1
Изобретение относится к строительной индустрии и предназначено для использования при производстве стеновых панелей, а именно отделки их до полной заводской готовности.
Известна конвейерная линия для отделки и транспортировки стеновых панелей, содержащая пост установки, пост мойки, посты для производства отделочных работ, пост съема панелей, опорные ролики и транспортирующие тележки с шарнирно установленными поворотными кронштейнами (1.
Наиболее близким техническим решением к изобретению является конвейерная линия для отделки стеновых панелей, содержащая транспортное средство с поверхностными опорными площадками и технологическое оборудование для мойки, шпаклевки, отделки панелей и приемное устройство
J,e
1едостаток известных конвейерных линий заключается в том, что в общем технологическом потоке используются отдельные посты установки панелей и их мойки, что снижает производительность линии, ведет к -увеличению занимаемых производственных площадей.
Цель изобретения - увеличение производительности линии, а также повышение коэффициента использования производственных площадей.
Указанная цель достигается тем, что в конвейерной линии для отделки стеновых 5 панелей, содержащей транспортное средство с поворотными опорными площадками и технологическое оборудование для мойки, шпаклевки, отделки панели и приемное устройство, приемное устройство и моечное 10 оборудование сблокированы в единый узел, причем приемное устройство выполнено в виде поворотной рамы с подпружиненной опорой и снабжено платформой, подвижной в плоскости, перпендикулярной плоскости расположения линии.
