эксцентриситета в гайке равна эксцентриситету отверстия и резьбы оправки. Диаметр отверстия больше диаметра зажимаемых деталей 3.
Работает устройство следующим образом.
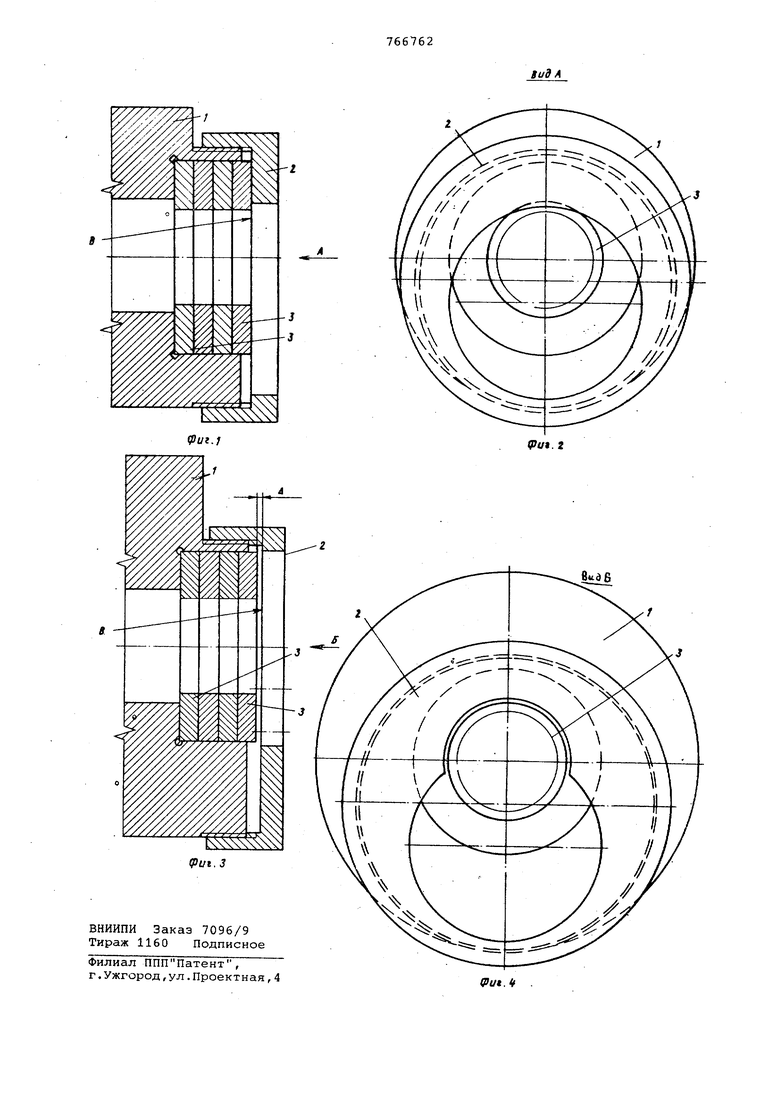
Отверстие гайки 2, навернутой на оправку 1, путем поворота совмещают с отверстием оправки 1.
Через совмещенные отверстия в оправку 1 устанавливают деталь 3, после чего при повороте гайки 2 совмещенные отверстия расходятся, и торец В прижимает закрепляемые детали 3 .
Для того, чтобы обеспечить крепление деталей 3 при незначительном повороте гайки 2, в момент совмещения отверстий оправки 1 и гайки 2 расстояние А (фиг.З) между торцом закрепляемой детали 3 и торцом гайки 2 устанавливается меньше величины шага резьбы. Оптимальным считается А 1/2 шага резьбы.
При освобождении деталей 3 гайку 2 поворачивают в обратную сторону до совмещения отверстий.
