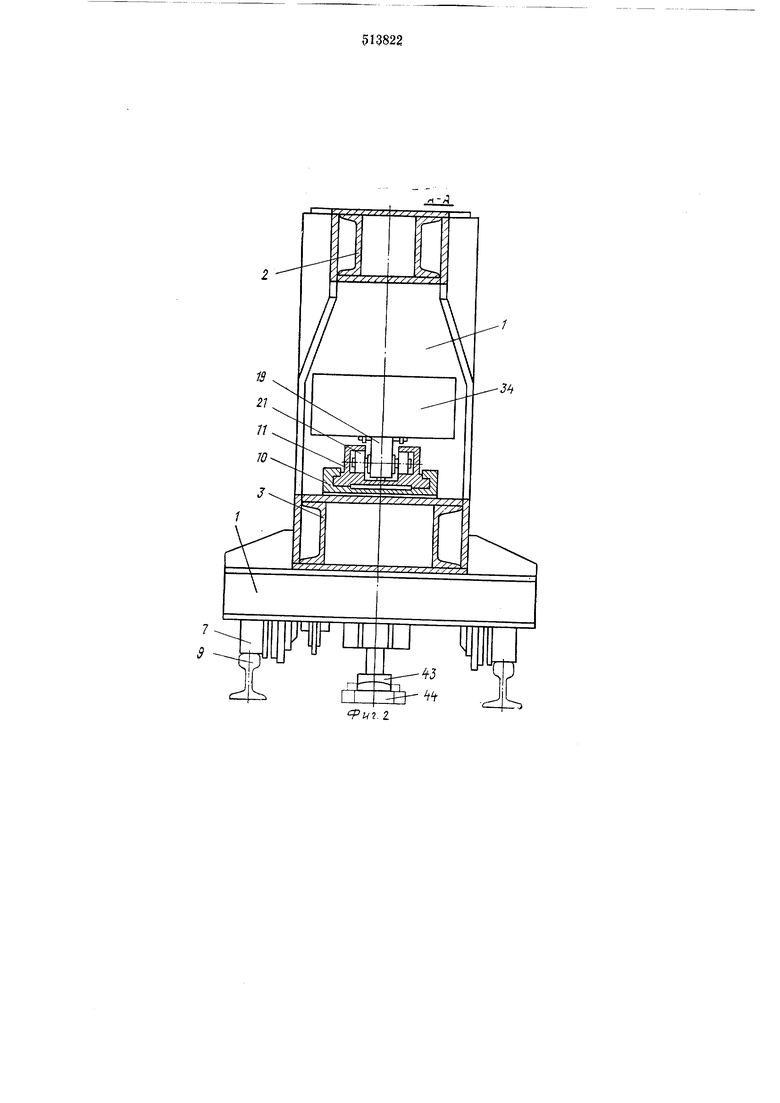
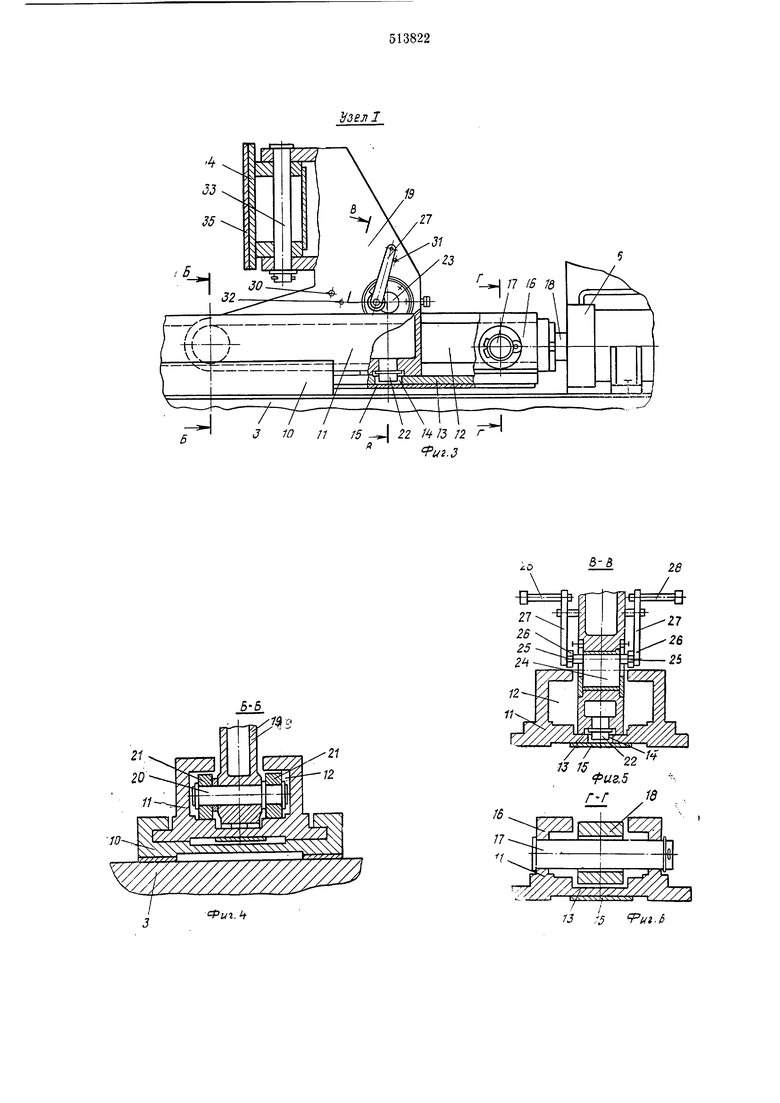
В паз 12 ползуна вставлен откидной башмак 19 с запрессованной в него осью 20. На концы оси надеты ролики 21. На заднем конце башмака закреплен зуб 22, выполненный в виде круглого штифта, вставленного в отверстие башмака и закрепленного в нем посредством сварки. Зуб 22 входит в отверстие 14 дна ползуна. На заднем конце башмака 19 в отверстие 23 вставлена поворотная эксцентриковая ось 24, на эксцентричные концы 25 которой свободно надеты ролики 26 и жеетко закреплена рукоятка 27 с фиксаторами 28. Башмак снабжен отверстиями 29 и 30 для фиксаторов 28 и упорными стержнями 31 и 32 для ограничения крайних положений рукояток 27.
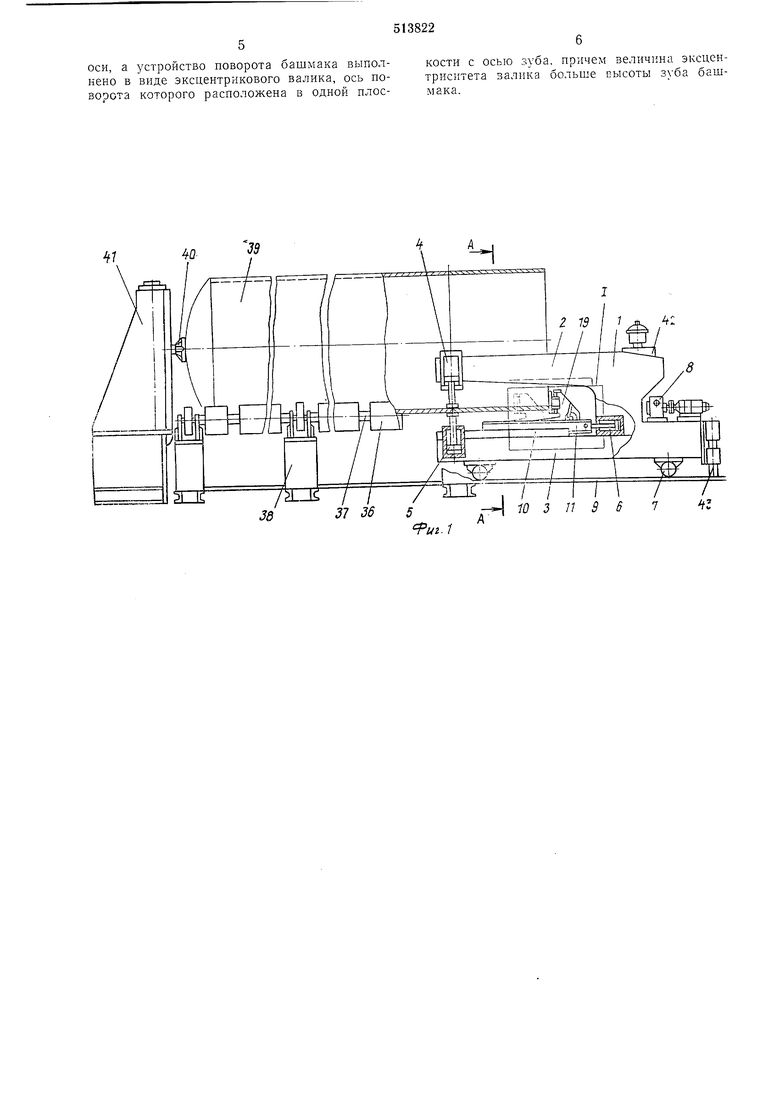
На верхнем конце башмака 19 шарнирно, с помощью пальца 33, закреплен плоский самоустанавливающийся упор 34. Его плоскость снабжена мягкой (например, медной) металлической сменной накладкой 35. Высота упора 34 такова, что при малых диаметрах изделий он упирается в них нижней частью, а при больших диаметрах - верхней частью. Ширина этого упора выполнена максимально возможной и почти равна ширине С-образной станины 1. Станина входит между роликами 36, установленными на валах 37, опирающихc.q на стойки 38. На ролики 36 укладываются стыкуемые детали 39. С торца роликового стенда установлен упор 40, подвижный по высоте по стойке 41. Шаг отверстий 14 меньше или равен длине хода гидроцилиндра 6. Привод всех гидроцилиндров осуществляется от насосной станции 42. От продольного смещения при работе гидроцилиндра 6 станина удерживается упором 43, входящим в зацепление с рейкой 44, закрепленной между рельсами 9.
