(54) ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПЮИЗВОДСТВУ СТГОИТЕЛЬНЫХ ИЗДЕЛИЙ В КАССЕТНЫХ. ФОРМАХ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления строительных изделий на кассетно-конвейерных линиях | 1982 |
|
SU1077795A1 |
| Кассетно-конвейерная линия | 1986 |
|
SU1369131A1 |
| Кассетная линия для изготовления строительных изделий | 1990 |
|
SU1785906A1 |
| Установка для изготовления объемных элементов из бетонных смесей | 1977 |
|
SU743876A1 |
| Кассетная установка для изготовления строительных изделий | 1987 |
|
SU1447674A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Установка для виброуплотнения бетона в формах | 1978 |
|
SU745688A1 |
| Челночная кассетно-конвейерная линия | 1989 |
|
SU1719208A1 |
| Установка для изготовления объемных элементов из бетонных смесей | 1980 |
|
SU948671A1 |
| Горизонтально-замкнутая конвейерная линия для вертикального формования бетонных изделий | 1984 |
|
SU1207775A1 |
Изобретение относится к строительному производству, а именно к технологическим установкам для изготовления строительных изделий кассетным методом.
Известна установка по производству строительных изделий в кассетных формах, состощая из платформ, установленных колесными парами на рельсовые направляющие, на каждой платформе закреплена кассетная форма, составленная из отдельных щитов, соединенных по торцам винтовыми стяжками, оборудования, установленного в технологической последовательности и предназначенного для подготовки форм, зарядки их арматурой, укладки бетонной массы с виброобработкой, камеры , термообработки отформованных изделий,-приеМ ны и возвратных конвейеров, передаточных тележек, устройства для распалубки и механизмов для перемещения этих платформ.
