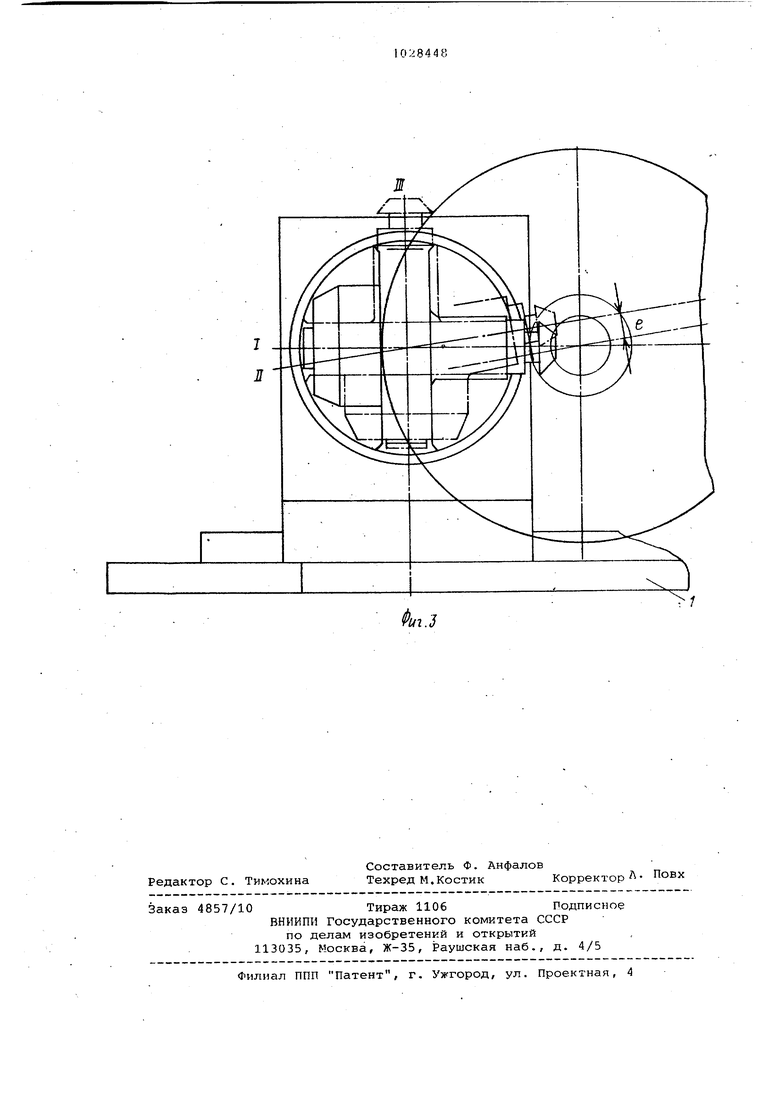
Изобретение относится к металлорежущим станкам, в частности к стан йля обработки конических и ги.поидных зубчатых колес. Известен станок для обработка конических и гипоидных зубчатых кол содержащий станину с бабкой изделия и инструментальной стойкой, несущей люльку, на которой смонтированы два инструментальных шпинделя, несущие каждый по резцовой головке, поочередно нарезающие противоположные стороны зуба С1. Недостатком такого станка является низкая производительность, поскольку обработка двух сторон зуба поочередная, Целью изобретения является повыш ние производительности путем одновременной обработки двух противоположных сторон зуба при установке ст ка в автоматическую линию. Указанная цель достигается тем, что станок для обработки конических и гипоидных зубчатых колес, содержащий установленные на станине бабку со шпинделем изделия и люльку, несущую установленные на соответствующих шпинделях две резцовые головки для обработки двух противоположных сторон зуба, содержит бабку изделия, при этом бабки на станине и шпиндели на люльке сим метричны относительно оси симметрии второго порядка. На фиг. 1 изображен станок, общи вид, (бабки изделий установлены на угол начального конуса .нарезаемого колеса); на фиг. 2 - расположение эксцентриковых барабанов в инструме тальной люльке (на примере зубошлиф вального станка); на фиг. 3 - положение шпинделя бабок изделия при об работке и загрузке-выгрузке на стой ке бабки изделия., На станине 1 станка (фкг. 1) уст новлена стойка 2, в которой размеще сборная инструментальная люлька 3, содержащая два одинаковых соосно ра положенных инструментальных узла 4 5 (фКГ. 2) имеющих общий привод пе . ремещения инструментов в движении обкатки и холостого хода. Е каждом инструментальном узле 4 и 5 смонтированы эксцентриковые барабаны б и с-инструментальными шпинделями 8 и несущими каждый по резцовой головке для одновременной обработки двух про тивоположных сторон зуба. В процесс наладки станка инструментальные узлы 4 и 5имеют возможность взаимного разворота вокруг общей оси вращения инструментальной люльки 3, т.е. с од ной сюроНы люльки производится наладка на обработку выпуклой стороны зубьев изделия, ас другой стороны на обработку вогнутой стороны зубьев На прямолинейных горизонтальных направляющих станины 1 монтируются каретки 10 и 11(фиг. 1) с круговыми направляющими дляустановки стоек 12 и 13 с бабками 14 и 15 изделия. Бабки 14 и 15 изделий симметричны относительно оси симметрии второго порядка, которая на фиг. 1 изображена в виде точки О, поскольку эта ось перпендикулярна плоскости чертежа. Это значит, что при повороте в плоскости чертежа, например, каретки 10 с-установленными на ней деталями на 180° относительно оси О симметрии произойдет совпадение каретки 1C с идентичной ей кареткой 11 (соответственно совпадут и установленные на каретках детали. То же относится и к инструментальным узлам 4 и 5 и несущим их барабанам б и 7. 12 и 13 имеют возможность горизонтальных наладочных перемещений по направляющим шпонкам 16 и 17, закрепленным в центрах 0 и 0 . Бабки 14 .и 15 изделий, смонтированные в стойках, имеют возможность поворота вокруг горизонтальных осей, которые перпендикулярны осям изделий и пересекаются с ними. Возможность поворота шпинделя изделия.вокруг горизонтальной оси позволяет производить установку изделия в одно из трех положений (фиг.