Изобретение относится к металлургии, а именно к литейному производству, и может быть использовано для отливки различного рода длинномерных изделий и заготовок, преимущественно цилиндрических с осевым продольным отверстием, в частности электродов для последующего вакуумно-дугового и электрошлакового переплава.
Наиболее близкой к изобретению является металлическая литейная форма, содержащая разъемные полуформы, образующие литейную полость с вертикальной плоскостью разъема, и литниковую систему.
Данное конструкционное решение за счет наличия дополнительной системы охлаждения обеспечивает высокое качество отливок, однако при этом в их верхней части, особенно при отливке достаточно длинномерных цилиндрических изделий, образуется усадочная раковина, что ограничивает технологические возможности.
Изобретение направлено на создание простой металлической литейной формы, обеспечивающей получение качественных длинномерных отливок, преимущественно цилиндрической формы.
Решение поставленной задачи обеспечивается тем, что в металлической литейной форме, содержащей полуформы с вертикальным разъемом, образующие литейную полость и литниковую систему, согласно изобретению в верхней части торцевой стенки форм выполнено глухое отверстие, выходящее в литейную полость, а литниковая система размещена у противоположной торцевой стенки.
При этом глухое отверстие, выходящее в литейную полость, выполнено под углом 2 - 6o к горизонтальной плоскости. Кроме того, в нижней части формы под литниковой системой установлен вкладыш в виде конической пробки.
Благодаря наличию в торцевой стенке глухого отверстия, выходящего в литейную полость, которое при заливке литейной полости также заполняется жидким металлом, и размещению литниковой системы у противоположной торцевой стенки формы, в процессе кристаллизации за счет более интенсивного охлаждения в этих зонах происходит подтягивание отливки в верхней части боковой поверхности формы и выравнивание эффективности отвода тепла по сечению, что приводит к уменьшению температурного градиента между верхней и нижней частями и практически исключает образование усадочной раковины на поверхности отливки.
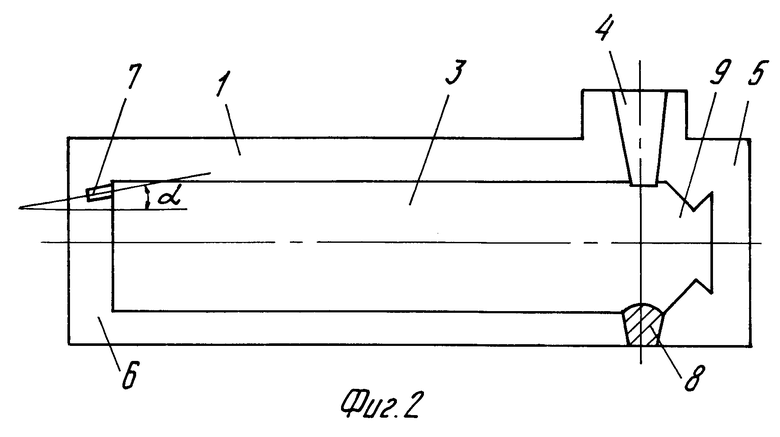
На фиг.1 представлена форма, поперечный разрез по оси литниковой системы; на фиг.2 изображена полуформа.
Металлическая литейная форма состоит из двух симметричных полуформ 1 и 2 с вертикальным разъемом, которые образуют литейную полость 3 и литниковую систему 4 с коническим заливочным отверстием, размещенным у торцевой стенки 5. В верхней части противоположной торцевой стенки 6 полуформ 1 и 2 выполнено глухое отверстие 7, выходящее в литейную полость 3, преимущественно с наклоном к горизонтальной плоскости под углом α = 2 - 6o. В нижней части боковой поверхности формы под литниковой системой 4 соосно с заливочным отверстием установлен вкладыш в виде съемной конической пробки 8, изготовленной из чугуна, стали, огнеупора и т.д. При отливки полых электродов для последующего вакуумно-дугового или электрошлакового переплава выполняют формообразующую выточку 9 под хвостовик со стороны литниковой системы 4.
Отливку электродов в заявленную металлическую литейную форму осуществляют следующим образом.