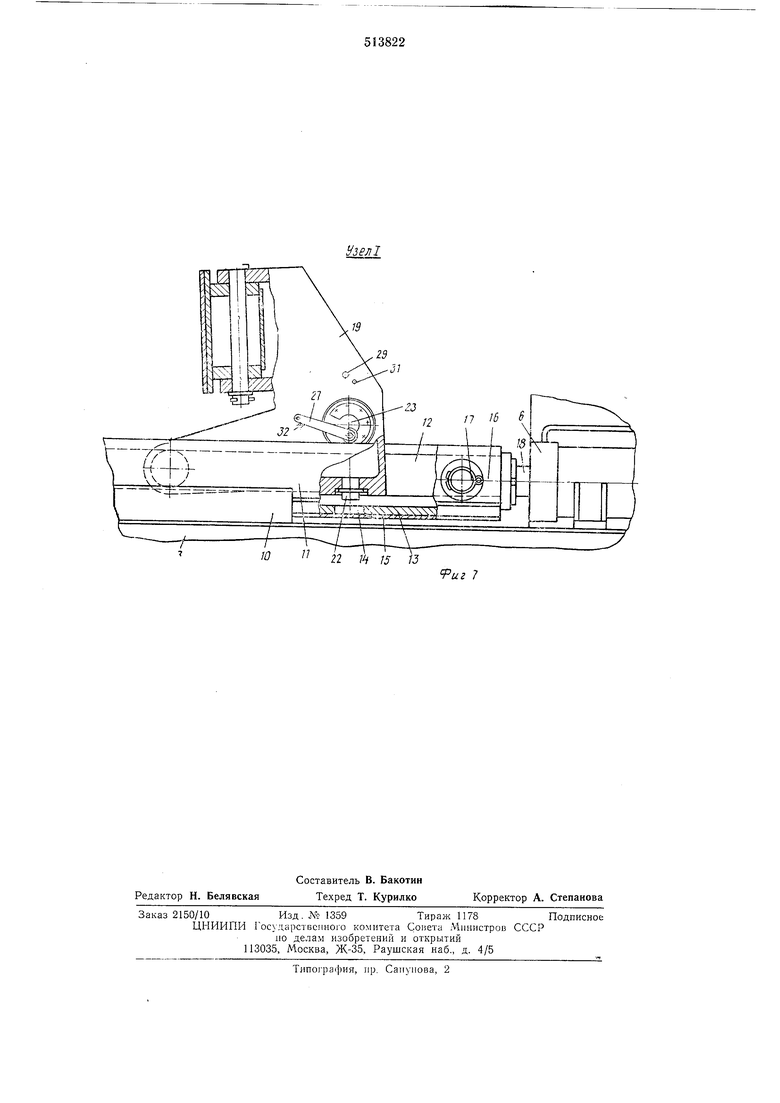
В исходном положении станина выводится из зоны между роликами 36 и находится в крайнем правом положении. На ролики устанавливается секция детали 39 в непосредственной близости от упора 40. Затем между секцией детали 39 и упором 40 устанавливается днище. Башмак 19 устанавливается на расстоянии от осей цилиндров 4 и 5, приблизительно равном длине пристыковываемой секции. Для этого фиксаторы 28 вытаскивают из отверстий 29 и рукоятку 27 иоворачивают (фиг. 3 и 7) против часовой стрелки до упора в стержень 32 и производят фиксацию, вводя фиксатор 28 в отверстие 30. Нри этом эксцентриковая ось 24 поворачивается вместе с рукояткой 27, и ролики 26 упираются в верхние поверхности ползуиа 11. Вследствие этого задний конец башмака 19 приподнимается, поворачивая башмак против часовой стрелки вокруг оси 20, и зуб 22 выходит из зацепления с отверстием 14. Затем башмак 19 передвигают в нужное положение. При этом башмак двигается легко благодаря перекатыванию роликов 21 в направляющей 12 и роликов 26 по верхним плоскостям ползуна 11. После установки башмака 19 в нужное
положение рукоятку 27 в порядке, обратном онисанному выше, поворачивают но часовой стрелке. При этом башмак также поворачивается по часовой стрел ке, и зуб 22 входит в ближайшее отверстие 14, задняя часть башмака упирается в дно 13 паза ползуна, а между роликами 26 и ползуном образуется зазор, предотвращающий передачу рабочих нагрузок на ролики 26. Включением привода
8 вводят станину между роликами 36 до совпадения осей цилиндров 4 и 5 со стыком секций. Вводят упор 43 в зацепление с рейкой 44, производя фиксацию станины относительно стыка. Включают цилиндр 6. Шток 18, двигаясь внеред, через палец 17 и проущину 16 двигает по направляющим 10 ползун 11 с башмаком 19 и упором 34, который, нажимая на торец секции, прижимает ее к днищу или к предыдущей секции, выбирая зазор в стыке.
При этом мягкая накладка, 35 предотвращает повреждение торца пристыковываемой секции, а упор 34 благодаря повороту вокруг пальца 33 самоустанавливается по торцу секции, обеспечивая соприкосновение накладки
35 с секцией по максимальной поверхности.
