(54) ЦЕНТРИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ТРУБ
I
Изобретение относится к области трубопрокатного производства и касается усовершенствования устройств для центрирования труб при их контроле.
Изобретение наиболее эффективно может быть использовано в линиях автоматизированного поточного производства труб.
При контроле внутренней поверхности труб в массовом производстве возникает необходимость в механизации процессов ввода в трубу контролирующего прибора, приема его из трубы, а также фиксации его на заданной оси в состоянии постоянной рабочей готовности в паузах между трубами, что позволяет уменьшить длину неконтролируемых концов трубы, автоматизировать производство.
Известно центрирующее устройство для труб при их контроле, содержащее станину с регулируемой по высоте рамой, несущей направляющие с размещенными на них опорными элементами, выполненными в виде призм, каждая из которых имеет индивидуальный привод радиального относительно оси устройства перемещения. Призмы под действием движущейся трубы сдвигаются по направляющим, своими приводами разводятПРИ ИХ КОНТРОЛЕ
ся за ее наружный диаметр, освобождая путь трубе, и в таком положении фиксируются на направляющих 1.
Недостатком этого устройства является сложность конструкции опорных элементов, представляющих собой многозвенную кинематическую систему, что ведет к низкой надежности в работе в условиях автоматизированного поточного производства, к снижению рабочих скоростей, а тем самым к снижению производительности.
Наиболее близким техническим решением
10 к предложенному относится центрирующее устройство для труб при их контроле, содержащее корпус, размещенные в нем две группы центрирующих свободно установленных на осях роликов, образующих 3-х ролико15вые поперечные калибры, несущие оси роликов траверсы, расположенные через 120° относительно оси центрирования и механизм радиального перемещения траверс 2.
Недостаток этого устройства состоит в 20 том, что оно не обеспечивает надежную фиксацию трубы и контролирующего прибора относительно оси центрирования, возможного отклонения движущейся трубой от исходного положения в процессе контроля подпружиисмшых центрирующих роликов, коTopi ie не yciK.uaiOT вернуться в исходное положение при выходе трубы из них и вводе в niix контр(),1ируемог(; прибора.
Ие.лью изобретения являетс; новьииение надежности центрирования труб и вводимого в них контролируемого нрибора.
Для достижения этой цели в предложенiiOM центрирующем устройстве для труб при их контроле, содержащем корнус, размещенные в нем две группы центрирующих ролиKOii, образующих трехроликовые поперечные калибры, несущие оси роликов траверсы, расположенные через 120° относительно оси центрирования, и механизм радиального перемещения траверс, согласно изобретению Olio снабжено механизмом регулирования корпуса высоте, при этом ролики выполнены из упругого материала.
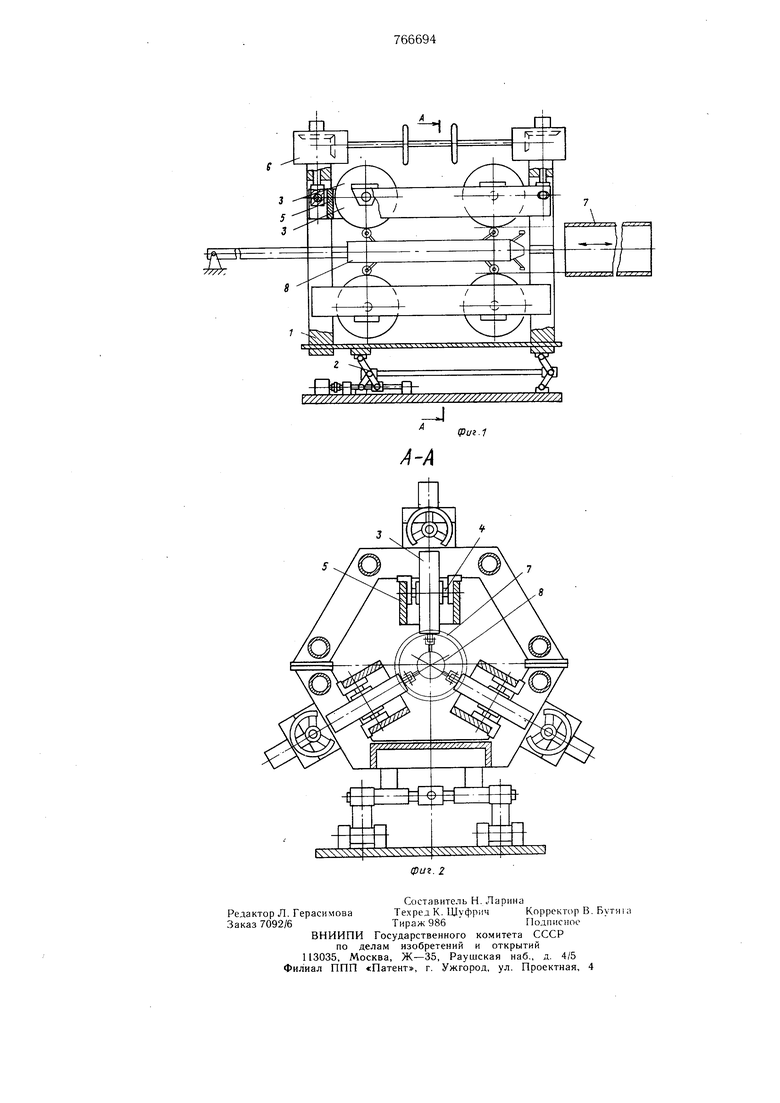
На фиг. представлен общий вид центрирующего устройства; на фиг. 2 - разрез АА на фиг. 1.