Зу ;ось изделия расположена горизонтально при обработке конических колес (положение I) , ось изделия, расположена под углом к горизонтальной плоскости при настройке на обработку гипоидных колес (положение 11) ; ось изделия расположена вертикально на операции загрузки-выгрузки из-делий (положение Щ). При загрузке-выгрузке геометрические оси двух обрабатываемых изделий расположены вертикально, а сами изделия располагаются в одной горизонтальной плоскости. Такое положение изделий позволяет одним трехпозиционным автооператором 18 (фиг. 1) производить загрузку, межоперационную перегрузку и выгрузку изделий. Для этих целей автооператор имеет три руки: рука 19 загрузки-, обслуживающая камеру 20 транспортера 21 и бабку 14, рука 22 межоперационной перегрузки, обслуживающая бабки 14 и 15, рука 23 выгpyзки обслуживающая бабку 15 и камеру 20. Бабки 14 изделия и инструментальный узел 4 настраиваются на обработку вогнутой стороны зубьев изделия, а бабка 15 изДелия и инструментальный узел 5 на обработй-у выпуклой стороны зебьей. Станок работает следующим образом. Заготовка устанавливается в шпиндель бабки 14 изделия (обработка вогнутой стороны зуба, для чего бабка изделия поворачивается в позицию загрузки-выгрузки (фиг, 3, положение 111. Автооператор 18 совершает вертикальное движение вниз, рука 19 подходит к камере 20 и захватывает заготовку. Затем автооператор совершает вертикальное движение вверх и поворот на 120 , в результате чего бсь заготовки совмещается с осью шпинделя изделия бабки 14, далее происхог дит вертикальное движение автооператора вниз (загрузка заготовки в шпиндель). После загрузки заготовки автооператор 1в и бабка 14 изделия устанавливаются в исходное положение. Наг чинается обработка вогнуной стороны зубьев первой заготовки. После обработки каждого зуба происходит отвод инструмента от заготовки, инструмен-г талБная люлька совершает холостой ход (.в направлении, обратном движению обкатки, включается цепь деленияи в позицию обработки подводится следующий зуб I изделия. Процесс повторяется до обработки вогнутой стороны всех зубьев заготовки. После окончания обработки вогнутой стороны зубьев первой заготовки отключаются цепи всех движений обработки. Бабки 14 и 15 изделий устанавливаются в позицию загрузки-выгрузки. Автооператор IS совершает вертикальное днижение вниз, при этом рука 19 подходит к камере 20 транспортера 21, который предварительно срабатывает на один шаг и подаетв камеру загрузки-выгрузки очередную заготовку, а рука 22 подходит к изделию в шпинделе бабки 14. Происходит захват изделий в камере 20 и шпинделе бабки 14, автооператор 18 совершает вертикальное
движение вверх .и поворот на 120, при этом ось изделия в руке 19 совмещается с осью шпинделя бабки 14, а ось изделия в руке 22 - с осью шпинделя в 15. Далее автоопераТор It совершает вертикальное движение вниз и загружает заготовки в шпинделях бабок 14 и 15, после чего они возвращаются в исходное положение. Начинается обработка двух изделий одновременно. В шпинделе бабки 14 обрабатывается вогнутая сторона зубьев вновь установленной заготовки, а в шпинделе бабки 15 - выпуклая сторона зубьев на изделии с обработанной вогнутой стороной зубьев. После окончания одновременной обработки двух изделий они вновь поворачиваются при помощи поворотных бабок 14 и 15 в положение загрузкивйгрузки, автооператоо 18 производит перегрузку изделий ( из камеры 20 в бабку 14, из бабки 14 в бабку 15, из бабки 15 изделия, прошедшее весь цикл обработки на станке, в камеру 20 транспортера 2lK Далее циклы повторяются до окончания обработки всей партии заготовок. Обработка выпуклойи вогнутой сторон зуба происходит с двух сторон люльки одновременно, т.е. один инструмент совершает обработку вогнутой, а другой выпуклой сторон зуба.
