гв S it
13 л
СдЭ Ц ЕО
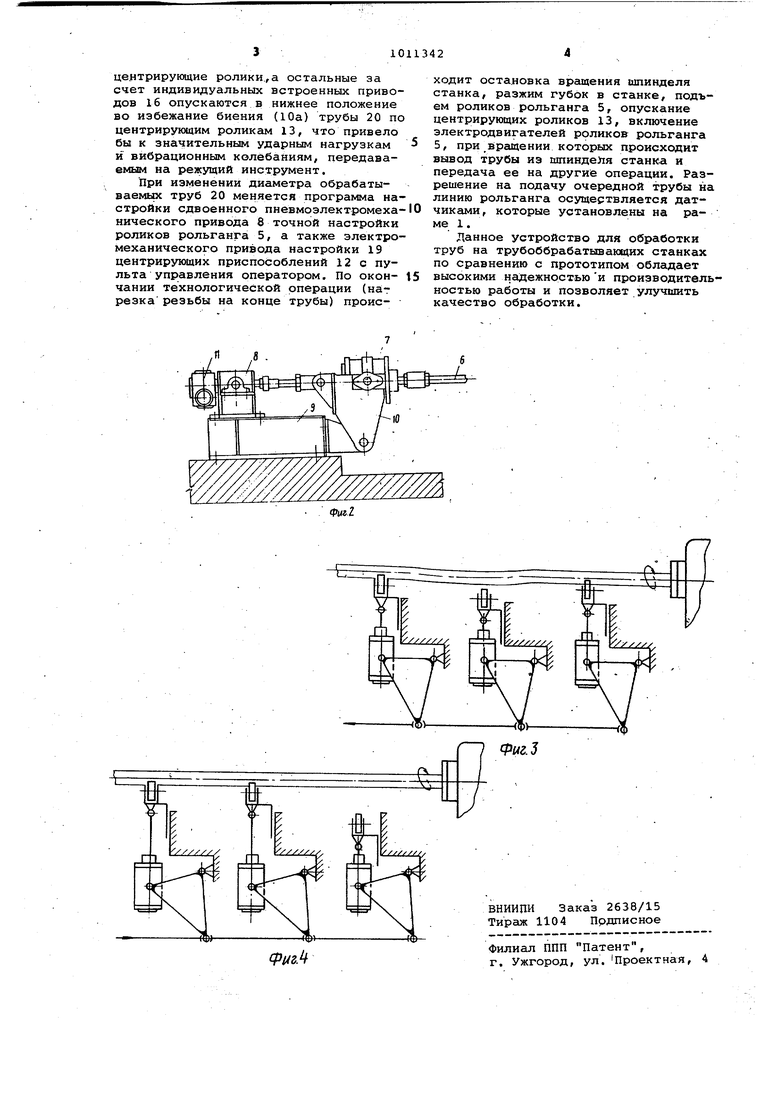
Фм7 Изобретение относится к трубному производству и может быть использовано в механизированных и автоматизированных поточных линиях трубоотделки. Известно устройство для обработк труб на трубообрабатывающих станках содержащее рольганг и приспособлени для центрирования труб относительно оси шпинделя станка 1 . Недостатком известного устройства является то, что при изменении типоразмера труб регулировка приспо собления для центрирования труб осу ществляется вручную. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для обработки труб на трубообрабаты вающих станках, содержащее смонтиро ванный на раме рольганг для подачи трубы с приводами подъема и настрой ки его роликов, приспособление для центрирования трубы относительно ос шпинделя станка, соединенные тягой с приводом их настройки, и привод подъема и опускания центрирующих ро ликов 2 . Недостаток известного устройства заключается в том, что регулировка пневмопривода осуществляется при по мощи стяжной гайки вручную. Кроме того, наличие регулировочного ползуна и кулисно-шатунного механизма с колодочным тормозом, которые пред назначены для Подъема определенного центрирующего приспособления, требу ет дополнительного времени на перенастройку и автоматизацию процесса, Кроме того, при значительных искривлениях продольной оси трубы удержание обрабатываемой трубы одним центрирующим роликом недостаточно, так как возникают большие динамические нагрузки, что снижает стойкость режущего инструмента и качество обрабатываемой поверхности трубы. Цель изобретения - повышение надежности и производительности работы устройства, а также улучшение качества обработанных труб. Поставленная цель достигается тем что устройство для обработки труб на трубообрабатывающих станках,-содержащее смонтированный на раме роль ганг для подачи трубы с приводами подъема и настройки его роликов, при способления для центрирования трубы относительно оси шпинделя станка, соединенные тягой с приводом их настройки, и привод подъема и опускания центрирующих роликов, снабжено качающимся рычагом, шарнирно установ ленным на раме и связанным с приводами подъема и настройки роликов рольганга, а привод подъема и опускания центрирующих р.оликов выполнен в виде индивидуальных приводов для каждого приспособления для центрирования трубы. На фиг. 1 изображено устройство для обработки труб на трубообрабатывающих- станках, общий вид; на фиг, 2 - привод подъема и настройки роликов рольганга; на фиг. 3 - кинематическая схема настройки центрирующих приспособлений; на фиг, 4 то же, при опущенном одномцентрирующем приспособлении. Устройст JO для обработки труб на обрабатывакяцих станках содержит раму 1, установленную на опорах 2. На раме 1 установлены стойки 3, в которых шарнирно закреплены рычаги 4 с роликами рольганга 5. Рычаги 4 соединены между собой тягой 6. Рольганг 5 имеет приводы подъема 7.