Центрирующее устройство для труб содержит корпус , снабженный рычажно-винтовым механизмом 2 регулирования его по высоте и размещенные в нем две группы центрирующих роликов 3, свободно установленных на осях 4, которые смонтирован в траверсах 5, имеющих механизм радиального перемещения 6.
Центрирующие ролики выполнены из упругого материала и каждая группа их образует трехроликовый поперечный калибр, т. е. оси роликов каждой группы расположены в плоскости, перпендикулярной оси центрирования.
Калибр, образуемый центрирующими роликами, настраивается в зависимости от диаметра и толщины стенки трубы механизмом перемещения 6 траверс 5, размещенным в корпусе через 120° по кругу вокруг оси центрирования.
Цосле настройки диаметр калибра роликов должен быть равен внутреннему диаметру контролируемой трубы 7, а в последнюю должен быть введен контролирующий прибор (дефектоскоп) 8.
Устройство работает следующим обра.чом.
В исходном положении устройство посредством механизма 2 регулирования корпуса по высоте выставлено таким образом, что ось устройства (ось центрирования), совпадающая с осью помещаемого в него контролирующего прибора, выведена на ось контролируемой трубы 7. При этом траверсы 5 разведены таким образом, что центрирующие ролики 3 образуют калибр, диаметр которого равен внутреннему диаметру контролируемой трубы 7, и в таком положении удерживают дефектоскоп. Контролируемая труба рольгангом (на чертеже не показан) подается к устройству. Передним торцом движущаяся труба 7 последовательно контактирует с встречающимися на ее пути группами роликов 3 из упругого материала, деформируя и поворачивая их вокруг осей 4. В результате этого при движении трубы 7 ролики 3 обкатываются по наружной поверхности трубы, а удерживаемый роликами контролируемый прибор 8 оказывается внутри контролируемой трубы 7 и осуществляет ее контроль.
При подходе заднего торца трубы к первой группе роликов 3 устройства, рольганг останавливается и реверсируется, транс портируя трубу в обратном направлении.
O При этом ролики 3, соскакивая с трубы, разжимаются в силу своей упругости и захватывают контролирующий прибор, не давая ему упасть и удерживая его на оси устройства в готовности принять следующую трубу.
При переходе на контроль труб другого диаметра ось устройства выводится на новую ось механизмом 2 регулирования, а ролики 3 - механизмом перемещения траверсы сводятся или разводятся, создавая
JJ калибр, диаметр которого равен внутреннему диаметру новой трубы.
Предложенное устройство позволяет повысить надежность фиксации трубы и контролирующего прибора (дефектоскопа) на заданной оси в состоянии постоянной рабоS чей готовности, ввода дефектоскопа в движущуюся контролируемую трубу и приема его из трубы, что особенно важно в условиях автоматизированного поточного производства. В результате повыщения надежности работы значительно, повышаются рабочие скорости, а тем самым производительность.
Предложенное центриру1ощее устройство для труб, например, в отделке пильгерстана 6-12 завода им. . Либкнехта позволяет повысить надежность работы линии
J контроля и увеличить скорость контроля с 0.15 до 0,3 м/сек. Это сократит время цикла контроля трубы и повысит производительность линии контроля на 5%.