Цель изобретения - повышение производительности.
Указанная цель достигается тем, что в технологической линии, состоящей из платформы, установленных колесными парами на рельсовые
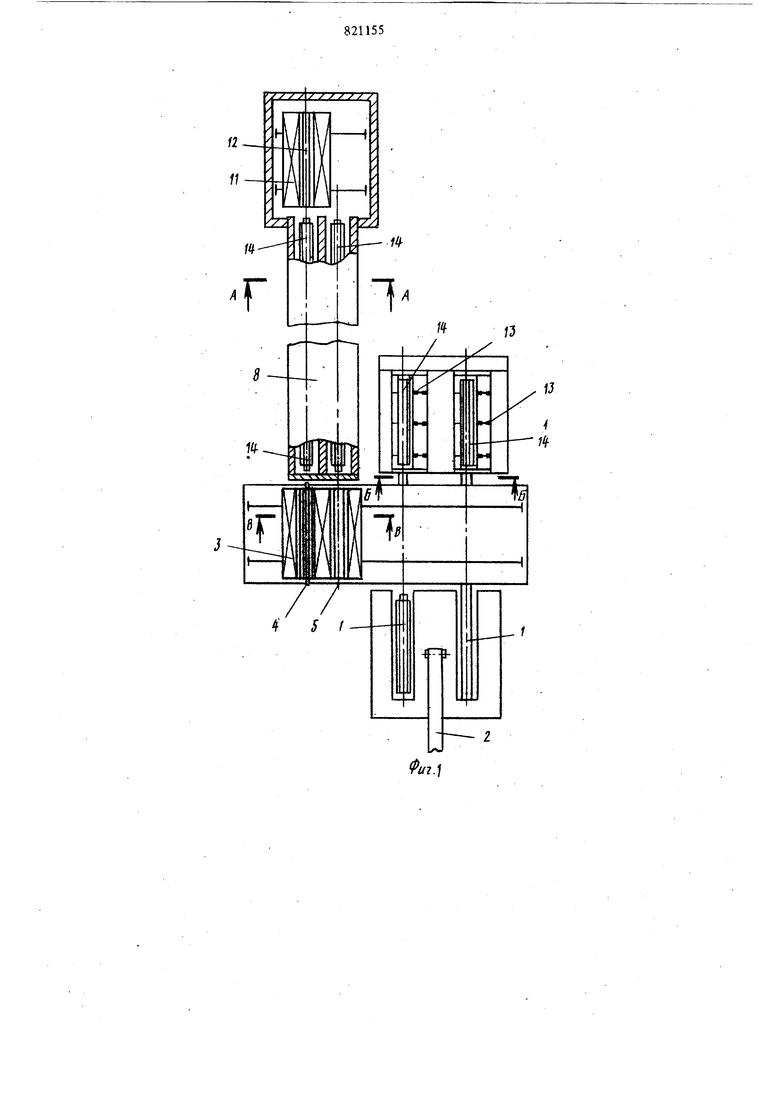
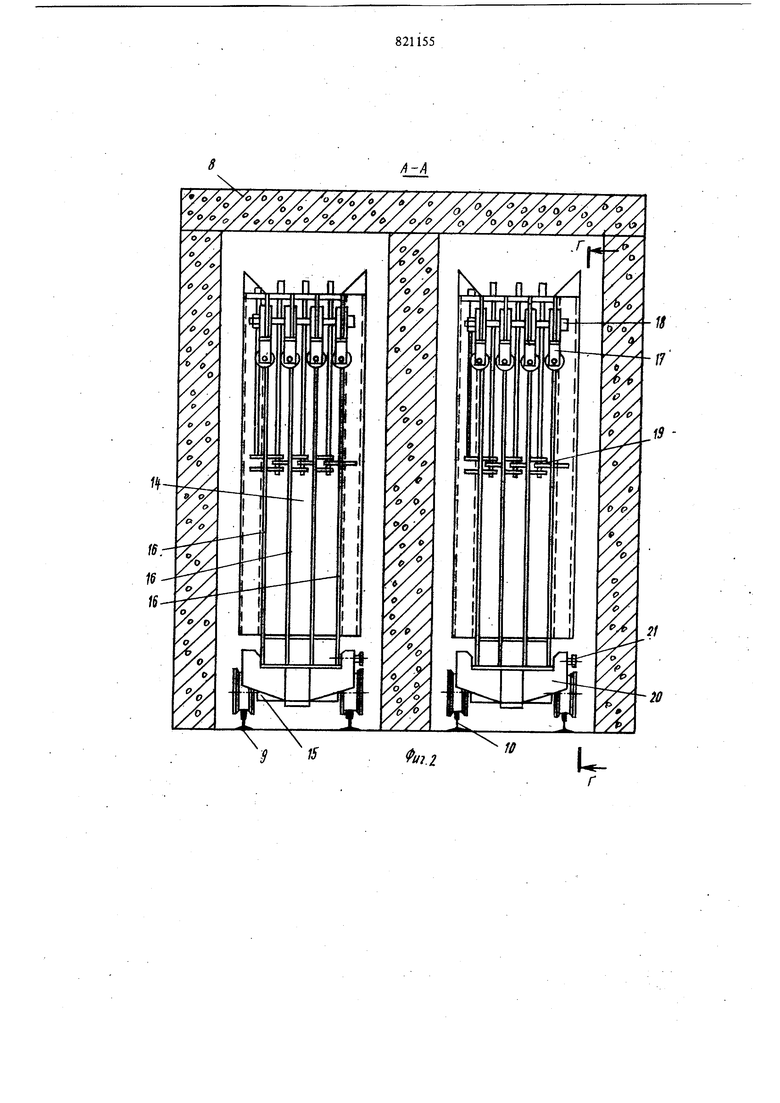
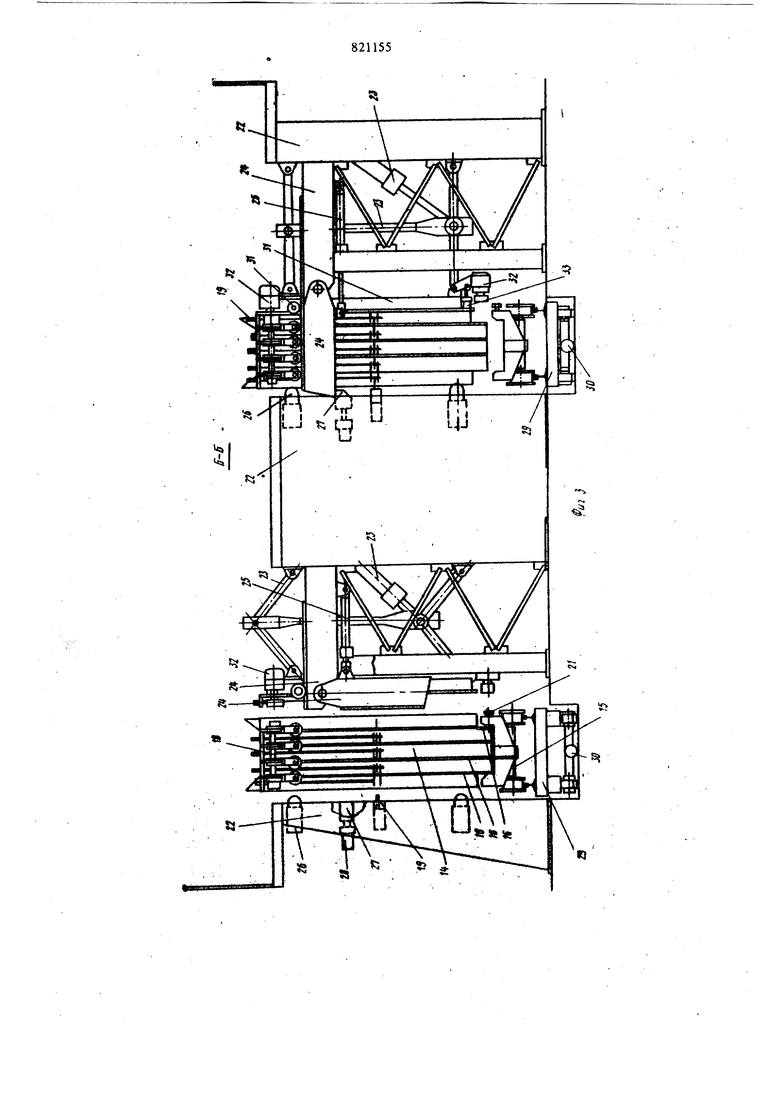
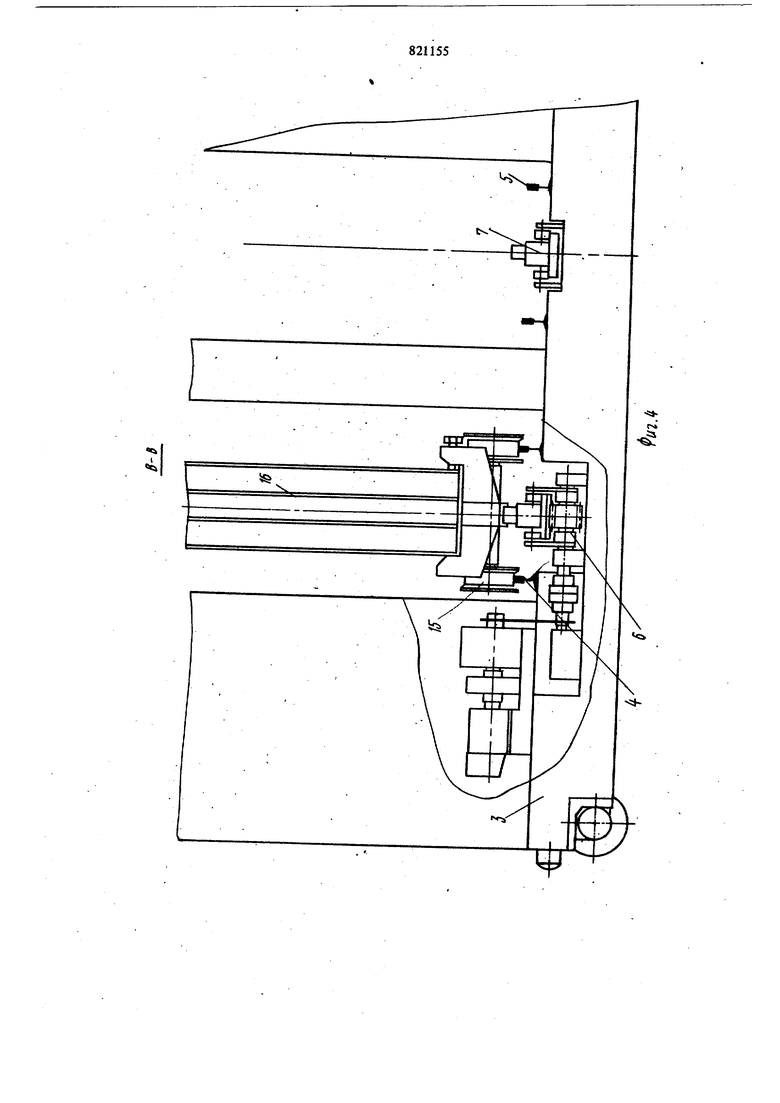
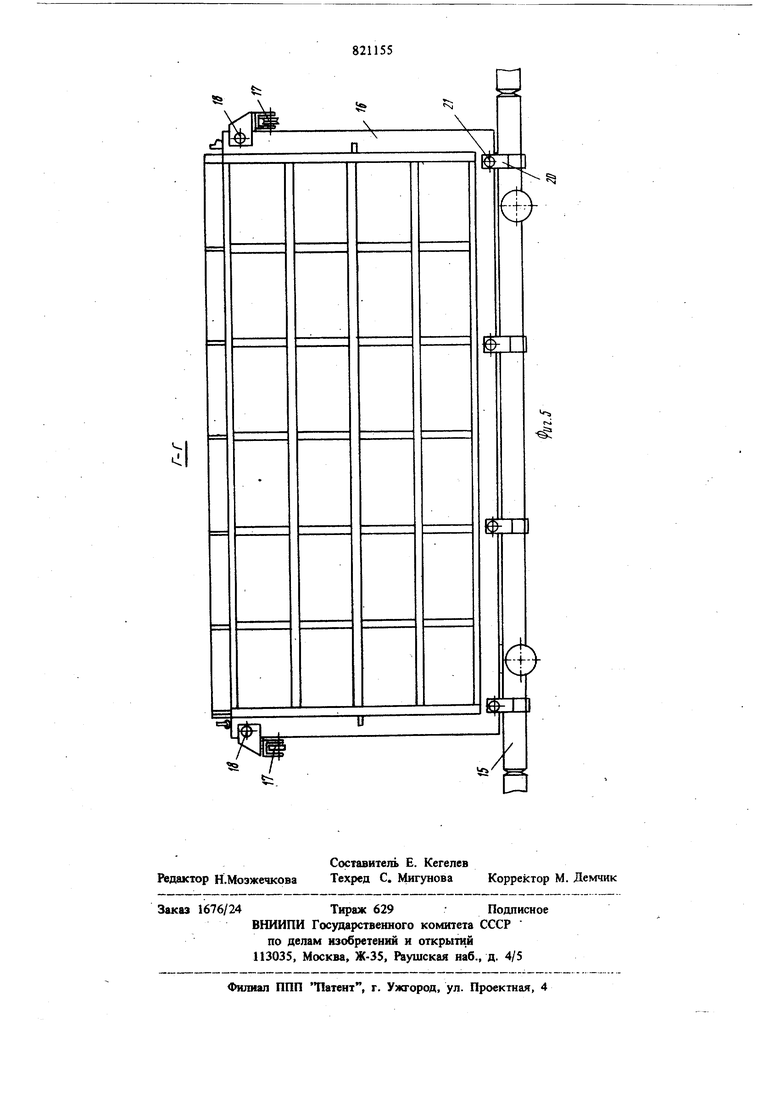
направляющие, на каждой из которых закреплена кассетная форма, составленная ю отдельных щитов, соединенных по торцам винтовыми стяжками, оборудования, установленного в технологической последовательности и предназна-. ченного для подготовки форм, зарядки их арматурой, укладки бетона с виброобработкой, камеры термообработки отформованных изделий, приемного и возвратного конвейеров, передаточных тележек с механизмами для перемещения этих платформ устройства для распалубки последнее состоит из подъемно-опускной рамы с рельсовыми направляющими под платформу, опорными стойками, расположенными с обеих сторон рамы, составных балок с поворотными участками, соединяющими стойки друг с другом, и закрепленных на них иа верхних поверхностях направляющих, причем на стойках с одной стороны от подъе1ш1о-опускной рамы смонтированы упоры дпя базирования кассетной формы, подвижные опоры дпя фиксации поворотной части балки в горизонтальном положении и замки для крепления щитов формы при распалубке, а на стойках с противоположной