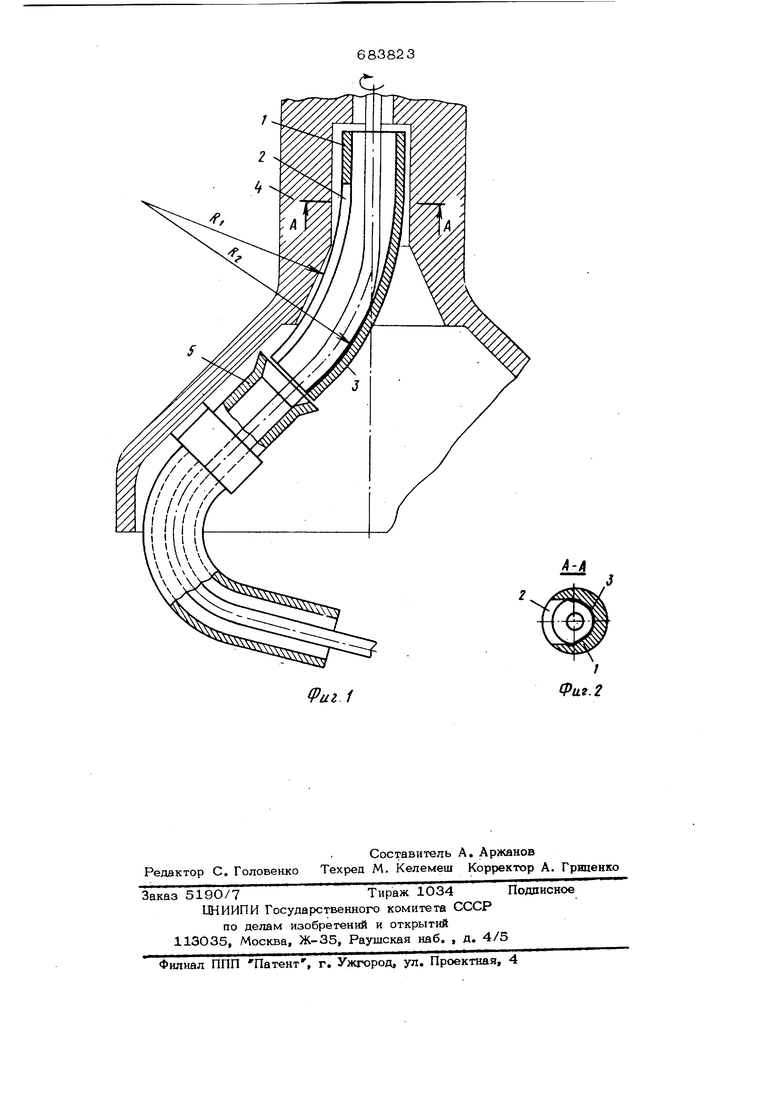
Формующая проводка для проволочной моталки относится к обработке металлов давлением и, в частности, может быть использована при намотке проволоки в бунты в линиях прокатных станов. Известна проволочная моталка, содержащая вращающуюся от привода формующую проводку, выполненную в виде изогнутой по радиусу трубы i. Однако срок службы известней формующей проводки невелик. Опыт эксплуатации формующей проводки такой конструкции показывает, что преимущественный износ, определяющий срок службы проводки в целом, наблюдается на внутренней поверхности стенки трубы со стороны бол щего радиуса изгиба в месте перехода от прямолинейного участка к криволинейному Это определяется тем, что именно в указанном месте и происходит деформация проволоки, где входящая прямолинейная проволока приобретает радиус, обычно соответствующий среднему радиусу витка. На последующа участках проводки радиус Сформированного витка практически не меняется, следствием чего является незначительный износ выходной части проводки. Таким образом, быстрый износ входной (формующей) части проводки вынуждает заменять проводку целиком. При этом стойкость проводки, выполненной из углеродистых марок стали, исчисляется в 6-8 час. Известна формующая проводка для проволочной моталки, выполненная в виде изогнутой по радиусу трубы. При этом проводка моталки вьшолнена из двух частей; формующей и раскладьгоающей pj. Но известная формующая проводка от личается коротким сроком службы. Опыт эксплуатации такой проводки показывает, что стойкость раскладывающей части проводки I выполненной из углеродистых марок стали, превосходит стойкость формующей части проводки, выполненной из того же материала в 25-ЗО раз. Невысокая стойкость формующей проводки приводит к необходимости ее частой замены, во время которой NtoTanKa простаивает. Цель изобретения - увеличение срока проводки. Поставленная цель достигается тем, что на внутренней поверхности трубы, изогнутой с большим радиусом изгиба, выполнена износостойкая наплавка, а поверхность трубы, изогнутая с меньшим радиусом изгиба, выполнена с продольным сквозным пазом. На фиг. 1 изображена формующая проводка, в продольном разрезе; на фиг. 2 то же, в поперечном разрезе. Формуюищя проводка выполнена в виде изогнутой по радиусу трубы 1, снабженной продольным сквозным пазом 2, выполненным в стенке трубы со стороны ме ньшего рад1гуса D изгиба.