1йвйёт установку инструмента-волновода (не показан) относительно плоскости обработки.
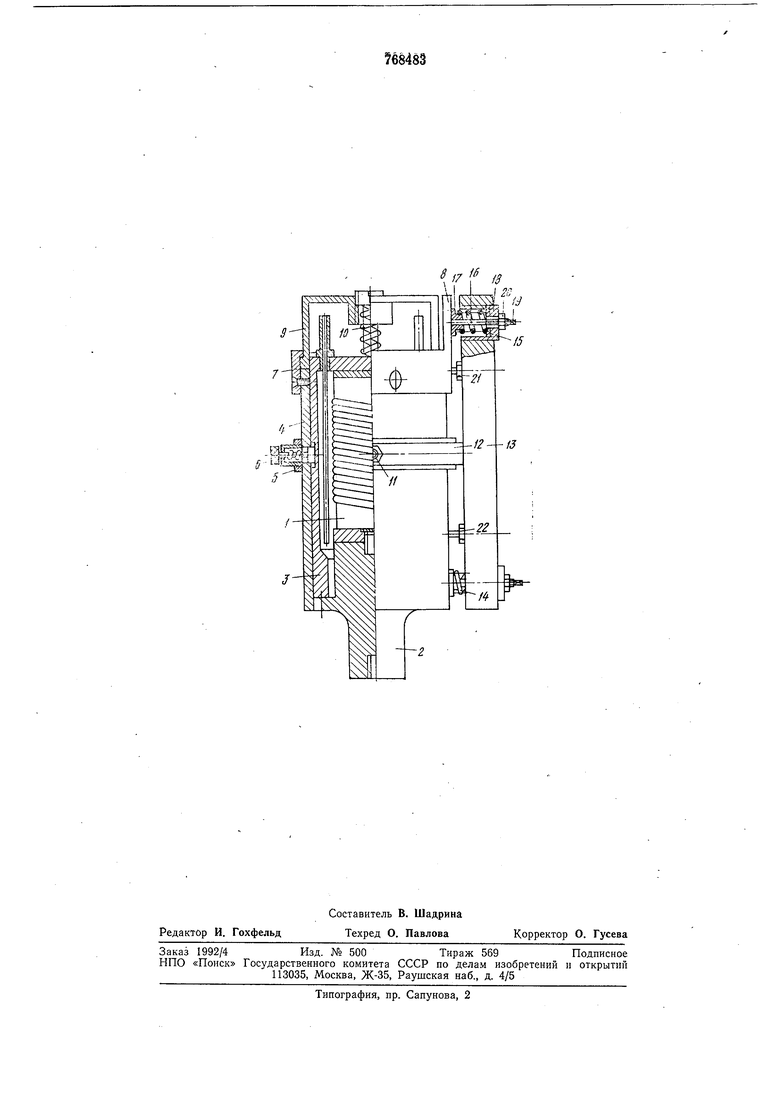
Установка и регулировка пружий проводится с помощью регуляторов натяжения, выполненных в виде штока 16, шарнирно .соединенного с фланцем 17, контактирующим с направляющим цилиндром 4 или хвостовиком 8. Второй конец штока выведен по свободной посадке через отверстие фланца натяжения 18, который установлен на резьбе в планке 13 и имеет резьбу, выполненную квадратом 19 на торце, и самостопорящуюся гайку 20. После установки пружины на заданный диапазон усилий с помощью фланца натяжения 18 проводится фиксация самостопорящейся гайки. На планке закреплены стопорные винты 21 и 22, которые предназначены для установки головки с ориентацией ее оси параллельно планке при регулировке пружин и для устранения перемещения головки относительно полуосей И.
Оснащение пружин регуляторами натяжения устраняет их взаимное влияние на величину прижима инструмента с криволинейным волноводом в двух взаимно Противоположных направлениях.
Работает головка следующим образом.
Головка, имеющая инструмент с криволинейным волноводом (не показан), устанавливается на станке (не показан) и скрепляется с ним посредством планки 13. Ось головки располагается параллельно плоскости обработки. Проводится стопорение корпуса 3 относительно нанравляющего цилиндра 4 посредством винтов кольца 5 и фиксатора 6. Перестройка головки на одну из операций - обработка внешних или внутренних поверхностей сводится к ориентации инструмента в одно из рабочих положений путем разворота корпуса 3 вокруг оси на 180° с последующим его стопорением.
Фиксация положений корпуса при его развороте вокруг оси обеспечивает установку криволинейного волновода относительно
детали йри обработке внутренних и внешних поверхностей и позволяет использовать несколько участков рабочей поверхности инструмента как с криволинейным, так и с прямолинейным волноводом.
Головка обеспечивает обработку торцовых поверхностей инструментом с прямолинейным волноводом. В этом случае после закрепления инструмента стопорение
корпуса устраняется и головка фиксируется относительно планки 13 с помощью винтов 21, 22.
, При установке головки на станке с ориентацней ее оси церпендикулярно детали
проводится обработка виешних новерхностей инструментом с прямолинейным волноводом и торцовых поверхностей инструментом с криволинейным волноводом. Использование ультразвуковой головки
для полирования и упрочнения внутренних и внешних поверхностей позволяет расщирить технологические возможности, повысить производительность.
Формула изобретения
Ультразвуковая головка для полирования и упрочнения внутренних и внеЩнйх поверхностей, содержащая ультразвуковой преобразователь, концентратор, корпус, направляющий и соединительный цилиндры, устройство прижима инструмента в направлении оси головки, отличающаяся тем, что, с целью расширения технологических возможностей и повышения производительности, головка снабжена шарнирно соединенной с ней планкой с установленными на ее противоноложных концах пружинами, оснащенными регуляторами натяжения. Источники информации,
принятые во внимание при экспертизе
1. Под редакцией А. И. Маркова. Применение ультразвука в промышленности. М., София, «Машиностроение, «Техника, 1975, с. 174.
2. Шнейдер Ю. Г. Инструмент для чистовой обработки металлов давлением. Л., «Машиностроение, 1971, с. 96, 164.
{i7{ 13
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового точения и устройство для его реализации | 1989 |
|
SU1685687A1 |
| Ультразвуковой инструмент | 1980 |
|
SU906671A1 |
| УСТРОЙСТВО ДЛЯ ПОЛИРОВАНИЯ И ДОВОДКИ ВНУТРЕННИХ РЕЗЬБ | 1992 |
|
RU2086366C1 |
| СПОСОБ ИМПУЛЬСНОГО УПРОЧНЕНИЯ ВИНТОВ | 2007 |
|
RU2350457C1 |
| СТАНОК ДЛЯ ВОССТАНОВЛЕНИЯ И/ИЛИ УПРОЧНЕНИЯ РЕЗЬБЫ НА ТРУБНОЙ ЗАГОТОВКЕ | 2001 |
|
RU2191097C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО УПРОЧНЕНИЯ ВИНТОВ | 2007 |
|
RU2350456C1 |
| Устройство для ультразвуковой упрочняюще-чистовой обработки сложнопрофильных поверхностей | 2023 |
|
RU2810416C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| УЛЬТРАЗВУКОВОЙ ОБРАБАТЫВАЮЩИЙ ИНСТРУМЕНТ ДЛЯ ДЕФОРМАЦИОННОГО УПРОЧНЕНИЯ И РЕЛАКСАЦИОННОЙ ОБРАБОТКИ | 2009 |
|
RU2409461C2 |
| Устройство для ультразвукового полирования | 1979 |
|
SU854685A1 |