О
о
о
fO 00
о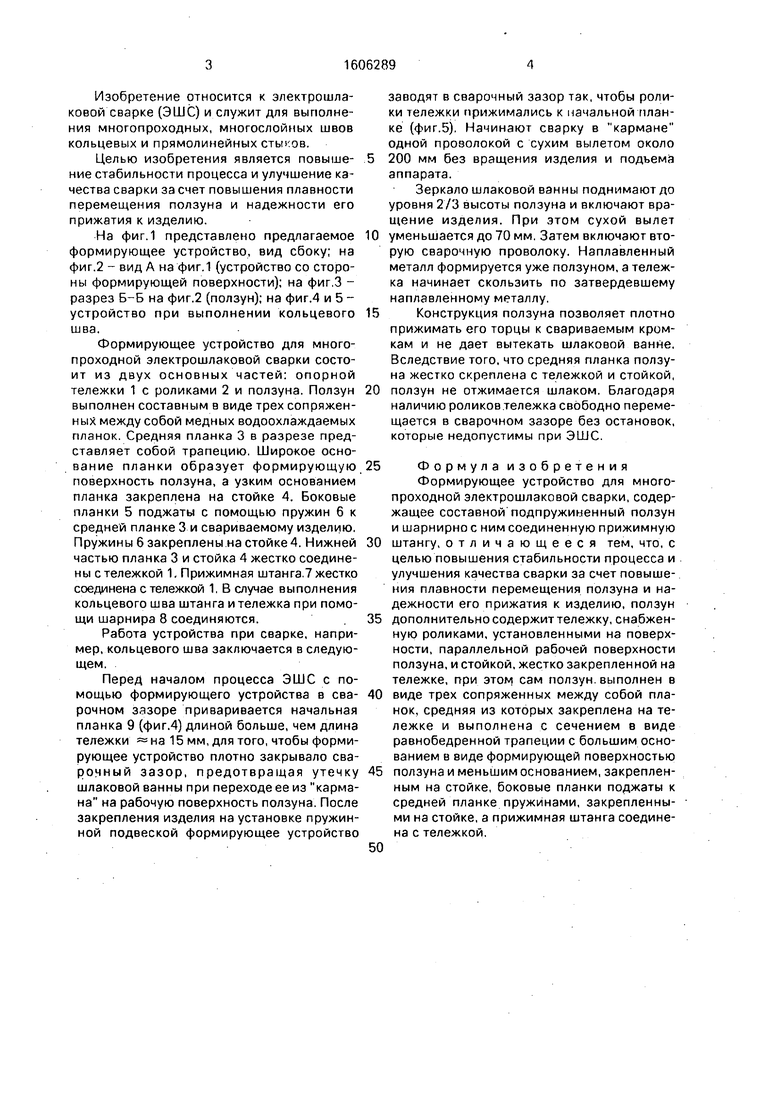
| название | год | авторы | номер документа |
|---|---|---|---|
| Формирующий фигурный ползун для электрошлаковой сварки двухслойных сталей | 1978 |
|
SU766792A1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Способ электрошлаковой сварки ленточным электродом | 1991 |
|
SU1776520A1 |
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| Способ электрошлаковой сварки | 1976 |
|
SU656772A1 |
| Ползун для формирования металла шва при электрошлаковой сварке | 1976 |
|
SU602333A1 |
| Способ регулирования термического цикла при электрошлаковой сварке | 1980 |
|
SU919836A1 |
| УСТРОЙСТВО для ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ ШВОВ | 1967 |
|
SU203809A1 |
| Автомат для электрошлаковой сварки | 1987 |
|
SU1500452A1 |
| Способ управления процессом электрошлаковой сварки | 1980 |
|
SU927453A1 |
Изобретение относится к электрошлаковой сварке, в частности к формирующему устройству для выполнения многопроходных, многослойных швов кольцевых и прямолинейных стыков. Цель изобретения - повышение стабильности процесса и улучшение