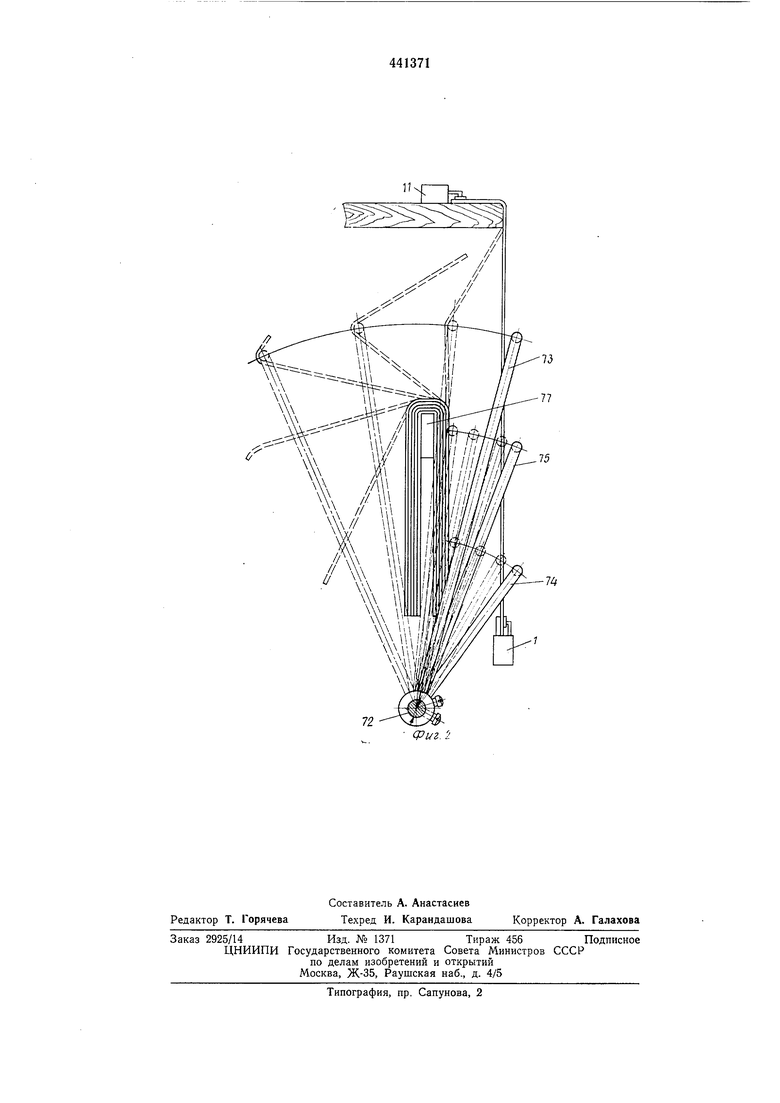
На фиг. 1 изображена кинематическая схема описываемого устройства; на фиг. 2 - схема укладки обработанных изделий в пачку.
Устройство содержит переднюю 1 и заднюю 2 каретки, механизм перемещения кареток, приспособление для возврата кареток в исходное положение, систему управления и приспособление для укладки обработанных изделий в пачку.
Передняя каретка 1 закреплена на гибкой связи 3 с возможностью перемещения по вертикальным валам 4 и 5, жестко закрепленным в кронштейнах 6. К каретке 1 жестко прикреплен верхний зажим 7 и щарнирнонижний зажим 8, прижимаемый к профилированному рычагу 9 пружиной 10. Задняя каретка 2, перемещающаяся по направляющей 11, прижимом 12 закреплена на гибкой связи 3. Каретка 2 снабжена двуплечим рычагом 13, па одном плече которого шарпирно закреплена прижимная лапка 14, а на другом - штифт 15, обхватываемый защелкой 16, препятствующей опусканию лапкп 14 под действием 17, Защелка 16 к нлтифту 15 поджимается пружиной 18.
Механизм перемещения кареток включает вал 19, на переднем конце которого свободно
посажена ведущая звездочка 20, обхватываемая гибкой связь 3, перемещающейся по контуру, обусловленному расположением ведомых звездочек 21, и выполненная как одно целое с фрикционным диском 22. К последнему нружиной 23 прижимается фрикционный диск 24 с проточкой 25, в которую входит рычаг 26, шарнирно связанный с электромагнитом 27.