и настройки 8 его роликов, которые связаны между собой посредством шарнирно закрепленного на раме 9 качакждегося рычага 10, Привод подъема 7 связан также с тягой 6. Приводы подъема 7 и настройки 8 взаимодействуют с электромеханическим приводом 11, Устройство содержит также приспособления 12 для центрирования труб относительно оси шпинделя станка. Каждое приспособление 12 содержит центрирующие ролики 13, смонтированные в корпусе 14 и установленные с возможностью вертикального перемещения по направляющим 15, Корпус 14 соединен каждый в отдельности с приводом 16 подъема и опускания центрирующих роликов , который шарнирно установлен на двуплечем рычаге 17. Одно плечо его закреплено на раме 1, а второе посредством тяги 18 соединяет центрирующие ролики 13 с приводом 19 настройки их на определенный типоразмер труб. Устройство работает следующим образом. Труба 20 поступает на подъемноопускающиеся ролики рольганга 5 и з-адается в шпиндель станка ниже оси шпинделя до встроенного в станке передвижного и настраиваемого упора. Получив команду на остановку роликов рольганга 5, одновременно поступает .команда всем приводам 16 центрирующих приспособлений 12 на подъем с целью вывода трубы 20 на заранее отрегулированную технологическую ось обрабатываемой трубы и зажим трубы в шпинделе станка. После зажима трубы 20 подаются команды пневмоприводу 7 для опускания роликов рольганга 5 в нижнее крайнее положение и включение вращения шпинделя станка. Оставшаяся часть трубы 20 поддерживается центрирующими роликами 13, При вращении трубы 20 определяются в осевом направлении неискривленные участки,под которыми устанавливаются
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки труб | 1976 |
|
SU604635A1 |
| Устройство для обработки труб на трубообрабатывающих станках | 1978 |
|
SU785020A2 |
| Устройство для обработки труб | 1985 |
|
SU1291307A1 |
| Устройство для подачи длинномерных цилиндрических заготовок к обрабатывающей машине | 1989 |
|
SU1706760A1 |
| Устройство для обработки труб | 1980 |
|
SU884888A1 |
| Устройство для обработки труб на трубообрабатывающих станках | 1989 |
|
SU1704960A1 |
| Поточная линия обработки труб | 1977 |
|
SU901048A1 |
| Устройство для термической обработки цилиндрических деталей | 1982 |
|
SU1090731A1 |
| Устройство для подачи бревен в деревообрабатывающие станки | 1983 |
|
SU1129074A1 |
| Устройство для термической обрезки конца трубы | 1980 |
|
SU967707A1 |
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТРУБ на трубообрабатывагацих станках, содержащее смонтированный на раме рольганг для подачи трубы с приводаМИ подъема и настройки его роликов, приспособления для центрирования трубы относительно оси шпинделя станка, соединенные тягой с приводом их настройки/ и привод подъема и опускания центрирующих роликов, отличающееся тем, что, с цель повышения надежности и производительности и улучшения качества обработки, оно снабжено качающимся рычагом, шарнирно установленным на раме и связаннь1м с приводами подъема и настройки роликов рольганга, а привод подъема и опускания центр1фу1ащнх роликов выполнен в виде индивидуальных приводов для каждого приспособления для центрирования трубы. СП
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для обработки труб на трубообрабатывающих станках | 1978 |
|
SU785020A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для обработки труб | 1976 |
|
SU604635A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
