оси от-
1 с О
задается порядка 1-Ь
Изобретение относится к средствам неразрушающего контроля и может быть использовано в любых отраслях Машиностроения, например для дефектоскопии труб, втулок, цилиндрических стерж- ней и т.п. ферромагнитных изделий.
Цель изобретения - повышение надежности за счет точного базирования исключения заклинивания и неподвижной установки преобразователя,
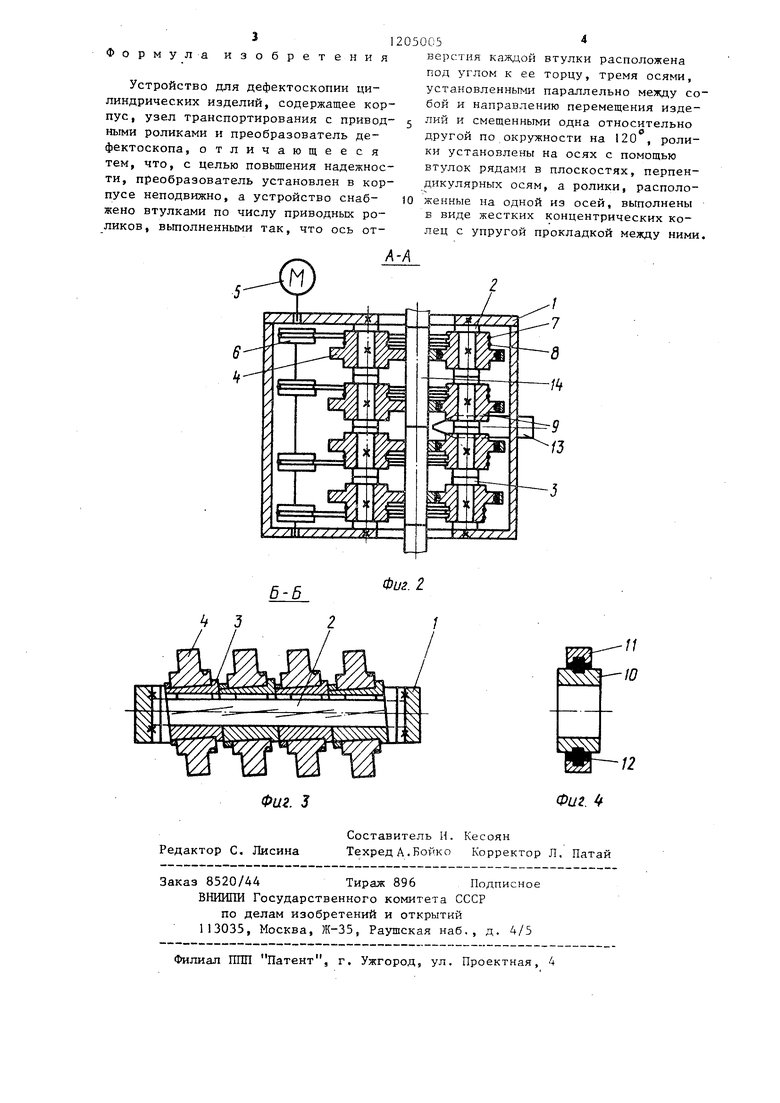
На фиг. 1 изображена схема предлагаемого устройства, план; на фиг. 2 разрез А-А на фиг. I; на фиг, 3 - разрез Б-Б на фиг. 1; на фиг. 4 - конструкция ролика с упругой прок- ладкой между кольцами,
В корпусе 1 устройства установлены три параллельные между собой оси 2, которые смещены одна относительно другой по окружности на 120 . На осях 2 по числу приводных роликов установлены втулки 3, которые зафиксированы от поворота шпонками. На наружный диаметр втулок 3 поса- лсены приводные ролики 4. Последние могут быть установлены на втулках 3 с помощью подшипников качения. Ось отверстия каждой втулки 3 расположена под углом к ее торцу, а наружная посадочная поверхность втулок выполнена под тем же углом к верстия. Угол в зависимости от шага сканирования. Наклон наружных посадочных поверхностей втулок осуществлен в плоское тях, перпендикулярных плоскостям, проходящим через ось перемещения изделий в устройстве. Все приводные ролики 4 получают вращение в одну сторону от привода 5 через шкивы 6 и ремни 7 и 8,
Ролики 9, расположенные на одной из осей 2, выполнены в виде жестких концентрических колец 10 и 11 с упругой прокладкой 12 между ними, например из резины (фиг, 4). Такое выполнение роликов 9 обеспечивает надежный контакт изделия с роликами 4 и точное базирование изделия в процессе дефектоскопии.
