(54) СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОМЕТАЛЛИЧЕСКИХ ПЛАНШАЙБ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТРИЦЫ АВТОЭМИССИОННОГО КАТОДА | 2001 |
|
RU2183362C1 |
| Многоэлементная мишень видикона | 1976 |
|
SU594546A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОУСТРОЙСТВ ИЗ ПЛАСТИЧЕСКИ ДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 1995 |
|
RU2085523C1 |
| Способ изготовления стеклометалли-чЕСКОгО эКРАНА, пРЕиМущЕСТВЕННО MAT-РичНыХ РЕшЕТОК | 1979 |
|
SU834799A1 |
| МНОГОКАНАЛЬНЫЙ НАКОНЕЧНИК ДЛЯ ЭКСТРАКЦИИ НУКЛЕИНОВЫХ КИСЛОТ, БЕЛКОВ И ПЕПТИДОВ | 2013 |
|
RU2547597C1 |
| ПЛОСКОЕ АВТОЭЛЕКТРОННОЕ УСТРОЙСТВО ДЛЯ ВОСПРОИЗВЕДЕНИЯ ИЗОБРАЖЕНИЯ | 1999 |
|
RU2178598C2 |
| Способ создания нанокластеров свинца в микроканальных пластинах на основе свинцово-силикатных стекол | 2017 |
|
RU2700789C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2074131C1 |
| Способ изготовления микроканальныхплАСТиН | 1979 |
|
SU821425A1 |
| ЭЛЕКТРОННО-ОПТИЧЕСКИЙ ВИЗУАЛИЗАТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2558387C1 |
Изобретение относится к технологии изготовления фотоэлектронных и электронно-оптических приборов.
Известен способ изготовления ме- 5 талловолоконных планшайб, снабженных изолированными объемными проводящими сетками, заключающийся в нанесении проврдящей оболочки на остеклованный микропровод, разре1§ке его tO на отрезки заданной длины, сборке отрезков в пучок, спекании пучка в блок с последуивдей разрезкой блока на планшайбы,полировке и шлифовке торцов планшайб. Такой с.посрб не мо- j жет обеспечить получение качественных стеклометаллических планшайб, так как практически трудно добиться идентичности геометрических и электрических параметров всех элементов 20 структуры.
Известен тгжже другой способ из готовления стеклометаллических планшайб с изолированными объемными проводящими сетками, включающий спека- 25 ние отдельных элементов в блок, разрезание его на плсшшайбы, шлифовку . и полировку торцов планшайб, формирование углублений для сеток на торцах травлением и заполнение их прово- д
дящим материалом. Недостатком этогоспособа является малая механическая прочность планшайб и сложность технологии.
Целью изобретения является увеличение механической прочности и упрощение технологии.
Указанная цель достигается тем, что спекание отдельных элементов проводят из бинарных капилляров с наружной оболочкой из стекла, обладающего меньшей химической стойкостью, чем стекло внутреннего капилляра, перед разрезанием заполняют каналы капилляров проводящим материалом, а форкмрование углублений проводят травлением наружной оболочки капилляров с обеих сторон планшайбы.
Ширина углублений определяется толвщной химически нестойкой составляющей наружной оболочки капилляров и одинакова по всему углублейию.
Варьируя временем травления углублений для сеток с разных сторон планшайбы, можно получать сетки неодинаковой высоты.
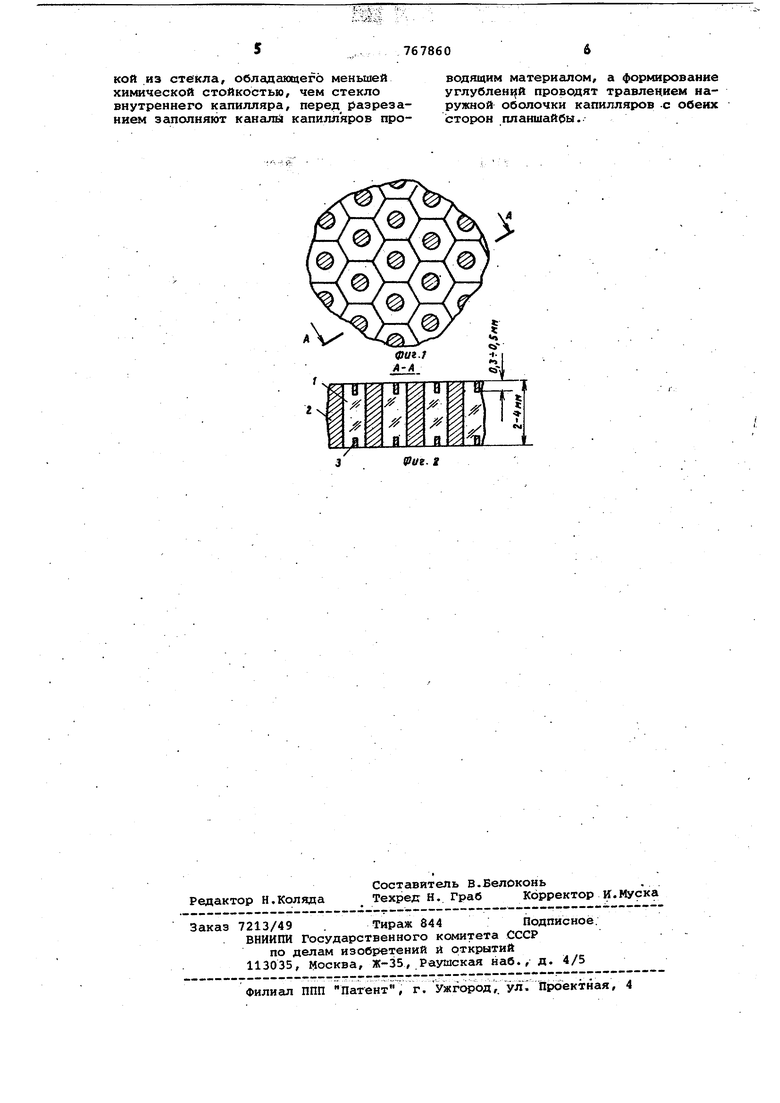
На фиг. 1 изобрсокен общий вид структуры стеклометаллической план-
айбы; на фиг. 2 - разрез А-А на иг. 1.
