1
- Изобретение относится к области станкостроения и может быть использовано при обработке резанием наружной поверхности цилиндрических,конических заготовок в холодном ив наг-5 ретом состоянии. Станок с особой эффективностью можно применить на металлургических заводах для удаления литейного дефектного слоя с цилиндрических и конических поверхностей 10 слитков и заготовок в нагретом состоянии.
Известен металлорежущий станок для обработки цилиндрических и конических заготовок, содержащий переднюю бабку,j5 установленную на направляющих станины, и мехЕРнизм подачи инструмента til,
Однако такой станок имеет невысокую производительность обработки и невысокую жесткость станка.Цель иэобре-20 тения - повышение производительности об1: аботки и жесткости станка.
Это достигается тем, что станок снабжен дополнительными бабками, свяэайными продольной бгшкой и опорной 25 плитой, причем линия центров дополнительных бабок расположена перпендикулярно направляющим станины, а передняя бабка установлена с возможностью перемещения по направляюшим. ЗО
Кроме того, опорная плита установлена на станине с возможностью разворота на угол конуса обрабатываемой заготовки.
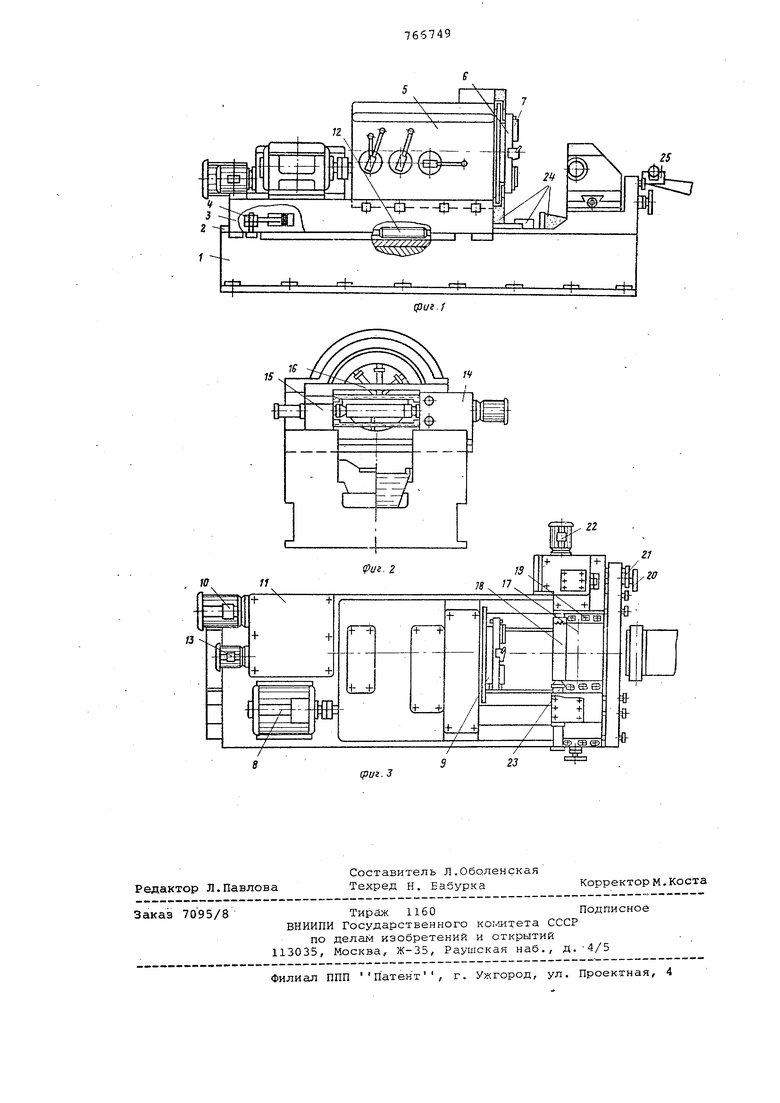
,На фиг. 1 изображен станок, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, вид в плане.
Станок состоит из жесткой станины 1 с направляющими 2,на которых установлена каретка 3 с гидрофиксирующими зажимами 4.На каретке 3 смонтирована шпиндельная бабка 5 вращения инструментальной головки 6 с радиально расположенными торцовыми ножами 7, вращение которой осуществляется двигателем постоянного тока 8,обеспечивая бесступенчатое регулирование чисел оборотов шпинделя 9.