Группа роликов 4 и 9, расположенных по окружности, образует валковый калибр. Устройство содержит, как минимум, четыре валковь&с калибра, которые обеспечивают одновременное гарантированное взаимодействие контролируемых изделий с двумя из них при движении изделий в направлении
перемещения в процессе дефектоскопии. Преобразователь 13 дефектоскопа установлен в корпусе 1 неподвижно в средней части между валковыми калибрами, где контролируемое изделие 4 надежно базируется в валковых калибрах роликами.
Устройство работает следующим образом.
Контролируемое изделие 14 поступает из накопителя, проходит вертикально через приемное отверстие в корпусе 1 и попадает между наружными поверхностями приводных роликов 4 и 9 первого валкового калибра. При взаимодействии с роликами изделие получает вращательное движение и одновременно осевое перемещение. При взаимодействии контролируемых изделий только с одним валковым калибром возможно нестабильное, неустойчивое положение концов изделия, которые могут совершать прецессионные движения относительно оси перемещения. Поэтому при движении изделия между первым и вторым валковым калибром, контроль не производится. Когда изделие гарантированно находится в двух валковых калибрах, только тогда возможно его контролирование, так как изделия при этом получают стабильное устойчивое состояние, наружная поверхность его при вращении не совершает колебаний и биений. Такое состояние изделия обес- печивается между вторым и третьим валковыми калибрами устройства, где и ,установлен преобразователь 13 дефектоскопа.
Перемещаясь между валковыми калибрами, изделие контролируется преобразователем дефектоскопа, в результате чего определяется его годность. При выходе из устройства для дефектоскопии изделие направляется сортирующим механизмом (не показано) в бункер годных или негодных изделий. Сортирующий механизм срабатывает по сигналу преобразователя дефектоскопа.
Для предотвращения заклинивания и надежности взаимодействия с роликами один из роликов каждого валкового калибра снабжен упругой прокладкой, которая обеспечивает упругий поджим ролика к поверхности изделия и надежное, точное базирование изделия двумя жесткими роликами валкового калибра.
Формула изобретения
Устройство для дефектоскопии цилиндрических изделий, содержащее кор пус, узел транспортирования с привод ными роликами и преобразователь дефектоскопа, отличающееся тем, что, с целью повьшения надежное ти, преобразователь установлен в кор пусе неподвижно, а устройство снабжено втулками по числу приводных роликов, выполненными так, что ось от1205005
верстия каждой втулки расположена под углом к ее торцу, тремя осями, установленными параллельно между со-бой и направлению перемещения изде-5 ЛИЙ и смещенными одна относительно
другой по окружности на 120 , ролики установлены на осях с помощью
-втулок рядами в плоскостях, перпендикулярных осям, а ролики, располо10 женные на одной из осей, выполнены в виде жестких концентрических колец с упругой прокладкой между ними
6-5
Фиг. 2
S
Фаг. 3
Редактор С, Лисина
Заказ 8520/44Тираж 896 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ШШ Патент, г. Ужгород, ул. Проектная,
0UZ.