качества сварки за счет повышения плавности перемещения ползуна и надежности его прижатия к изделию. Формирующее устройство состоит из тележки 1 с роликами 2 и жестко закрепленной на ней стойки 4. Ползун выполнен из трех частей, средняя часть, имеющая в сечении форму равносторонней трапеции, закреплена на тележке и стойке. Широкое основание трапеции образует рабочую поверхность ползуна. Крайние части ползуна прижимаются пружинами 6, закрепленными на стойке, к средней части ползуна и поверхностям изделия. Конструкция ползуна позволяет плотно прижимать его торцы к свариваемым кромкам и не дает вытекать шлаковой ванне, ползун не отжимается шлаком. Благодаря наличию роликов тележка легко перемещается в сварочном зазоре. 5 ил.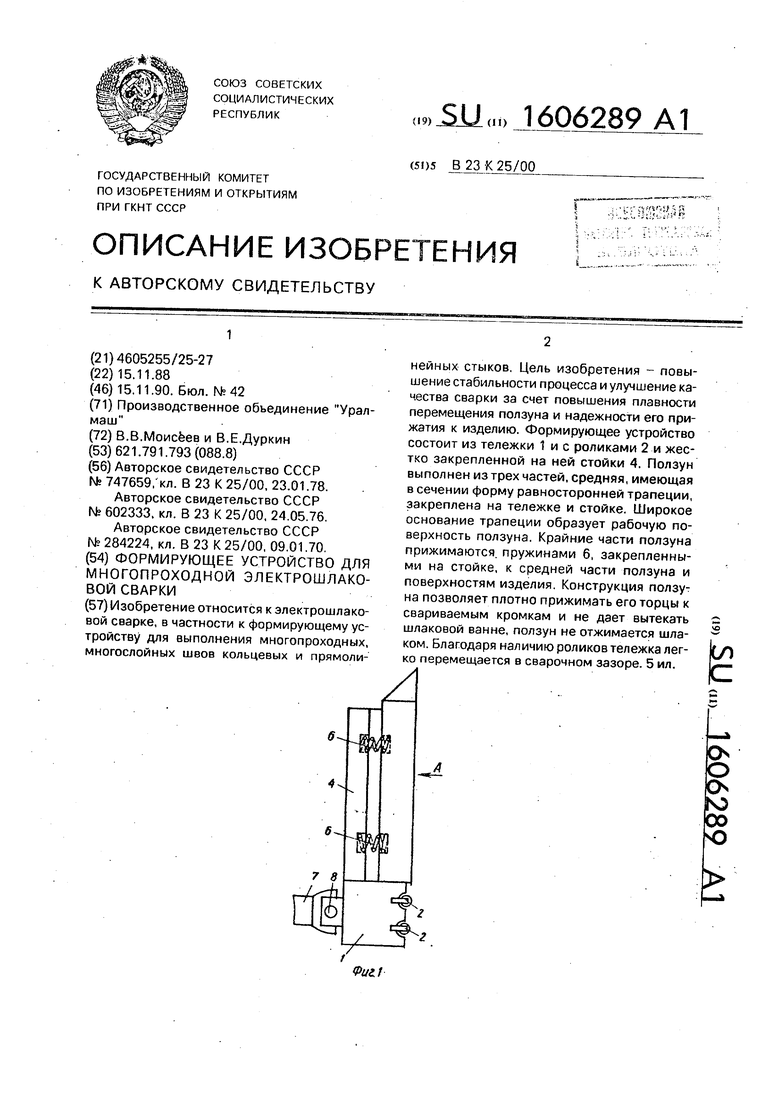
/
/г/
Изобретение относится к электрошла- ковой сварке (ЭШС) и служит для выполнения многопроходных, многослойных швов кольцевых и прямолинейных стыгов.
Целью изобретения является повышение стабильности процесса и улучшение качества сварки за счет повышения плавности перемещения ползуна и надежности его прижатия к изделию.