стоРОНЫ - каретка с приводом ее перемещения по направляющим составных балок, на которой закреплены механизмы для сборки и разборки винтовых стяжек щитов формы и средство ; ДЛЯ фиксации этих щитов с кареткой при их распалубке; при этом щиты кассетной формы взаимодействуют с направляющими составных балок посредством роликов, установленных по их торцам. При этом опорная поверхность платформы под кассетную форму выполнена в виде струбцины, а тележка для передачи платформ с кассетными формами с приемного на возвратный конвейер установлена внзтри термокамеры. На фиг. 1 схематически изображена конвейерная линия в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 -разрез Б-Б на j фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 2. Кассетно-конвейерная линия содержит постформования 1 (2-я секция) с транспортером 2 подачи бетонной смеси, передаточную тележку 3 с двумя рельсовыми путями 4, 5 и толкателями 6, 7 двустороннего действия, камеры тепловой обработки 8 с двумя конвейерами: приемным 9 и возвратным 10, передаточную тележку 11 внутри камеры 8, имеющая одан рельсовый путь и толкатель 12, устройство 13 для распалубки изделий и кассетной формы 14 установленной на транспортерной платформе 15 Форма 14 состоит из разделительно-формовочных щитов 16, снабженных роликоопорами стяжек с винтами 18 и запирающих замков Т находя1цихся по торцам щитов 16. формы 14. Транспортная платформа 15 снабжена струбщшами 20 с винтами 21, фиксирующими щиты формы. Устройство 13 для распалЗбки изделий состоит из опорных стоек 22, закрепленной на ней