Врезание инструментальной 1ч ловки 6 на требуемую глубину резания осуществляется перемещением каретки 3 перпендикулярно обрабатываемой .поаёрхности, для чего имеется механизм врезания, состоящий из двигателя постоянного тока 10, коровки подач 11 и червячно-реечной пары 12, обеспечивающих бесступенчатое регулирование скорости рабочей подачи шпиндельной бабки 5. Для ускоренных перемещений имеется отдельный дви- атель 13.
Дополнительные передняя 14 и задняя 15 бабки связаны между собой продольной балкой 16 и опорной плитой 17, которая жестко смонтирована на станине 1, причем линия центров передней 14 и задней 15 бабки не расположена в одной плоскости с осью шпинделя 9. Для обработки наружной конической поверхности заготовки 18 опорная плита 17, несущая дополнительные .бабки 14 и 15- и продольную балку 16, имеет возможность разворота относительно станины -1 на угол конуса обрабатываемой заготовки 18, для чего станина 1 и опорная плита 17 имеют круговыенаправляющие 19, винтовую пару 20 и лимб 21 для точной установ ки угла разворота опорной плиты 17. Передняя бабка 14, предназначенная для центрирования и вращения заготовки 18, получает вращение от двигателя постоянного тока 22 и обеспечивает бесступенчатое регулирование чисел оборотов заготовки 18. Задняя бабка 15 предназначена для центрирования и зажима -заготовки 18, -которые осуществляются перемещением пиноли 23, имеющей отдельный привод, например встроенный гидроцилиндр.
Такая компоновка узлов станка обеспечивает максимальную жесткость системы СПИД, так как наиболее нагруженные узлы станка - передняя 14 и задняя 15 бабки, продольная балка 16 и опорная плита- 17 представляют собой замкнутую систему, жестко связанную со станиной l
С целью обеспечения возможности обработки заготовок в нагретом состоянии и исключения тепловогб воздействия в виде излучения и теплопередачи, а Танжер температурных деформаций отдельных узлов станка передняя 14 и задняя 15 бабки, шпиндельная бабка 5 и часть станины 1, непосредственно н ходящейся 3 зоне теплового воздействия нагретой заготовки 18 и образующейся горячей стружки, огра кдены вод охлаждающими экранами 24.
Загрузочное устройство 25, выполненное в ;виде манипулятора,подает обрабатываемую заготовку 18 на линию центров передней 14 и задней 15 бабо
после чего посредством пиноли 23 задней бабки 15 заготовка зажимается и .центрируется на станке,происходит отвод загрузочного устройства 25,включаются вращения заготовки 18 и инстру. ментальной головки 6,осуществляется быстрый подвод и затем рабочая подача каретки 3 для врезания инструментальной головки 6 на заданную глубину резания, после врезания на требуемую величину рабочая подача каретки
3 прекращается, включаются гидрофиксирующие зажи1 1ы 4, и дальнейшая обработка осуществляется при взаимном вращении заготовки 18 и инструментальной головки 6. После окончания обработки
5-происходит разжим гидрофиксирующих зажимов 4, быстрый отвод каретки 3, отключаются вращения инструментальной головки б и заготовки 18, подводится загрузочно-разгрузочное устройство 25, отводится пиноль 23, и за готовка 18 при помощи манипулятора выносит.оя из зоны обработки и пере- дается «d транспортное устройство. -Далее цикл повторяется.
Формула изобретения
1.Металлорежущий станок для обработки цилиндрических и конических заготовок, содержащий переднюю бабку, установленную на направляющих станины, и механизм подачи инструмента, отличающий с я тем, что, с целью повышения производительности
обработки и жесткости станка, он снабжен дополнительйыми бабкаг да, связанными продольной балкой и опорной плитой, причем линия центров дополниталь ных бабок расположена перпендикулярно
направляющим станины, а передняя бабка установлена с возможностью перемещения по направляющим.
2.Станок по п. 1, о т л и ч а ю щ и и с я тем, что опорная плита уста: новлена на станине с возможностью
разворота на угол конуса обрабатываемой заготовки.
Источники информации, принятые во внимание при экспертизе 1. Металлорежущие станки,. Модель рТ-503. Каталог. Л.,Машиностроение, 1974. Л1И
Z1
.го
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| Станок для обработки конических и гипоидных зубчатых колес | 1982 |
|
SU1028448A1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044628C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2107613C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2348529C1 |
| Сверлильный станок | 1980 |
|
SU889294A1 |
| СТАНОК ДЛЯ ОБТОЧКИ АЛМАЗОВ | 1996 |
|
RU2113966C1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
23
(риг. 3