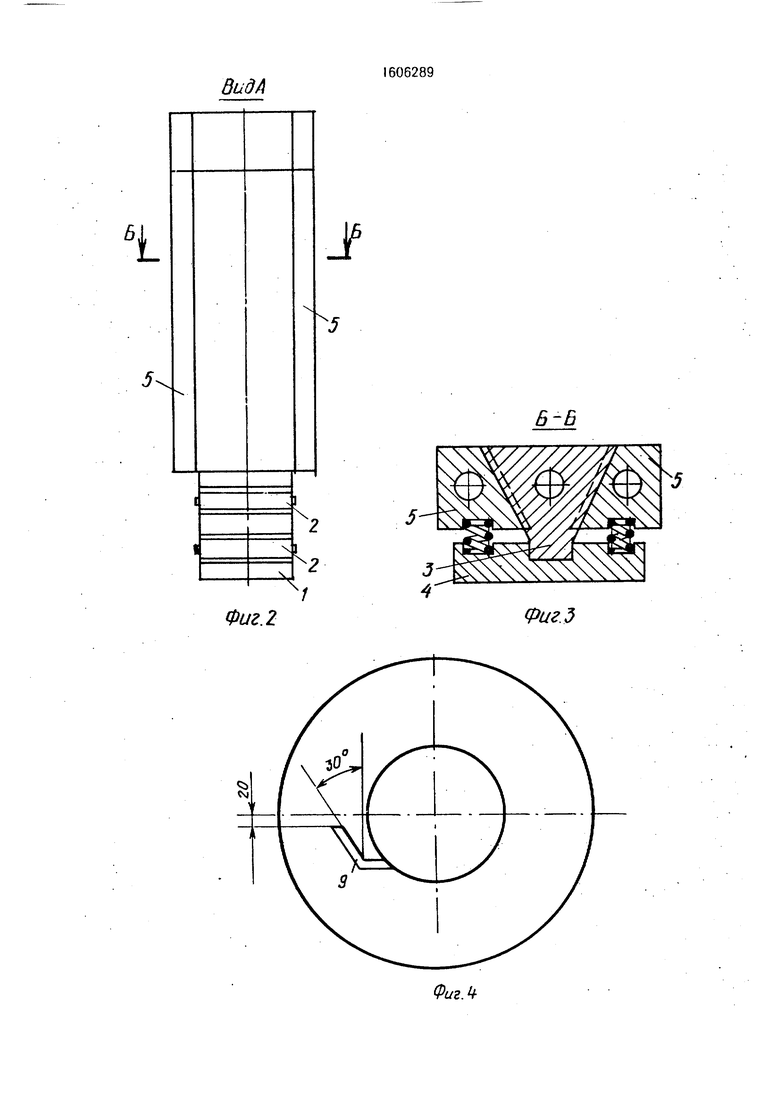
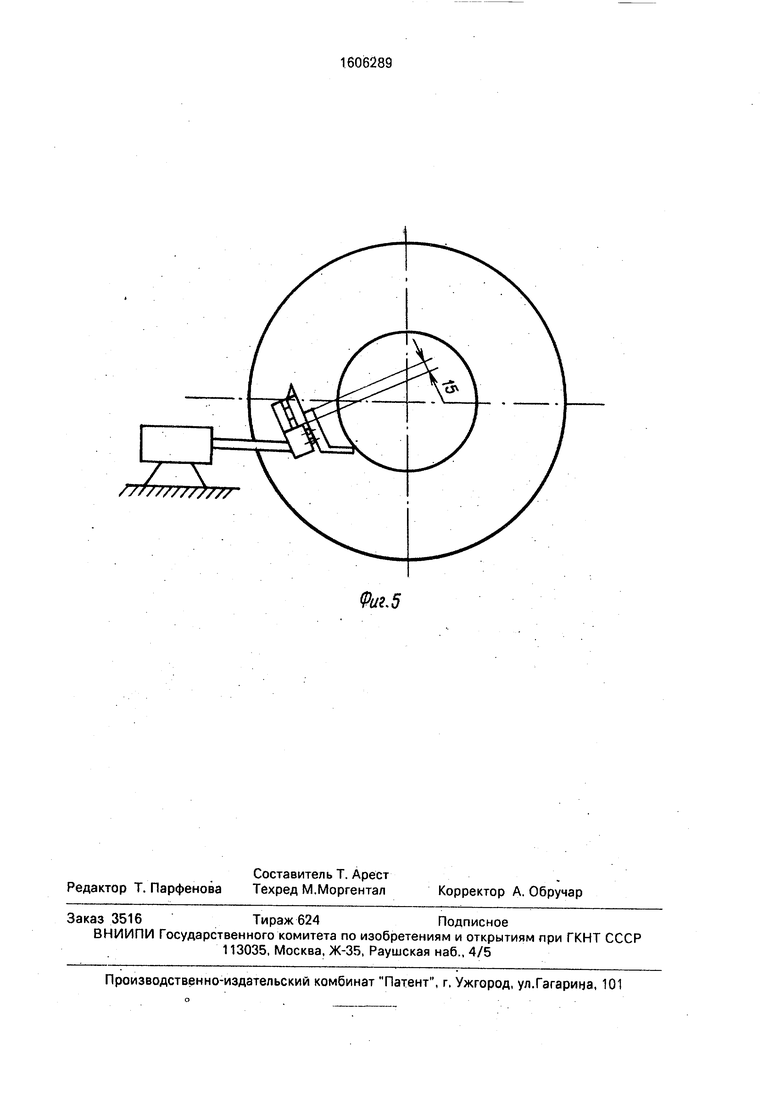
На фиг.1 представлено предлагаемое формирующее устройство, вид сбоку; на фиг.2 - вид А на фиг.1 (устройство со стороны формирующей поверхности); на фиг.З - разрез Б-Б на фиг.2 (ползун); на фиг.4 и 5 - устройство при выполнении кольцевого шва.
