t
Изобретение относится к обработке металлов давлением ,и может быть использовано в электроаппаратостроении. и машиностроении для пробивки отверстий в стенках полых деталей средних и больших габаритов при серийном и массовом производстве.
Известно устройство для обработки металлов давлением, содержащее станину, узел зажима детали с индиви.дуальным приводом в виде цилиндра, узлы пробивки отверстий, имеющие каждый по меньшей мере одну матрицу, которая расположена с внутренней стороны обрабатываемой детали, и один пуансон, расположенный в держателе с наружной стороны и соединенный через промежуточные звенья со штоком силового цилиндра, и снабженное системой управления fl.
Недостатком известного устройства является то, что в нем нет возможности пробивки отверстий с различными размерами, конфигурацией и расположением в деталях с различными размерами.
Цель изобретения - обеспечение возможности пробивки отверстий с различными размерами,,конфигурацией и расположением в деталях с различными размерами и повыдение производительности процесса переналадки устройства.
Для достижения цели в устройстве узел зажима выполнен из двух частей, одна из которых жестко соединена со штоком индивидуального цилиндра, а другая связана с ней с возможностью съема, а матрицы, пуансоны и
0 держатели установлены с возможностью съема.
Часть прижима, жестко соединенная со штоком индивидуального цилиндра, выполнена с направляквдими пазами, а съемная часть - с заплечиками, вхо5дящими в направляющие пазы, и снабжена постоянными магнитами, удерживающими обрабатываемую деталь в верхнем положении.
0
Каждый комплект промежуточньк звеньев, связывающих пуансон со штоком, представляет собой ползун,соединенный со штоком резьбовым соединением,