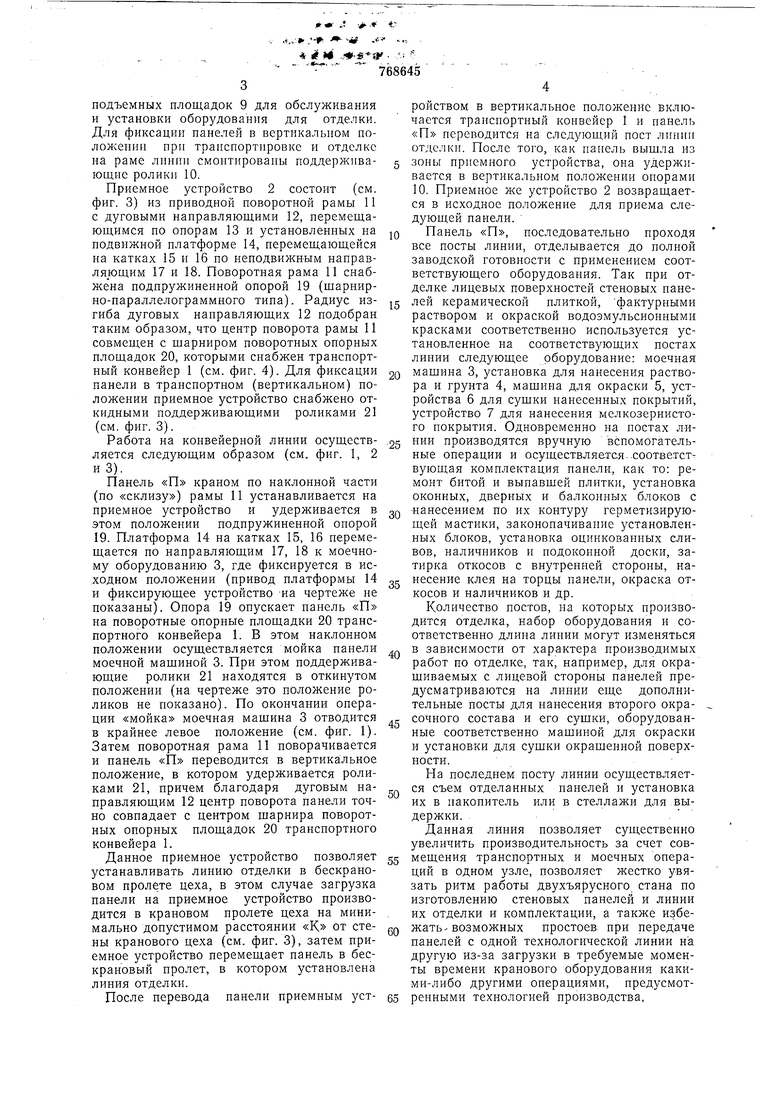
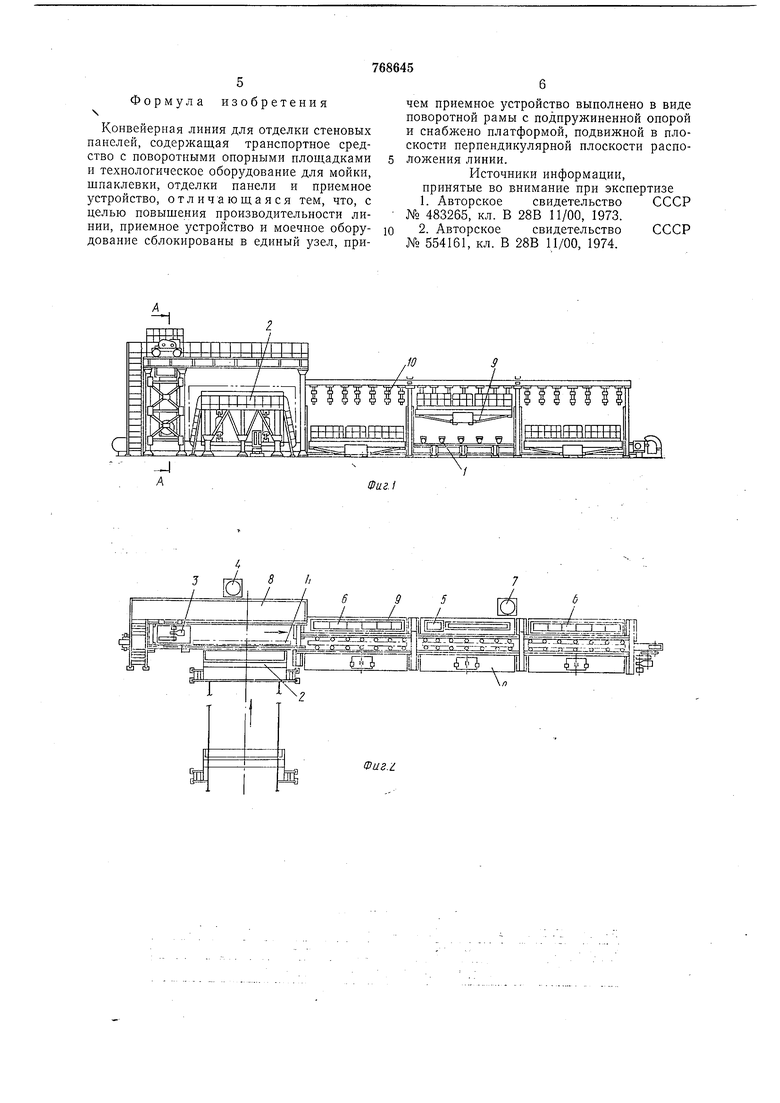
На фиг. 1 изображена конвейерная линия; на фиг. 2 - то же, вид в плане; на фиг. 3 - сблокированный узел приемного устройства и моечного оборудования, панель «П в положении мойки; на фиг. 4 - фрагмент узла транспортного конвейера с поворотными опорными площадками.
Данная линия состоит (см. фиг. 1 и 2) из транспортного конвейера 1, приемного устройства 2 и моечного оборудования 3, сблокированных в единый узел, установки 4 для нанесения грунта машины 5 для окраски, устройств 6 для сушки панелей, устройства 7 для нанесения мелкозернистого 30 покрытия, площадок обслуживания 8 ц
. - ,. ф . «;:
9, .--f-- - . --,
- «if |i ... . ...,-V..,ggg
подъемных площадок 9 для обслуживания и установки оборудования для отделки. Для фиксации панелей в вертикальном положении при транспортировке и отделке на раме лниии смоитированы поДх ерживающие ролики 10.
Приемное устройство 2 состоит (см. фиг. 3) из приводной поворотной рамы 11 с дуговыми наиравляющими 12, перемещающимся по опорам 13 и установленных на подвижной платформе 14, перемещающейся на катках 15 и 16 по неподвижным направляющим 17 и 18. Поворотная рама 11 снабжена нодпружиненной опорой 19 (шарнирно-параллелограммного типа). Радиус изгиба дуговых наиравляющих 12 подобран таким образом, что центр новорота рамы II совмещен с щарниром поворотных опорных площадок 20, которыми снабжен транспортный конвейер 1 (см. фиг. 4). Для фиксации панели в транспортном (вертикальном) положении приемное устройство снабжено откидными поддерживающими роликами 21 (см. фиг. 3).