Таким образом, по времени обработки предлагаемый станок равноценен двум однотипным станкам в автоматической, линии, однако он менее металлемок, занимает меньшую производственную площадь, менее трудоемок в изготовлении и обслуживамни.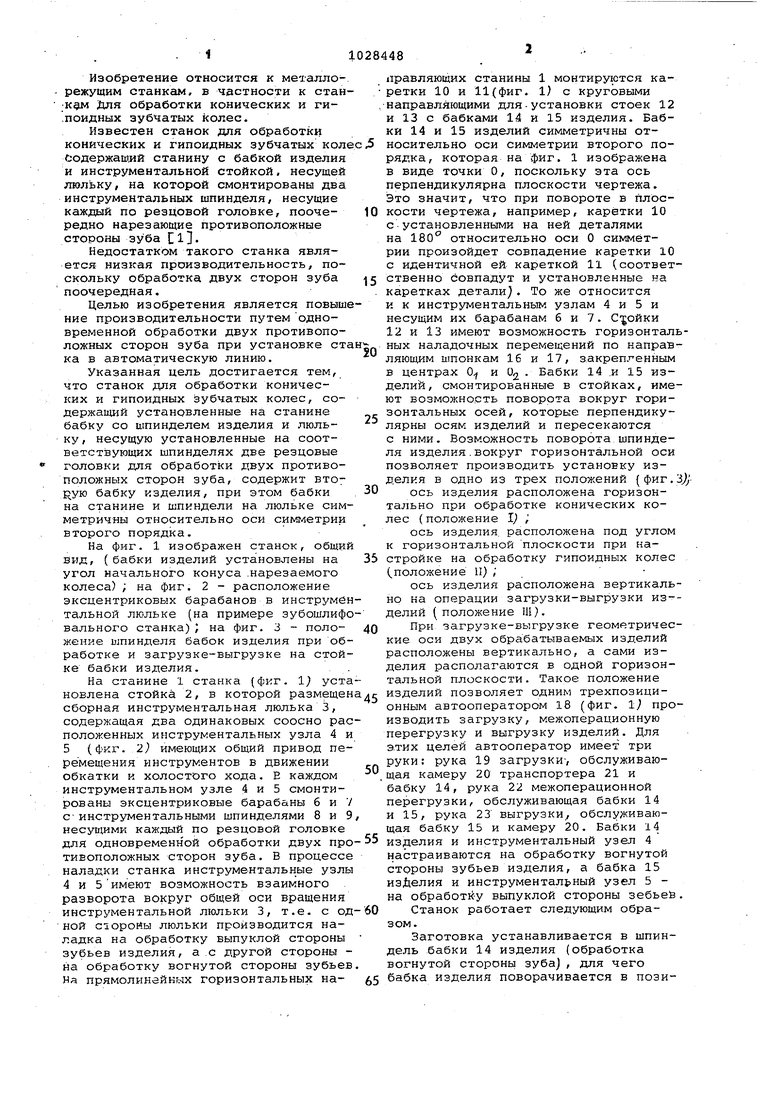

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| Зубохонинговальный станок | 1978 |
|
SU774837A1 |
| Металлорежущий станок с устройством автоматической смены инструментов | 1987 |
|
SU1444126A1 |
| Станок для чистовой обработки конических зубчатых колес | 1980 |
|
SU906652A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ХИРУРГИЧЕСКОГО ИНСТРУМЕНТА | 1991 |
|
RU2023573C1 |
| Зубообрабатывающий станок | 1984 |
|
SU1255317A1 |
| СТАНОК ДЛЯ ХОНИНГОВАНИЯ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ ПОДШИПНИКОВ | 1991 |
|
RU1823336C |
| Станок для обработки изделий многолезвийным инструментом с круговой подачей | 1990 |
|
SU1764827A1 |
| Станок для обработки конических и гипоидных шестерен | 1977 |
|
SU656757A1 |

СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ И ГИПОИДНЫХ ЗУБЧАТЫХ КОЛЕС, на станине которого установлены бабка изделия и люлька, несущая размещенные на шпинделях две резцовые головки, предназначенные для обработки двух противоположных сторон зуба, отличающийся тем, что, с целью повьоиения производительности путем однонременной обработ ки двух противоположных сторон зуба при установке станка в автоматическую линию, станок снабжен второй бабкой изделия, при этом бабки на станине и шпиндели на люльке расположены симметрично относительно оси симметрии второго порядка. «
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Н | |||
| и др | |||
| Станки для обработки конических зубчатых колес | |||
| М., Магкиностроение, 1967, с | |||
| Кренометр | 1923 |
|
SU487A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