Собранную горизонтальную литейную форму заливают с максимально возможной скоростью жидким металлом через литниковую систему 4 до уровня на 5 - 10 см выше нижнего среза заливочного отверстия. При этом жидкий металл первоначально попадает на сменную коническую пробку 8, что предохраняет форму от размыва струей металла, и при подъеме, заполняя литейную полость 3, затекает в наклонное глухое отверстие 7. За счет большей поверхности контакта и эффективного отвода тепла через окружающие стенки в форме в противоположно размещенных глухом отверстии 7 и заливочном отверстии литниковой системы 4 имеет место интенсивное, более быстрое охлаждение малых порций жидкого металла, что обуславливает подтягивание и прижимание отливки в процессе дальнейшей кристаллизации к верхней части боковой поверхности формы, приводящей к повышению интенсивности теплообмена между металлом и стенкой в этой зоне. Таким образом происходит выравнивание темпа охлаждения по сечению отливки, уменьшение температурного градиента между верхней и нижней частями боковой поверхности, в результате чего усадочная полость образуется в центральной зоне отливки в виде продольного (горизонтального) канала с выходом наружу через литниковую систему 4, а отливка приобретает цилиндрическую форму без осевой кривизны даже при значительной длине (до 5 м). Полученная отливка с продольным каналом может быть использована в качестве полого электрода для последующего переплава в вакуумно-дуговых печах практически без дополнительной механической обработки и потери металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ РАЗЛИВКИ СТАЛИ И СПЛАВОВ | 1995 |
|
RU2071979C1 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОТОННАЖНЫХ РАЗНОСТЕННЫХ ЧУГУННЫХ ОТЛИВОК ТИПА ВТУЛОК | 2013 |
|
RU2549819C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1991 |
|
RU2048256C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| СПОСОБ ЗАКРЫТИЯ ВХОДА В ЛИТЕЙНУЮ ФОРМУ ПОСЛЕ НЕГРАФИТАЦИОННОГО ЛИТЬЯ НЕЖЕЛЕЗНОГО СПЛАВА В СЫРЫЕ ЛИТЕЙНЫЕ ФОРМЫ РЯДНОЙ УСТАНВОКИ (ВАРИАНТЫ) | 1995 |
|
RU2127172C1 |
Изобретение может быть использовано для отливки различного рода длинномерных изделий и заготовок, преимущественно цилиндрических с осевым продольным отверстием. Металлическая литейная форма содержит полуформы с вертикальным разъемом, образующие литейную полость. В верхней части торцевой стенки полуформ выполнено глухое отверстие, выходящее в литейную полость под углом 2 - 6o к горизонтальной плоскости. Литниковая система размещена у противоположной торцевой стенки. Затвердевание металла в форме проходит при интенсивном отводе тепла через стенки глухого отверстия и заливочного отверстия. Отливка не имеет осевой кривизны, а усадочная полость образуется в виде продольного канала. Это позволяет использовать отливку в качестве полого электрода. 2 з.п. ф-лы, 2 ил.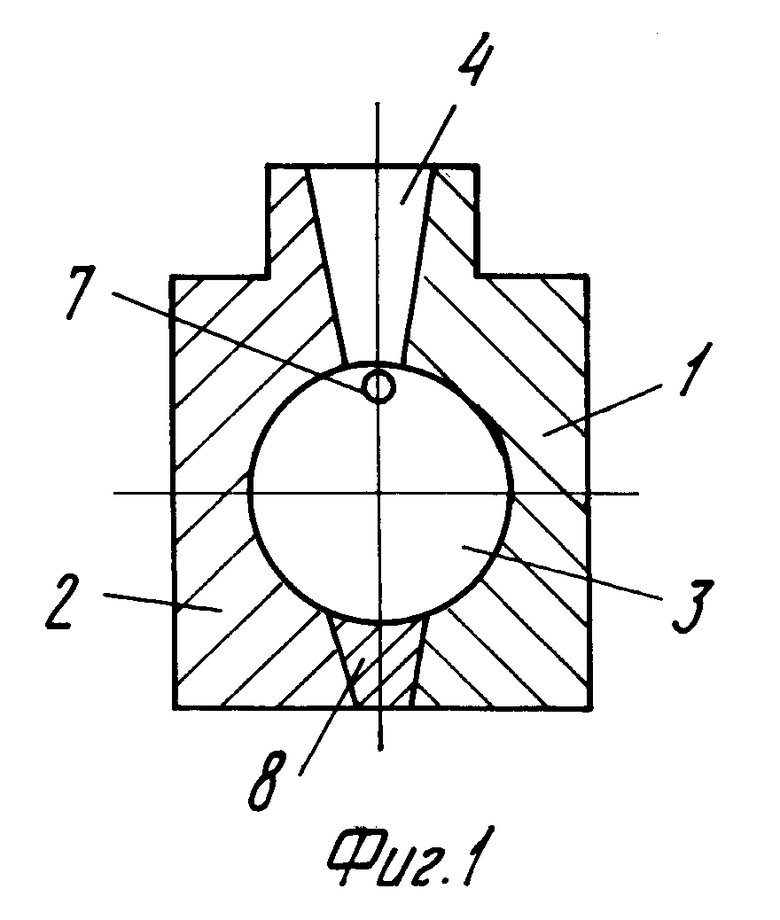
| SU, авторское свидетельство N 933221, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