Работа на конвейерной линии осуществляется следующим образом (см. фиг. 1, 2 и 3).
Панель «П краном по наклонной части (по «склизу) рамы 11 устанавливается на приемное устройство и удерживается в этом положении подпружиненной опорой 19. Платформа 14 на катках 15, 16 перемещается по направляющим 17, 18 к моечному оборудованию 3, где фиксируется в исходном положении (привод платформы 14 и фиксирующее устройство на чертеже ие показаны). Опора 19 опускает панель «П на поворотные опорные площадки 20 транспортного конвейера 1. В этом наклонном положении осуществляется мойка панели моечной машиной 3. При этом поддерживающие ролики 21 находятся в откинутом положении (на чертеже это положение роликов не показано). По окончании операции «мойка моечная мащина 3 отводится в крайнее левое положение (см. фиг. 1). Затем поворотная рама И поворачивается и панель «П переводится в вертикальное положение, в котором удерживается роликами 21, причем благодаря дуговым направляющим 12 центр поворота панели точно совпадает с центром щарнира поворотных опорных площадок 20 транспортного конвейера 1.
Данное приемное устройство позволяет устанавливать линию отделки в бескрановом пролете цеха, в этом случае загрузка панели на приемное устройство производится в крановом пролете цеха на минимально допустимом расстоянии «К от стены кранового цеха (см. фиг. 3), затем приемное устройство перемещает панель в бескрановый пролет, в котором установлена линия отделки.
После перевода панели приемным устройством в вертикальное положение включается транспортный конвейер 1 и панель «П переводится на следующий пост Л1П1И11 отделки. После того, как панель выщла из 5 зоны приемного устройства, она удерживается в вертикальиом полол ении опорами 10. Приемное же устройство 2 возвращается в исходное положение для приема следующей панели.
O Панель «П, последовательно проходя все посты линии, отделывается до полной заводской готовности с применением соответствующего оборудования. Так при отделке лицевых поверхностей стеновых панелей керамической плиткой, фактурными раствором и окраской водоэмульсионными красками соответственно используется установленное на соответствующих постах линии следующее рборз дование: моечная
Q машина 3, установка для нанесения раствора и грунта 4, машина для окраски 5, устройства 6 для сушки нанесенных покрытий, устройство 7 для нанесения мелкозернистого иокрытия. Одновременно на иостах ли5 НИИ производятся вручную вспомогательные операции и осуществляется..соответствующая комплектация панели, как то: ремонт битой и выпавшей плитки, установка оконных, дверных и балконных блоков с
Q нанесением по их контуру герметизирующей мастики, законопачивание установленных блоков, установка оцинкованных сливов, наличников и подоконной доски, затирка откосов с внутренней стороны, наg несение клея на торцы панели, окраска откосов и наличников и др.
Количество постов, на которых производится отделка, набор оборудования и соответственно длина линии могут изменяться
Q в зависимости от характера производимых работ по отделке, так, например, для окращиваемых с лицевой стороны панелей предусматриваются на линии еще дополнительные посты для нанесения второго окрас сочного состава и его сушки, оборудованные соответственно мащиной для окраски и установки для сушки окрашенной поверхности. Па последнем посту линии осуществляет/ ся съем отделанных панелей и установка их в накопитель или в стеллажи для выдержки..
Данная линия позволяет существенно увеличить производительность за счет совмещения транспортных и моечных операций в одном узле, позволяет жестко увязать ритм работы двухъярусного стана по изготовлению стеновых панелей и линии их отделки и комплектации, а также избеQ жать-возможных простоев при передаче панелей с одной технологической линии на другую из-за загрузки в требуемые моменты времени кранового оборудования какими-либо другими операциями, иредусмотрепными технологией производства,
Формула изобретения ч
Конвейерная линия для отделки стеновых панелей, содержащая транспортное средство с поворотными опорными площадками и технологическое оборудование для мойки, щпаклевки, отделки панели и приемное устройство, отличающаяся тем, что, с целью иовыщения производительности линии, приемное устройство и моечиое оборудование сблокированы в единый узел, иричем приемное устройство выполнено в виде поворотной рамы с подпружиненной опорой и снабжено платформой, подвижной в плоскости перпендикулярной плоскости расположения линии.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 483265, кл. В 28В 11/00, 1973.
2.Авторское свидетельство СССР № 554161, кл. В 28В 11/00, 1974.