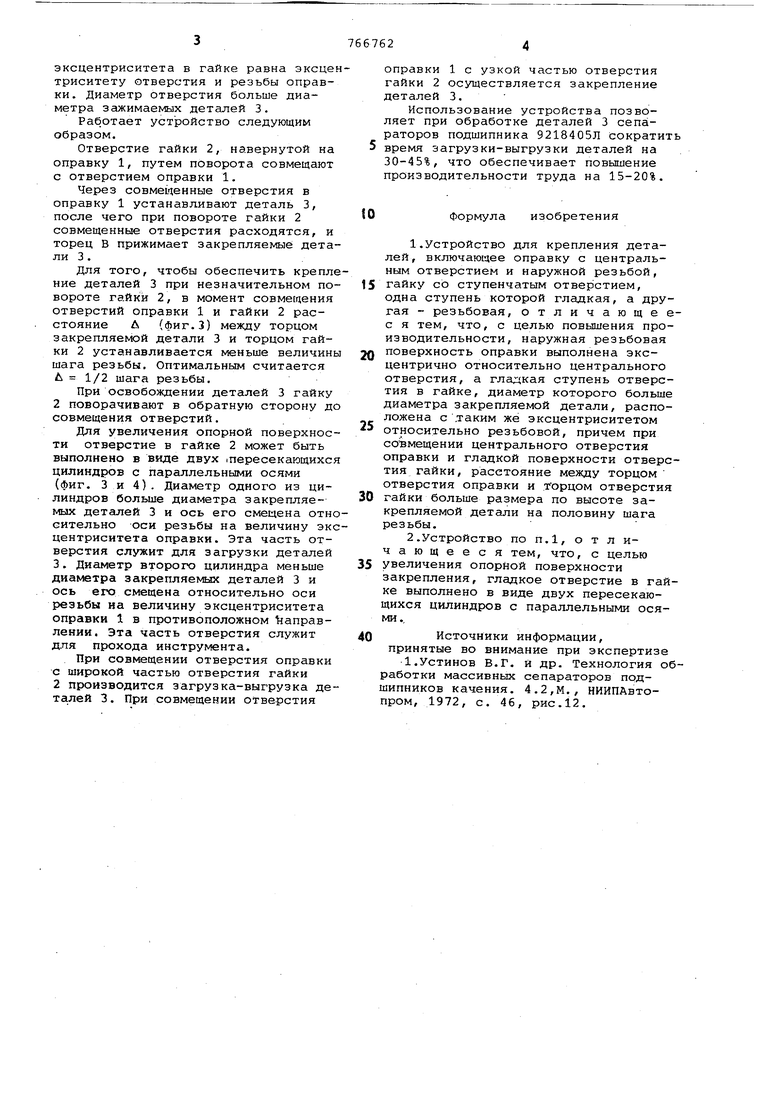
Для увеличения опорной поверхности отверстие в гайке 2 может быть выполнено в виде двух пересекающихся цилиндров с параллельными осями (фиг. 3 и 4). Диаметр одного из цилиндров больше диаметра закрепляемых деталей 3 и ось его смещена относительно оси резьбы на величину эксцентриситета оправки. Эта часть отверстия служит для загрузки деталей 3. Диаметр второго цилиндра меньше диa ffiтpa закрепляемых деталей 3 и ось его смещена относительно оси резьбы на величину эксцентриситета оправки 1 в противоположном Направлении. Эта часть отверстия служит для прохода инструмента.
При совмещении отверстия оправки с широкой частью отверстия гайки 2 производится загрузка-выгрузка деталей 3. При совмещении отверстия
оправки 1 с узкой частью отверстия гайки 2 осуществляется закрепление деталей 3.
Использование устройства позволяет при обработке деталей 3 сепараторов подшипника 9218405Л сократить 5 время загрузки-выгрузки деталей на 30-45%, что обеспечивает повышение производительности труда на 15-20%.
Формула изобретения
1.Устройство для крепления деталей, включающее оправку с центральным отверстием и наружной резьбой,
5 гайку со ступенчатым отверстием,
одна ступень которой гладкая, а другая - резьбовая, отличающеес я тем, что, с целью повышения производительности, наружная резьбовая
Q поверхность оправки выполнена эксцентрично относительно центрального отверстия, а гладкая ступень отверстия в гайке, диаметр которого больше диаметра закрепляемой детали, расположена с .таким же эксцентриситетом
5 относительно резьбовой, причем при совмещении центрального отверстия оправки и гладкой поверхности отверстия гайки, расстояние между торцом отверстия оправки и горцом отверстия
0 гайки больше размера по высоте закрепляемой детали на половину шага резьбы.