Крутящий момент диску 24 передается с помощью щлицевого соединения. Для создания требуемого давления пружины 23 на диск 24 на валу 19 посажены гаИки 2Ь. На заднем конце вала 19 закреплена обгонная муфта 29 двойного действия, позволяющая поворачивать вал 19 только в одном направлении, связанная одним концом тягой 30 с приводом передвижения кареток на заданное расстояние, а другим прикрепленная к корпусу устройства.
Привод передвинсения кареток состоит из ременной передачи 31, шкива 32, закрепленного на валу 33, червяка 34, червячного колеса 35, установленного на переднем конце распределительного вала, выполненного из двух частей 36 и 37. На заднем конце части
36вала находится храповик 38, периодически входящий в зацепление с диском 39 от электромагнита 4U через рычаг 41 и подпружиненную собачку 42. Диск 39 установлен на части
37вала, на которой закреплены также кулачок 43 и коническая шестерня 44, входящая в зацепление с конической шестерней 45, сидящей на валу 46 с закрепленной на нем кулисой 47.
Приспособление возврата кареток в исходное положение состоит из груза 48, подвешенного на тросе 49 и соединенного через блоки 50 с передней кареткой 1. Груз 48 помещен в трубе 51.
Привод укладки обработанных изделий в пачку включает электродвигатель 52, связанный ременной передачей 53 с двухручейным шкивом 54, установленным на валу 55, на котором закреплен червяк 56, входящий в зацепление с червячным колесом 57, закрепленным на переднем конце распределительного вала, составленного пз двух частей 58 и 59. На одной части 58 вала установлен храповик 60, периодически входящий в зацепление с диском 61 с номощью электромагнита 62, рычага 63 и собачки 64. Диск 61 закренлен па части 59 вала, на которой расположены также кулачок 65 и коническая шестерня 66, входящая в зацепление с конической шестерней 67, сидящей на валу 68 с кулисой 69, шарннрно связанной с тягой 70 и кривошипом 71, жестко закрепленном на валу 72 укладчика. На другом конце вала 72 смонтированы вытягиватели 73 и 74 и шарнирно посажен прижим 75, поджимаемый пружиаой 76 к вытягивателю 73 и неподвижной планке 77.
Концевые выключатели 78 и 79 и электромагниты 40 и 62 прикреплены к корпусу приводных устройств. Электромагнит 80 для открывания зажима задней каретки закреплен на раме устройства, а электромагнит 81
открывания зажима передней каретки - на валу 4. Микропереключатели 82 и 83 крепятся на валу 5, а микропереключатель 84 - к раме автоматического устройства. Устройство работает следующим образом.
При включении электродвигателя 52 начинают вращаться шкивы 54 н 32 и холостой шкив швейной машины. Через вал 55 и червячную пару 56, 57 вращение передается части 58 распределительного вала и храповику 60. Один конец изделия кладут под лапку 14 задней каретки 2, нажимом на защелку 16 освобождают рычаг 13, и пружина 17 прижимает изделие с помощью лапки 14 к каретке 2.
Слегка натягивая изделие, другой конец его закладывают в зажим передней каретки 1 и легким на рычаг 9 закрепляют изделие между зажимами 7 и 8. Устройство подготовлено к работе.
Нажимают на рычаг 9, включая микропереключатель 84. В результате этого происходит включение швейной головки и выполняется определенная операция, например прищивается пуговица, обметывается петля, выполняется закрепка и т. п. По окончании работы швейной головки подается сигнал на электромагнит 40, который на некоторое время отводит рычаг 41 по часовой стрелке и освобождает собачку 42, под действием
поворачивающуюся по часовой стрелке и зацепляющуюся за храповик 38, вращающийся ненрерывно на части 36 распределительного вала. Так как собачка 42 закреплена на диске 39, то вращение от храновика передается части 37 распределительного вала с кулачком 43 и конической шестерней 44. От конических шестерен 44 и 45 вращение передается валу 46 и закрепленной на нем кулисе 47, от которой получает движение тяга 30. Тяга 30
шарнирно связана с кулисой 47, позволяющей регулировать по мере необходимости определенную величину перемещения кареток от пуговицы к пуговице или от петли к петле и т. д.