Так как шаг отверстий 14 меньше хода цили дра 6, практически обеспечивается пристыковка секций любой длины. При включеНИИ цилиндров 4 и 5 их штоки сходятся, выравнивая кромку секций, после чего производят прихватку стыка. Для продолжения дальнейшей сборки необходимо секции повернуть на некоторый угол, для чего нужно освободить
их от зажима цилиндром 4-6. После поворота секций опять производят стыковку и прихватку, и так по всему периметру стыка.
Для присоединения следующей секции станину отводят вправо, предварительно расцепив упор 43 с рейкой 44. На ролики 36 устанавливают новую секцию детали 39. Если длина ее отличается от предыдущей, то башмак 19 с упором 34 устанавливают на размер, соответствующий иовой секции, и производят СТЫКОВКУ в описанной последовательности.
Формула изобретения
Устройство для стыковки кольцевых кромок цилиндрических изделий, содержащее подвижную С-образную станину с расположенным на ее нижней полке ползуном, в котором установлен с возможностью перемещения и поворота откидной башмак с запрессованным в него зубом, взаимодействующим с отверстиями, выполненными в корпусе ползуна, отличающееся тем, что, с целью
повышения производительности и качества собираемых стыков откидной башмак снабжен устройством для его поворота и самоустававливающимся упором, смонтированным на нем со стороны собираемого изделия с возможностью поворота вокруг вертикальной
оси, а устройство поворота башмака выполнено в виде эксцентрикового валика, ось поворота которого расположена в одной плоскости с осью зуоа, причем величина эксцентриситета валика больше высоты зуба башмака.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стыковки кольцевых кромок | 1973 |
|
SU510341A1 |
| УСТРОЙСТВО ДЛЯ СТЫКОВКИ КОЛЬЦЕВЫХ КРОМОК | 1970 |
|
SU276287A1 |
| Устройство для стыковки кольцевых коромок | 1978 |
|
SU766803A1 |
| Стенд для сборки под сварку | 1986 |
|
SU1425018A1 |
| Стенд для сборки под сварку | 1972 |
|
SU474414A1 |
| Устройство для стыковки кольцевых кро-MOK цилиНдРичЕСКиХ издЕлий | 1979 |
|
SU804315A1 |
| Накопитель деталей | 1979 |
|
SU882723A1 |
| Устройство для гибки обечаек из листовых заготовок | 1978 |
|
SU770609A2 |
| Установка для сварки отводов трубопроводов | 1982 |
|
SU1115874A1 |
| Устройство для гибки обечаек из листовых заготовок | 1976 |
|
SU612732A1 |
зел1 J Ю /7 /5 -J( 22 / /3 /2 ;...J
Фиг. h
S-5
;j ;
фиг.5
12 Г5 .& I 1 22 i 15 /J 7