Формула изобретения
Центрирующее устройство для труб при их контроле, содержащее корпус, размещенные в нем две группы центрирующих, свободно установленных на осях роликов, образующих трехроликовые поперечные калибры, несущие оси роликов траверсы, расположенные через 120° относительно оси центрирования, и механизм радиального перемещения траверс, отличающееся тем, что, с целью повыщения надежности центрирования труб и вводимого в них контролирую щего прибора, оно снабжено механизмом регулирования корпуса по высоте, а ролики выполнены из упругого материала. Источники информации, принятые во внимание при экспертизе
1.Чертеж архива ЭЗТМ Л 0-17607 1969.
2.Авторское свидетельство СССР № 188465, кл. В 21 В 39/00, 1965.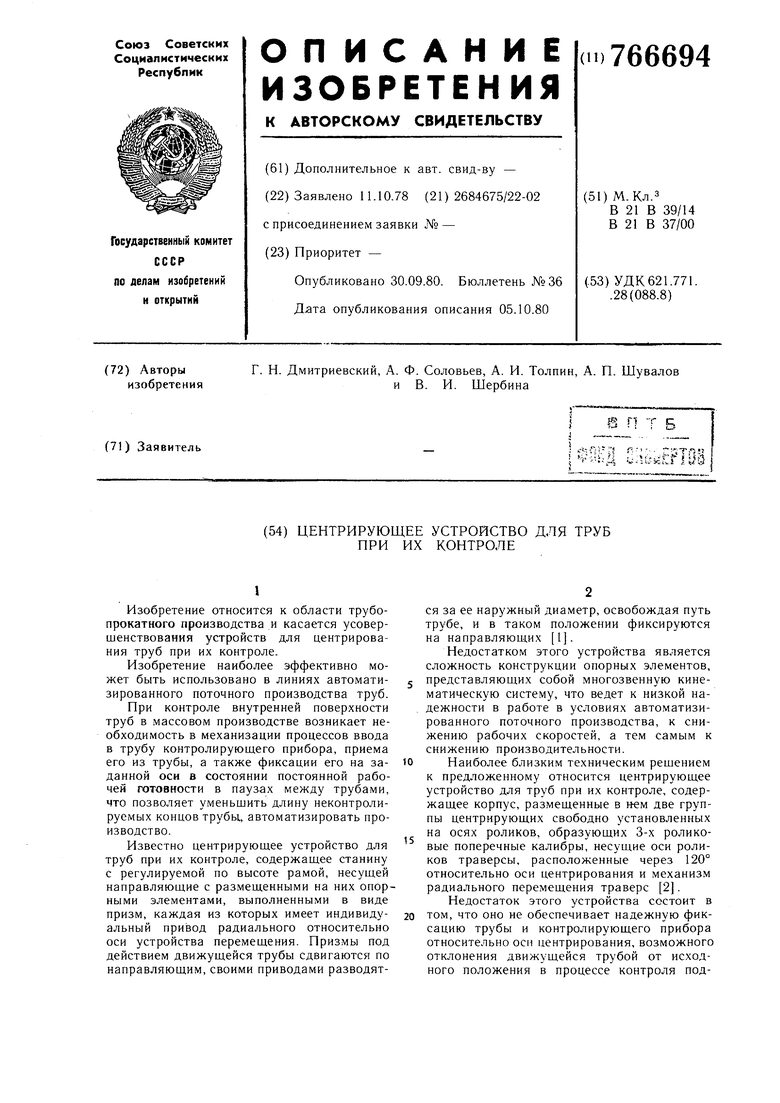
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА ТРУБ | 2001 |
|
RU2209426C2 |
| Роторная косовалковая правильная машина | 1975 |
|
SU656697A1 |
| Устройство для центрирования изделий цилиндрической формы к дефектоскопу | 1988 |
|
SU1619148A1 |
| Устройство для контроля внутреннего диаметра трубы | 1989 |
|
SU1785462A3 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2351925C1 |
| Устройство для центрирования преобразователей дефектоскопа относительно изделия цилиндрической формы | 1985 |
|
SU1334073A1 |
| Устройство для дефектоскопии цилиндрических изделий | 1981 |
|
SU1205005A1 |
| Устройство для обработки труб | 1981 |
|
SU1011342A1 |
| Сканирующее устройство к дефектоскопу для контроля протяженных изделий | 1990 |
|
SU1807382A1 |
| Устройство для центрирования преобразователя дефектоскопа | 1985 |
|
SU1305589A1 |