Часть 37 распределительного вала делает только один оборот, затем собачка 42 доходит до рычага 41, освобожденного к этому времени электромагнитом 40, и, поворачиваясь против часовой стрелки, выходит из зацепления с храповиком 38. При повороте кулисы 47 тяга 30 поворачивает обгонную муфту 29, а следовательно, и вал 19 с ведущей звездочкой 20 на определенный угол. Ведущая звездочка 20 перемещает на заданное расстояние гибкую связь 3 с каретками 1 и 2. В конце поворота части 37 распределительного вала закрепленный на лей кулачок 43 замыкает концевой выключатель 79 и включает в работу швейную машину. После выполнения
определенной операции швейная машина автоматически останавливается и цикл перемещения изделия повторяется.
Цикл повторяется до того момента, пока передняя каретка 1 не замыкает микропереключатель 82, затем сигнал поступает на
электромагнит 62, который, воздействуя на рБ1чаг 63, собачку 64, включает в работу часть 59 распределительного вала. На последней смонтированы кулачок 65 и коническая шестерня 66, находящаяся в зацеплении с конической шестерней 67, закрепленной на валу 68. Вал 68, вращаясь, поворачивает кулису 69 и через тягу 70 кривошип 71 поворачивает вал 72 на определенный угол, заданный кулисой. Вместе с валом поворачиваются и вытягиватели 73 и 74 и прижим 75. При повороте против часовой стрелки вытягиватель 74 освобождает изделие из зажима передней каретки 1. раскрытого в это время электромагнитом 81, а после того, как прижим 75 прижимает изделие к планке 77, освобождается зажим задней каретки 2 электромагнитом 80, и вытягиватель 73, переходя за планку 77, перебрасывает конец изделия, который под собственным весом повисает на планке 77. К моменту возврата вытягивателей 73 и 74 и прижима 75 в исходное положение кулачок 65 замыкает концевой выключатель 78, в результате чего срабатывает электромагнит 27, который поворачивает рычаг 26. Рычаг 26 отводит фрикционный диск 24, освобождая фрикционный диск 22, выполненный заодно с ведущей звездочкой 20 и посаженный свободно на валу 19. Под действием груза 48 каретки 1 и 2, жестко связанные с гибкой связью 3, возвращаются в исходное положение. Каретка 1 замыкает микропереключатель 83. который отключает электромагнит 27, и фрикционный диск 24 под действием пружины 23 прижимается к фрикционному диску 22, выполненному заодно со звездочкой 20.
Устройство подготовлено к повторению цикла.
Предмет изобретения
1.Устройство для перемещения полуфабриката в швейном полуавтомате, содержащее
каретку с зажимами для полуфабриката, механизм перемещения кареток, имеющий цепную передачу, взаимодействующую со звездочкой, установленной на валу, управляемом
муфтой, приспособление для возврата кареток в исходное положение и систему управления, отличающееся тем, что, с целью повышения надежностн работы, оно снабжено приспособлением для укладки обработанных
изделий в пачку, а механизм перемещения кареток снабжен распределительным валом, кинематически связанным с муфтой, и подпружиненным фрикционным диском, расположенным на одном валу со звездочкой с возможностью осевого перемещения посредством рычага, управляемого электромагнитом, связанным с системой управления.
2.Устройство по п. 1, отличающееся тем, что приспособление для укладки обработанных изделий в пачку состоит из вала с закрепленными на нем стержнями и подпружиненным зажимом, связанными с системой управления посредством распределительного вала, управляемого электоомагннтами.
Фиг. i


| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ШТУЧНЫХ ИЗДЕЛИЙ | 1966 |
|
SU187619A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ХАЛ ИЗ ПРЕДВАРИТЕЛЬНО ЗАКАТАННЫХ ТЕСТОВЫХ ЖГУТОВ | 1963 |
|
SU223714A1 |
| Устройство для комплектации печатной корреспонденции | 1989 |
|
SU1678462A1 |
| Полуавтомат для нанесения стачивающих и отделочных строчек на детали и узлы швейных изделий | 1961 |
|
SU140673A1 |
| ШВЕЙНЫЙ ПОЛУАВТОМАТ | 1973 |
|
SU379704A1 |
| БАХРОМО-ВЯЗАЛЬНАЯ МАШИНА | 1936 |
|
SU55198A1 |
| АВТОМАТ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ДЕТАЛИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1970 |
|
SU269082A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU946733A1 |
| УСТРОЙСТВО ДЛЯ МАРКИРОВКИ И УКЛАДКИ В ТАРУ ПЛОСКИХ ИЗДЕЛИЙ | 1972 |
|
SU346184A1 |
| Станок для точки шляпок чесальных машин | 1960 |
|
SU138845A1 |