каретки 23 с рычажно-гидравлическим механизмом и составных балок-направляющих 24 с гидроцилиндром 25. Опорные стойки 22 имеют поджимные гидравлические упоры 26 для фиксации в рабочем . положении формы, а составные балки-направляющие , 24 - подпружиненные опоры 27 с при водом 28. Подъемно-(шускная рама 29 с рельс1 БЫ га путя{ии находится между стойками 22 и снабжена гидроприводом 30. Устройство для распалубки 13 изделий имеет подвижную стенку 31, снабженную гайковертами 32 с гидроприводом 33 и запщ ающими замками 19 для фиксации пиитов формы с кареткой 23. Кассетно-конвейерная линия работает следую щим образом. В форму 14, состоящую из разделительноформовочных щитов 16 на посту формования кладывают бетонную смесь, поступающую по ранспортеру 2. По окончании бетонирования ормы 14 толкателем 6 перемещают на первый уть 4 передаточной тележки 3, которая везет орму 14 к приемному конвейкру 9 камеры ермообработки 8. Толкатель б шремещает орму 14 в камеру 8, одновремекно передвиая ряд форм 14, находящихся в ней, на длиу транспортной платформы 15, при этом поледняя форма 14 перемещается на передаточую тележку 11 термокамеры. В это же время олкателем 7 на возвратный конвейер 10 камеы 8 подается форма 14, прошедшая тепловую, бработку. Передаточную тележку 3 с формой 14 перемещают к устройству для распалубки 13, а передаточная тележка 11, освободивщаяся от формы перемещается к начальному конвейеру 10 камеры термообработки 8 за новой формой. Останавливается с формой передустройством 13. Далее тележка 3 передвигается до совмещения пути 5, на которой