5 имеющий ступенчатое отверстие, V-образный паз и болт с головкой, входящей в большую-ступень отверстия, скобообразный вкладыш, входящий в V-образный паз и охватывающий болт, котО рый связан с держателем пуансона.
Кроме того, устройство снабжено выталкивателем готовой детали, связанным с индивидуальным приводом, установленным на станине..
Система управления снабжена гидроэлектрическими реле давления,соединенными с магистралями давления и электрораспределителями и дающими команду на возврат пуансонов.
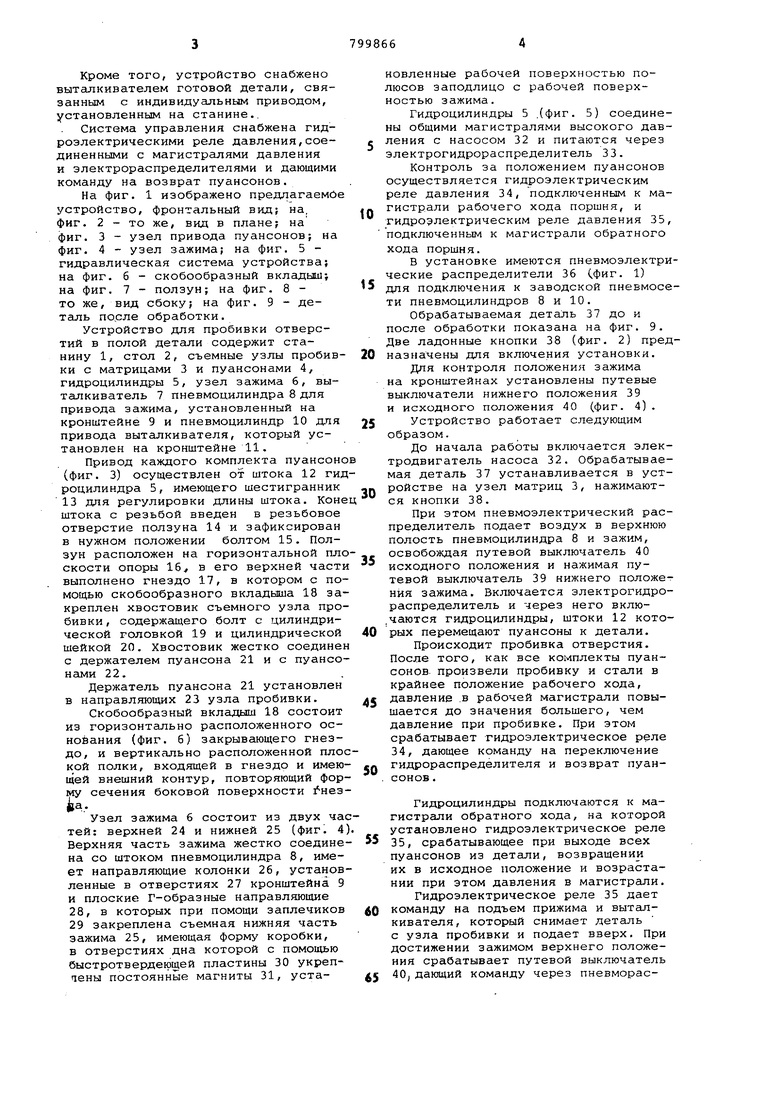
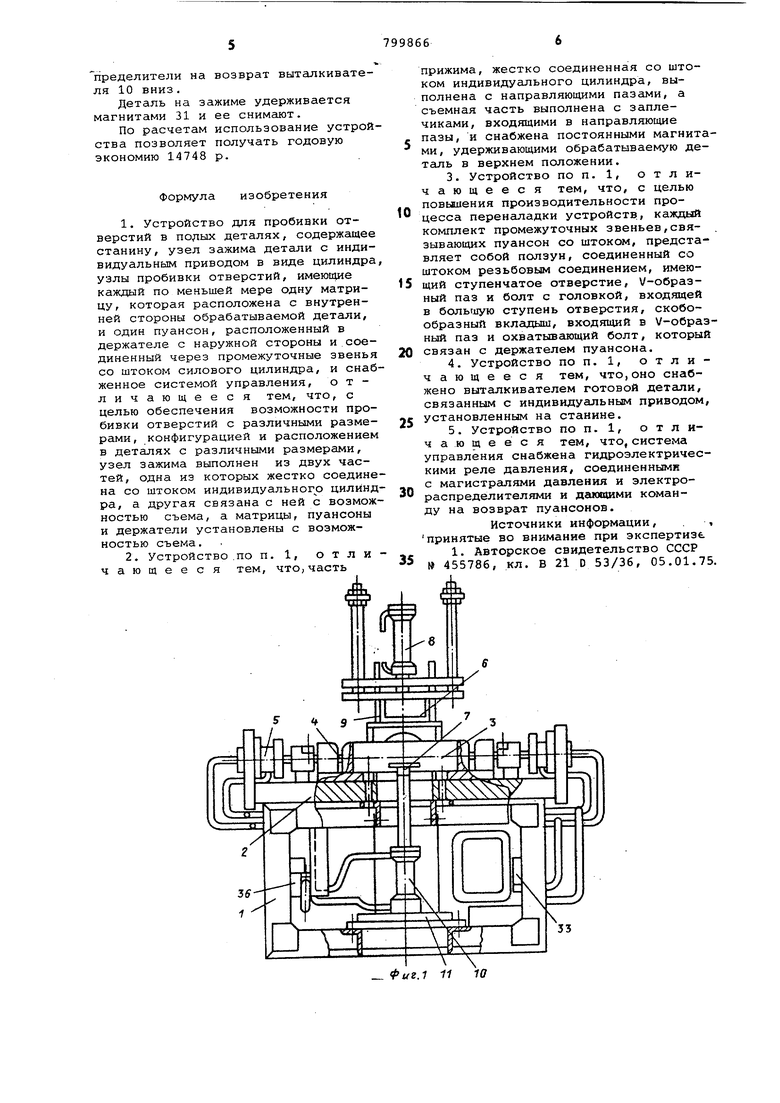
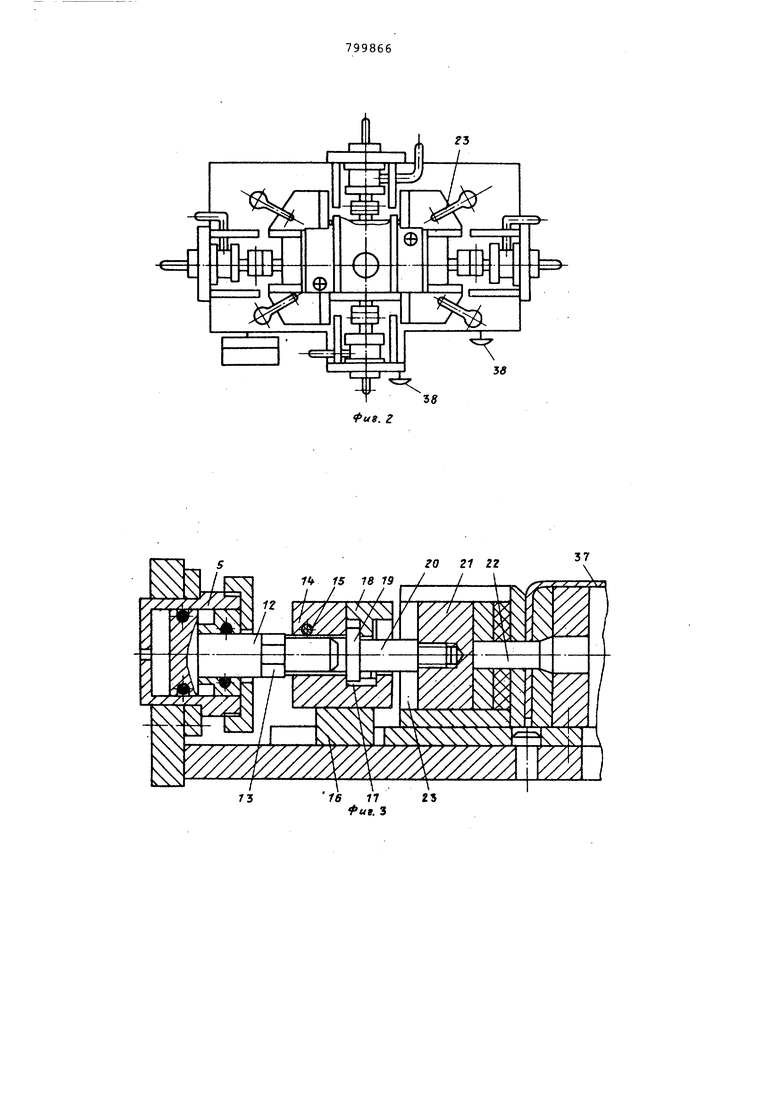
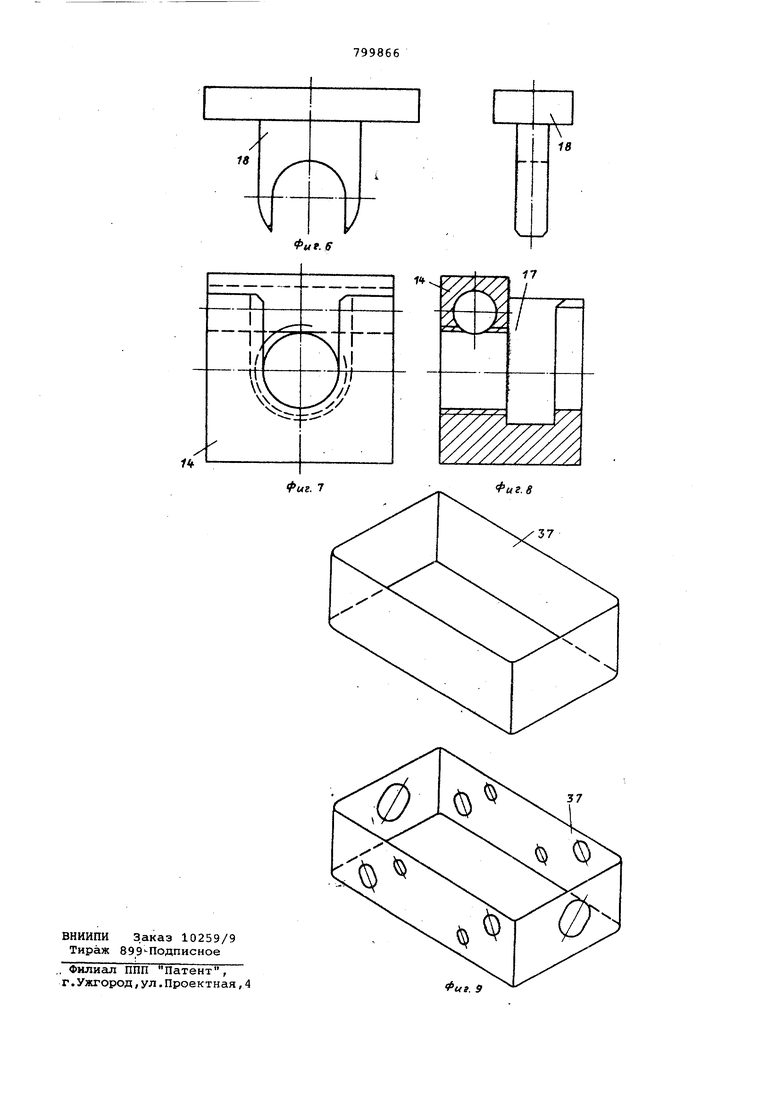
На фиг. 1 изображено предлагаемое устройство, фронтальный вид; на, фиг. 2 - то же, вид в плане; на фиг. 3 - узел привода пуансонов; на фиг. 4 - узел зажима; на фиг. 5 гидравлическая система устройства; на фиг. б - скобообразный вкладыш; на фиг. 7 - ползун; на фиг. 8 то же, вид сбоку; на фиг. 9 - деТсшь порле обработки.