Формирующее устройство для многопроходной электрошлаковой сварки состоит из двух основных частей: опорной тележки 1 с роликами 2 и ползуна. Ползун выполнен составным в виде трех сопряженных между собой медных водоохлаждаемых планок. Средняя планка 3 в разрезе представляет собой трапецию. Широкое основание планки образует формирующую поверхность ползуна, а узким основанием планка закреплена на стойке 4. Боковые планки 5 поджаты с помощью пружин 6 к средней планке 3 и свариваемому изделию. Пружины 6закреплены.настойке4. Нижней частью планка 3 и стойка 4 жестко соединены с тележкой 1. Прижимная штанга.7 жестко соединена с тележкой 1. В случае выполнения кольцевого шва штанга и тележка при помощи шарнира 8 соединяются.
Работа устройства при сварке, например, кольцевого шва заключается в следующем.
Перед началом процесса ЭШС с помощью формирующего устройства в сварочном зазоре приваривается начальная планка 9 (фиг.4) длиной больше, чем длина тележки на 15 мм, для того, чтобы формирующее устройство плотно закрывало сварочный зазор, предотвращая утечку шлаковой ванны при переходе ее из кармана на рабочую поверхность ползуна. После закрепления изделия на установке пружинной подвеской формирующее устройство
заводят в сварочный зазор так, чтобы ролики тележки прижимались к начальной планке (фиг.5). Начинают сварку в кармане одной проволокой с сухим вылетом около
200 мм без вращения изделия и подъема аппарата.
Зеркало шлаковой ванны поднимают до уровня 2/3 высоты ползуна и включают вращение изделия. При этом сухой вылет
уменьшается до 70 мм. Затем включают вторую сварочную проволоку. Наплавленный металл формируется уже ползуном, а тележка начинает скользить по затвердевшему наплавленному металлу.
Конструкция ползуна позволяет плотно прижимать его торцы к свариваемым кромкам и не дает вытекать шлаковой ванне. Вследствие того, что средняя планка ползуна жестко скреплена с тележкой и стойкой,
ползун не отжимается шлаком. Благодаря наличию роликовтележка свободно перемещается в сварочном зазоре без остановок, которые недопустимы при ЭШС.
Формула изобретения
Формирующее устройство для многопроходной электрошлаковой сварки, содержащее составной подпружиненный ползун и шарнирно с ним соединенную прижимную
штангу, отличающееся тем, что, с целью повышения стабильности процесса и улучшения качества сварки за счет повышения плавности перемещения ползуна и надежности его прижатия к изделию, ползун
дополнительно содержит тележку, снабженную роликами, установленными на поверхности, параллельной рабочей поверхности ползуна, и стойкой, жестко закрепленной на тележке, при этом сам ползун, выполнен в
виде трех сопряженных между собой планок, средняя из которых закреплена на тележке и выполнена с сечением в виде равнобедренной трапеции с большим основанием в виде формирующей поверхностью
ползуна и меньшим основанием, закрепленным на стойке, боковые планки поджаты к средней планке пружинами, закрепленными на стойке, а прижимная штанга соединена с тележкой.
1
1
Фиг.2
Б-Б
(раг.
Фиг.
Фиг, 5
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Ползун для формирования металла шва при электрошлаковой сварке | 1976 |
|
SU602333A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙСВАРКИ | 0 |
|
SU284224A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