находится форма 14, с изделиями, прошедшими термообработку с рельсами подъемно-опускной рамы 29 устройства 13 для распалубки, после чего форма 14 передвигается толкателем 7 на пост распалубки. Далее тележка 3 передает освободивщ)тося форму 14 к посту формования I. В форму 14 укладывается бетонная смесь, и цикл повторя «После того, как форма 14, прощедщая теплообработку, попадает на рельсы подъемноопускной рамы 29, находящейся в поднятом состоянии, составные балки-направляющие 24 гидрЬцилиндром 25 приводятся в горизонтальное положение с фиксацией их подпружиненньгми опорами 27. Форма 14 с одной стороны поджимается подвижной стенкой 31, а с другой стороны - поджимными гидравлическими упорами 26. Одновременно происходит откручивание винтов 18, 21 гайковертами 32. После откручивания гайковерты 32 отводятся от винтов 21 гидроприводом 33. Подъемно-опускная рама 29 опускается при помощи гидропривода 30 с находящейся на ней транйтрртной платформой 15, при этом форма 14 опирается на составные балки-направляющие 24 роликоопорами 17. Закрывают замки 19, расположенные на стенке 31, открывают замки 19, находящи. еся по торцам между крайними и последующим разделительноформовочными щитами 16. Рычажно-гидравлический механизм 23 осуществляет раздвижку формовочных щитов 16 и освободившееся изделие удаляется грузоподъемньш механизмом, например мостовым краном, (на фигурах не показан). Далее щиты 16 сдвигают, закрывают замки 19 щита первого отсека, открывают замки 19 щита второго отсека
Производят распалубку следующего изделия и т.д.