Устройство для пробивки отверстий в полой детали содержит станину 1, стол 2, съемные узлы пробивки с матрицами 3 и пуансонами 4, гидроцилиндры 5, узел зажима 6, выталкиватель 7 пневмоцилиндра 8 для привода зажима, установленный на кронштейне 9 и пневмоцилиндр 10 для привода выталкивателя, который установлен на кронштейне 11.
Привод каждого комплекта пуансоно (фиг. 3) осуществлен от штока 12 гидроцилиндра 5, имеющего шестигранник 13 для регулировки длины штока. Коне штока с резьбой введен в резьбовое отверстие ползуна 14 и зафиксирован в нужном положении болтом 15. Ползун расположен на горизонтальной плоскости опоры 16, в его верхней части выполнено гнездо 17, в котором с помощью скобообразного вкладыша 18 закреплен хвостовик съемного узла пробивки, содержащего болт с цилиндрической головкой 19 и цилиндрической шейкой 20. Хвостовик жестко соединен с держателем пуансона 21 и с пуансонами 22.
Держатель пуансона 21 установлен в направляющих 23 узла пробивки.
Скобообразный вкладыш 18 состоит из горизонтально расположенного основания (фиг. 6) закрывающего гнездо, и вертикально расположенной плоской полки, входящей в гнездо и имеющей внешний контур, повторяющий форму сечения боковой поверхности неэ«а.
Узел зажима 6 состоит из двух частей: верхней 24 и нижней 25 (фиг. 4) Верхняя часть зажима жестко соединена со штоком пневмоцилиндра 8, имеет направляющие колонки 26, установленные в отверстиях 27 кронштейна 9 и плоские Г-образные направляющие 28, в которых при помощи заплечиков 29 закреплена съемная нижняя часть зажима 25, имеющая форму коробки, в отверстиях дна которой с помощью быстротвердеющей пластины 30 укрепаены постоянные магниты 31, установленные рабочей поверхностью полюсов заподлицо с рабочей поверхностью зажима.
Гидроцилиндры 5 .(фиг. 5) соединены общими магистралями высокого давления с насосом 32 и питаются через злектрогидрораспределитель 33.
Контроль за положением пуансонов осуществляется гидроэлектрическим реле давления 34, подключенным к магистрали раб.очего хода поршня, и гидроэлектрическим реле давления 35 подключенным к магистрали обратного хода поршня.
В установке имеются пневмоэлектрческие распределители 36 (фиг. 1) для подключения к заводской пневмости пневмоцилиндров 8 и 10.
Обрабатываемая деталь 37 до и после обработки показана на фиг. 9. Две ладонные кнопки 38 (фиг. 2) преназначены для включения установки.
для контроля положения зажима на кронштейнах установлены путевые выключатели нижнего положения 39 и исходного положения 40 (фиг. 4).
Устройство работает следующим образом.
До начала работы включается электродвигатель насоса 32. Обрабатываемая деталь 37 устанавливается в устройстве на узел матриц 3, нажимаются кнопки 38.
При этом пневмоэлектрический распределитель подает воздух в верхнюю полость пневмоцилиндра 8 и зажим, освобождая путевой выключатель 40 исходного положения и нажимая путевой выключатель 39 нижнего положения зажима. Включается электрогидрораспределитель и через него вклю.чаются гидроцилиндры, штоки 12 которых перемещают пуансоны к детали.