Планшайба содержит стеклянные элеенты 1, центральные электроды 2 элеентов, провод5пций материал 3 сетки. Изменение последовательности техологических операций изготовления теклометаллической основы позволят изготовить планшайбы с высокой меанической прочностью.
Если в известных способах сначала формируется ка)вдый элемент планшайбы, а затем они соединяются в блок элементов, то в предлагаемом спосое сначала создается прочная стекянная основа - блок стеклоэлементов, а затем формируются центральные и сеточные электроды.
Способ дает возможность варьирования геометрическими раз мерами сеток (по высоте и толщине проводяего материала), что позволяет регулировать параметры электрической схема элементов на разных торцах планшайбы.
Сетки в планшайбах, полученных таким способом, объемными с обоих торцов. Кроме того, приг юнение бинарного капилляра с оболочкой из химически неСТОЙК01ЧЭ стекла обеспечивает сохранность геометрии элементов планшайбы на операциях формирования сеток.
Примером осуществления способа является изготовление в лабораторных условиях стеклометаллических планшайб, используемых в качестве основы для мишени видикона.
Исходными материалами для получения бинарных капилляров явл}1Лись трубка из стекла С87-2 диаметром 20 мм при толщине стенки 6-6,5 мм, трубка для наружного слоя из растворимого стекла СН78-1 диаанетром 25 мм при толщине стенки 1,5-2,0 мм. Бинарные капилляры предварительно рассортированные по номинальным значениям с точностью, например, ±(2-5)% собирали в пучок с плотной гексогональной упаковкой- шестигранной формы. Затем известным методом пучок перетягивали в ьогльтикапилляр, в все капилляра сплавл5потся друг с другом, образуя монолитную матрицу из стеКла, пронизанную регулярно расположенными микроканалами, с сохранением шестигранной формы поперечного сечения, но уменьшенную в 20-50 раз.
Му;1ьтикапилляры Нарезали на отрезки длиной 50-100 мм, рассортировывали по длине с точностью до 0,005 км и собирали в пучки при плотной упаковке в виде правильной шестигранной формы.,
Собранные пучки помещались в стеклянную ампулу и спекались в единый блок при откачке из гшпулы воздуха инагреве до температуры по767860
следующей выдержкой при этой температуре в течение 0,5-1,0 ч (в зависимости от размеров поперечного сечения пучка)..
Микроканалы блока заполнялись расплавленным металлом (сплав оловомедь, ) при температуре под давлением 5 атм.
Далее спеченный блок с заполненными металлом каналами разрезался на планшайбы толщиной 2,0-4,0 мм, которые затем шлифовались и полировались .
Полированные пластины подвергалис травлению в 1-нормапьнЬм растворе НС в течение 2-6 ч для получения углублений на обоих торцах глубиной до 0,3-0,5 NM.
Полученные углубления заполнялись проводящим материёшом (сплавом: германия с алютданием, ) при температуре под давлением 10-15 агм (в зависимости от ширины углублений 6-4 мкм).
Предложенный .способ позволяет изготовить механически прочную .стеклометаллическую планшайбу, состоящую из регулярно расположенных элементов, снабженную двумя объемными проводящими сетками, геометрические размеры которых можно изменят самым варьировать параметрами электрической схемы элементов.
Способ обеспечивает возможность получения планшайб с размерами элементов до 30 мкм. Благодаря этому предлагаемый способ найдет широкое применение при производстве различных приборов, требукадих высокой разрешакяцей способнЬсти. Например, при использовании стеклометаллических планшайб с двумя сетками в качестве основы для мишени видикона его контрастная чувствительность повышается в 10-12 раз, а также появляется возможность в качестве фотослоя применять низкобмные материалы.
За счет повышения технических параметров и технологичности изготовления планшайб увеличивается процент выхода годных изделий.
Формула изобретения
Способ изготовления стёклометаллических планшайб с изолированными объег ными проводящими сетками, включающий спекание отдельных элементов в блок, разрезание его на планшайбы, шлифовку и полировку торцов планшайб, формирование углублений для сеток на торцах травлением и заполнение их проводящим материалом, о т л ич а ю щ и и с я тем, что, с целью увеличения Механической прочности и упрощения технологии, спекание отдельных элементов проводят из бина1 ных капилляров с наружной Ъболочкой из стекла, обладающего меньшей химической стойкостью, чем стекло внутреннего капилляра, перед разрезанием заполняют канаШ) капилляров проводящим материалом, а формирование углубленной проводят травлением наружной оболочки капилляров -с обеих сторон планшайбы.