Составитель И. Кесоян
Техред А.Бойко Корректор Л. Патай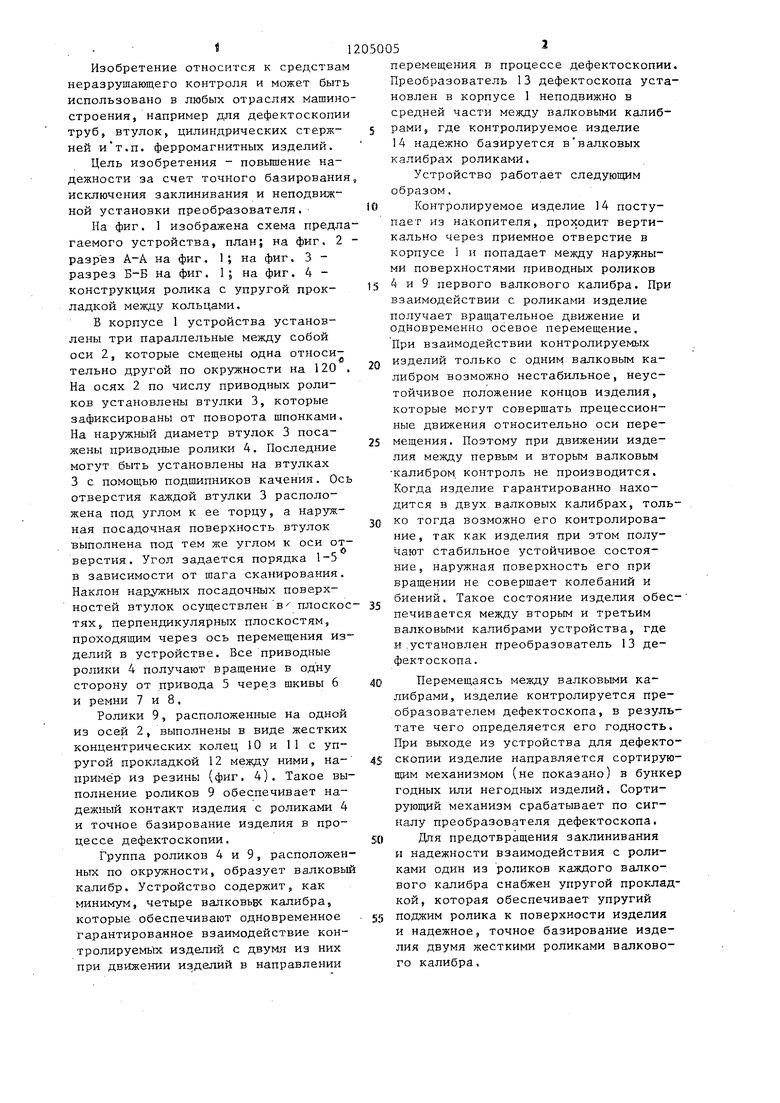
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления труб с кольцевыми гофрами | 1980 |
|
SU882682A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ЗАМКНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2006314C1 |
| Станок для изготовления гофрированных труб | 1973 |
|
SU501809A1 |
| ГОЛОВКА ДЛЯ КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 2014 |
|
RU2576549C1 |
| Устройство для перемещения преобразователей дефектоскопа | 1990 |
|
SU1786425A1 |
| Многоэлектродный инструмент для электроискрового легирования | 1985 |
|
SU1255330A1 |
| Устройство для прокатки колец шарикоподшипников | 1988 |
|
SU1803240A1 |
| Формующая головка к устройству для гидроформования труб | 1983 |
|
SU1098612A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАНОК | 2004 |
|
RU2254193C1 |
| Валково-дисковый грохот | 1989 |
|
SU1695996A1 |
Изобретение относится к средствам неразрушающего контроля и может быть использовано в любых отраслях машиностроения, например, для дефектоскопии труб, втулок, цилиндрических стрежней и т.п. ферромагнитных изделий. Целью изобретения является повьш1ение надежности дефектоскопии. Изделие поступает в два валковых калибра и при этом получает стабильное устойчивое состояние. Наружная поверхность его при вращении не. совершает колебаний и биений. Такое состояние изделия обеспечивается между вторым и третьим валковыми калибрами устройства, где и установлен преобразователь дефектоскопа. Перемещаясь между валковыми калибрами, изделие контролируется преобразователем дефектоскопа, в результате чего определяется его годность. При выходе из устройства для дефектоскопии изделие направляется сортирующим механизмом в бункер- годных или негодных изделий. Сортирующий механизм сра- батьшает по сигналу преобразователя дефектоскопа. Для предотвращения заклинивания и надежности взаимодействия с роликами один из роликов каждого валкового калибра снабжен упругой прокладкой, которая обеспечивает уп- ,ругий поджим ролика к поверхности из- . делия и надежное, точное базирование изделия двумя жесткими роликами Ьалкового калибра. 4 ил. (П 1C о СП ел
| 1966 |
|
SU415566A1 | |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ЭЛЕКТРОМАГНИТНЫЙ ДЕФЕКТОСКОП | 1972 |
|
SU432378A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПАШТНО-ТЕХППНЕШЯБИБЛИОТЕКАНаучно-исследовательский и опытно-конструкторский институт автоматизации черной металлургии | 0 |
|
SU349938A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