-При этом внутренняя поверхность стенки трубы со сто роны большего радиуса R снабжена износостойкой наплавкой 3, выполненной, например, из сормайта. Формуюшую проводку устанавливают в полом приводном валу 4 проволочной моталки. За формуюшей проводкой устанавли вают раскладывающую проводку 5, закреп ленную на том же валу 4, формующая проводка работает следующим образом. Приводной вал 4 проволочной мотал. ки вращается с определенной скоростью, согласованной со скоростью движения про волоки. Совместно с валом 4 вращаются формующая проводка и раскладывающая. Проволока, подаваемая прокатным станом или подающими роликами, проходит внутри полого вала 4 в формующую проводку которая изгибает проволоку, по радиусу-соответственно радиусу изгиба формующей проводки. Затем изогнутая проволока проходит через раскладывающую проводку 5 и выходит -в виде витка, поступающего в зависимости от назначения либо в приемный барабан, либо на транспортер для витков. Описываемое выполнение формующей проводки позволяет повысить срок службы благодаря тому, что рабочая ее часть, с которой контактирует проволока, снабжена периодически восстанавливаемой износостойкой наплавкой. Это позволит увеличить срок службы формующей проводки в 4-5 раз до ее замены. Таким образом, простои моталки, связанные с заменой формующей проводки, значительно сокращаются. Кроме того, такую проводку можно восстанавливать и использовать многократно. Формула изобретения Формующая проводка для проволочной моталки, выполненная в виде изогнутой по радиусу трубы, отличающаяс я тем, что, с целью повышения срока ее службы, на внутренней поверхности трубы, изогнутой с большим радиусом изгиба, выполнена износостойкая наплавка, а поверхность трубы, изогнутая с меньшим радиусогС изгиба, выполнена с продольным сквозным пазом. Источники информации, принятые во внимание при экспертизе 1.Патент ФРГ № 1240025, кл. 7 В 47/26, 1972. 2.Патент ФРГ № 1291716, . кл. 7 В 47/26, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Виткообразующая проводка для проволочной моталки | 1978 |
|
SU683824A1 |
| Моталка с осевой подачей проволоки | 1978 |
|
SU766702A1 |
| Способ изготовления биметаллических отливок | 1989 |
|
SU1731421A1 |
| Проволочная моталка | 1978 |
|
SU766701A1 |
| Проволочная моталка | 1982 |
|
SU1031553A1 |
| Барабан для намотки проволоки | 1979 |
|
SU804059A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ | 2006 |
|
RU2328354C2 |
| Проводка виткоукладчика катанки проволочного стана | 1987 |
|
SU1417955A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2006 |
|
RU2322318C2 |
| Проволочная моталка | 1980 |
|
SU893290A1 |