По окончании расплубки происходит чистка, смазка иштов отсеков и установка в них арматуры.
Форма 14 запирается. Производят подъем подъемно-опускной рамы 29 с транспортной платформой 15 и форма 14 устанавливается на платформу 15. Включаются гайковерты 32, заворачивающие и стягивающие винты 18 и 21 на струбцинах 20 транспортной платформы 15.
Приводом 28 подпружиненные опоры 27 убираются, а составные балки-направляющие 24 гидроцилиндром 25 поворачиваются на 90 для пропуска формы 14 на передаточнзто тележку 3.
Формула изобр е т е н и я
|дпя распалубки. состоит из подъемно-опускной рамы с рельсовыми направляющими под платформу, опорными стоиками, расположенными с обеих сторон рамы, составных балок с пово ротными участками, соединяющими стойки друг с другом, и закрепленных на них на верхних поверхностях направляющих, причем на стдйках с одной стороны от подъемно-(ятускной . смонтированы упоры для базирования кассетной формы, подвижные опоры для фиксации поворотной части балки в горизонтальном положении .и замки для крепления щитов формы при распалубке, а на стойках с противоположной стороны - каретка с приводом ее перемещения по направляющим составных балок, на которой закреплены механизмы для сборки и разборки винтовых стяжек щитов формы и средство для фиксации этих щитов с кареткой при их распалубке, при зтом щиты кассетной формы взаимодействуют с иаправлямщими составных балок посредством роликов, установленных по их торцам.
30 внутри термокамеры.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке 5 N 2192262/29-33, кл. В 28 В 5/00, 1975.
«
«Ck
«
/
Л