Происходит пробивка отверстия. После того, как все комплекты пуансонов произвели пробивку и стали в крайнее положение рабочего хода, давление .в рабочей магистрали повышается до значения большего, чем давление при пробивке. При этом срабатывает гидроэлектрическое реле
34,дающее команду на переключение гидрораспределителя и возврат пуансонов.
Гидроцилиндры подключаются к магистрали обратного хода, на которой установлено гидроэлектрическое реле
35,срабатывающее при выходе всех пуансонов из детали, возвращении
их в исходное положение и возрастании при этом давления в магистрали. Гидроэлектрическое реле 35 дает команду на подъем прижима и выталкивателя, который снимает деталь с узла пробивки и подает вверх. При достижении зажимом верхнего положения срабатывает путевой выключатель 40, дающий команду через пневмораспределители на возврат выталкивателя 10 вниз.
Деталь на зажиме удерживается магнитами 31 и ее снимгцот.
По расчетам использование устройства позволяет получать годовую экономию 14748 р.
Формула изобретения
1.Устройство для пробивки отверстий в полых деталях, содержащее станину, узел зажима детали с индивидуальным приводом в виде цилиндра узлы пробивки отверстий, имеющие каждый по меньшей мере одну матрицу, которая расположена с внутренней стороны обрабатываемой детали,
и один пуансон, расположенный в держателе с наружной стороны и соединенный через промежуточные звенья со штоком силового цилиндра, и снабженное системой управления, отличающееся тем, что, с целью обеспечения возможности пробивки отверстий с различными размерами, конфигурацией и расположением в деталях с различными размерами, узел зажима выполнен из двух частей, одна из которых жестко соединена со штоком индивидуального цилиндра, а другая связана с ней с возможностью съема, а матрицы, пуансоны и держатели установлены с возможностью съема,
2.Устройство .по п. 1, отличающееся тем, что,часть
прижима, жестко соединенная со штоком индивидуального цилиндра, выполнена с направляющими пазами, а съемная часть выполнена с заплечиками, входящими в направляющие пазы, и снабжена постоянными магнитами, удерживающими обрабатываемую деТсшь в верхнем положении.
3.Устройство по п. 1, отличающееся тем, что, с целью повышения производительности про0цесса переналадки устройств, каждый комплект промежуточных звеньев,связывающих пуансон со штоком, представляет собой ползун, соединенный со штоком резьбовым соединением, имею5щий ступенчатое отверстие, V-образный паз и болт с головкой, входящей в большую ступень отверстия, скобообразный вклсщыш, входящий в V-образный паз и охватывающий болт, который
0 связан с держателем пуансона.
4.Устройство по п. 1, отличающееся тем, что,оно снабжено выталкивателем готовой детали, связанным с индивидуальным приводом, установленным на станине.
5
5.Устройство по п. 1, отличающееся тем, что, система управления снабжена гидроэлектрическими реле давления, соединенными
с магистралями давления и электро0распределителями и дгнощими команду на возврат пуансонов.
Источники информации, . , принятые во внимание при экспертизе.
1. Авторское свидетельство СССР
5 № 455786, кл. В 21 D 53/36, 05.01.75.
Фиг.1 11 10
58
| название | год | авторы | номер документа |
|---|---|---|---|
| КООРДИНАТНО-РЕВОЛЬВЕРНЫЙ ПРЕСС | 1990 |
|
RU2009744C1 |
| Установка для изготовления деталей скобообразной формы | 1977 |
|
SU689759A1 |
| Штамп для пробивки в детали отверстий на разных уровнях | 1980 |
|
SU946729A1 |
| Переналаживаемый штамп совмещенногодЕйСТВия | 1978 |
|
SU841719A1 |
| Устройство для пробивки отверстий в полых цилиндрических деталях | 1973 |
|
SU454074A1 |
| Штамп для штамповки изделий из плоских заготовок | 1987 |
|
SU1447479A1 |
| Устройство для пробивки отверстий в изделиях типа обода колеса | 1977 |
|
SU740350A1 |
| Устройство для пробивки радиальных отверстий в полых изделиях | 1973 |
|
SU550203A1 |
| Автомат для изготовления из ленты гнутых изделий | 1986 |
|
SU1342563A1 |
| Устройство для пробивки отверстий в полых цилиндрических изделиях | 1988 |
|
SU1581426A1 |
Ify IS 18 19 JI / I / го 21 22