2.Устройство по П.1, о т л ичающееся тем, что, с целью
5 увеличения опорной поверхности
закрепления, гладкое отверстие в гайке выполнено в виде двух пересекающихся цилиндров с параллельными осями.,
0 Источники информации,
принятые во внимание при экспертизе
1.Устинов В.Г. и др. Технология обработки массивных сепараторов подшипников качения. 4.2,М., НИИПАвтопром, 1972, с. 46, рис.12.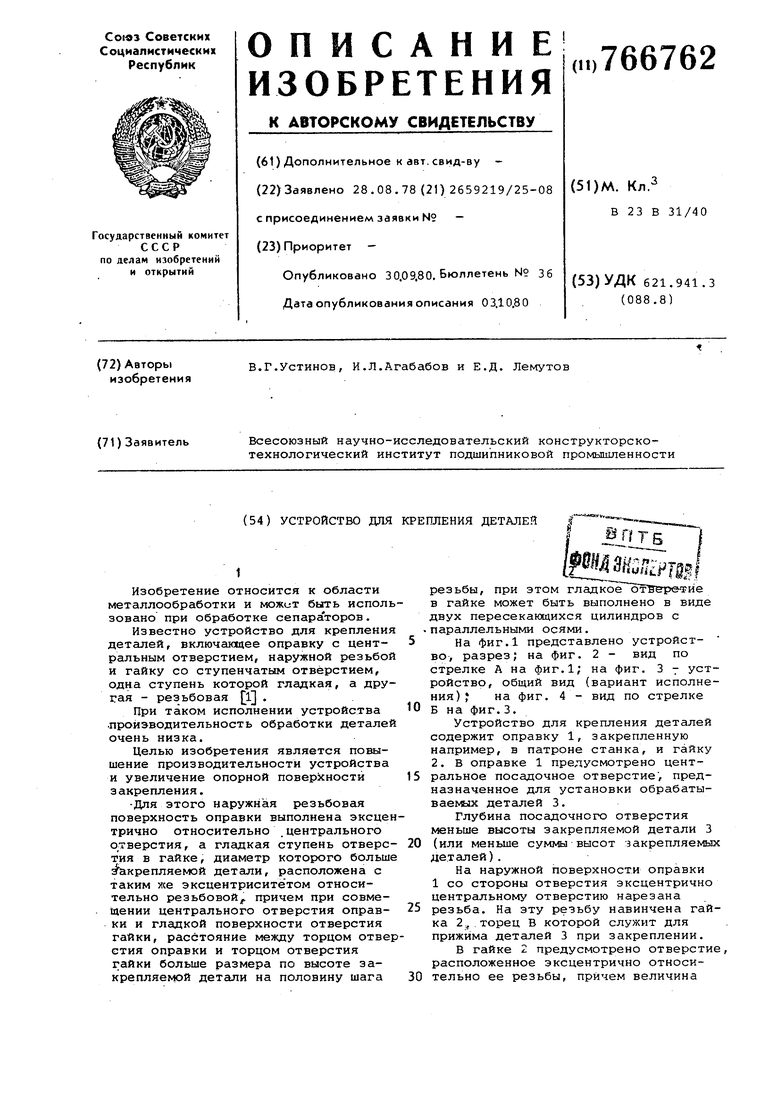
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для крепления деталей | 1984 |
|
SU1207645A1 |
| Расточная головка | 1990 |
|
SU1787695A1 |
| Расточная головка | 1989 |
|
SU1729702A1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОДНОВРЕМЕННОЙ РАСТОЧКИ И РАСКАТКИ ОТВЕРСТИЙ | 1993 |
|
RU2074085C1 |
| Приспособление для плоскостной заточки сверл | 1988 |
|
SU1618588A1 |
| Стопорное устройство | 1976 |
|
SU737673A1 |
| ПЛАНЕТАРНАЯ РОЛИКО-ВИНТОВАЯ ПЕРЕДАЧА | 2001 |
|
RU2194202C2 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Резьбонакатная головка | 1988 |
|
SU1538974A1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО ШЛИФОХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2004 |
|
RU2266804C1 |