Известен способ увеличения выхода годного при прс1изводстве стального литья путем создания повышенного давления газов в прибылях с помощью газообразуюlucro заряда.
Особенностью предлагаемого способа является то, что для удержания газов в усадочной раковине открытой прибыли в жидкий металл прибыли вместе с зарядом вводится железный зопт в форме шатрового сегмеита. Железный зонт и оболочка с зарядом приваркваьотся к скобе, предназначенной для вынимания слитка или отливки, и вводятся в металл как одно целое после окончания заливки.
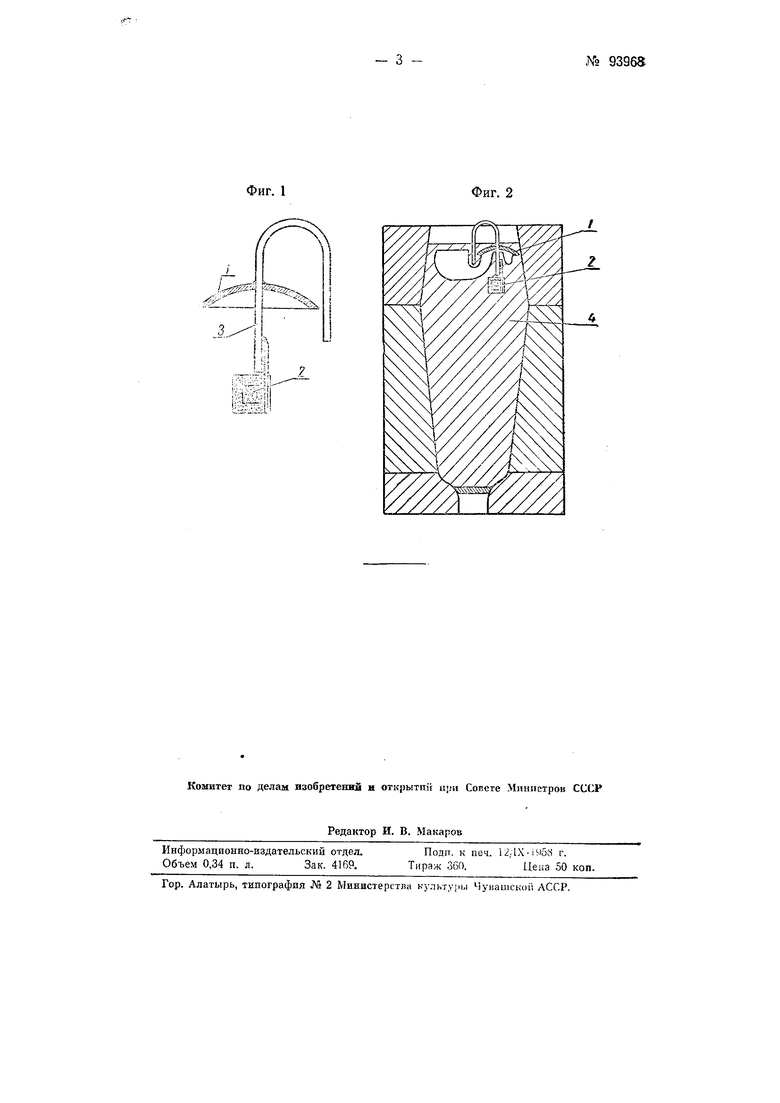
На фиг. 1 -чертежа изображено устройство для удерлчания газов в усадочной раковине прибыли; на . 2-слиток в опоке с введенным в усадочную раковину прибыли устройством.
Способ направлен на увеличение вы.хода годного при производстве стального литья путем создания повышенного давления газов в прибылях с помоихью газообразующеJ-0 заряда и устройства для удержания газов в усадочной раковине.
Для удержания газов в усадочной раковине открытой прибыли применено устройство, выполненное в виде железного зонта / толщиной Б-7 мм в форме сегмента, который вместе с оболочкой 2, содержащей заряд, пр1иваривается к скобе 3, предназначение для вынимания слитка или отливки.
После окончания заливки, когда на поверхности жидкого металла в прибыли начинает образовываться тве)да51 ксрочка. оболочка с газообразующим зарядом вместе с зонтол погружается в жидкий металл стального литья 4. Для того, чтобы, под зонгом / пе осталось газов, он погружается в метал. в на;слог:ном положении и затем поВ(;:рачивается внутри металла в горизонтальное, что определяется по положеншо скобы. Зонт погружается 3 ета.:1л так, чтобы его верхняя точка была на 5-10 -wnt ниже уровня жидкого металла в прибыли. Скоба с цил1И1дром подде рж11вается в таком положении,
пока не затвердеет металл под зонтом.
При погружении оболочки 2 в металл воздух в порах оболочки нагревается и, всплывая, попадает под зоит / с затвердевшим над ним металлом и оказывается изолнрованпым от атмосферы. По мере нагревания оболочки 2 пузырьки газа, выделившегося из заряда, будут всплывать под зонт и вытеснять из-под него металл. Ввиду того, что к зтому времени на всей поверхности жидкого металла в прибыли уже образовалась корочка твердого металла, вытесиеингяй КЗ-иод зонта металл будет компенсировать усадку г., тгаходясьз бесп :ерывном контакте с твердой корочкой., будет способствовать ее росту и заполнять все возможные в ней отверстия, что обеснечит полную изоляцию усадочной раковнны от атмосферы. К тому времени, когда нзпод зонта вытеснен весь металл н газы попадут под корочку твердого металла рядом с зонтом, корочка эта будет непроннцаемой для газа и достаточно толстой для того, чтобы выдержать давление газа, и он весь останется в усадочной раковине.
Регулируя весь заряд, толщину оболочки, диаметр и глубину зонта, а также зная объем усадочной раковины в слитках, легко создать такое давление в раковине, которое обеспечит требуемую плотность металла и максимально возможный выход годного.
Предмет изобретения
1.Способ увеличения выхода годного в стальных слитках и крупных фасонных отливках путем еоздания повьш1ениого давления газов в прибылях с помондьк) газосбразуюнтего заряда в оболочке, о т л и ч а ю щ и и с я тем, что вместе с газообразу1он,им зарядом в жидкий металл вводится железный зонт в форме шарового сегмента.
2.Прием выполнения способа но п. 1, отличающийся тем, что железный зонт и оболочка газообразуюилего заряда привариваются к скобе, предназначенной для вынимания слитка (или отливки), и вводятся в металл вместе как одно нелое после окончания залнвки.
Фиг. 1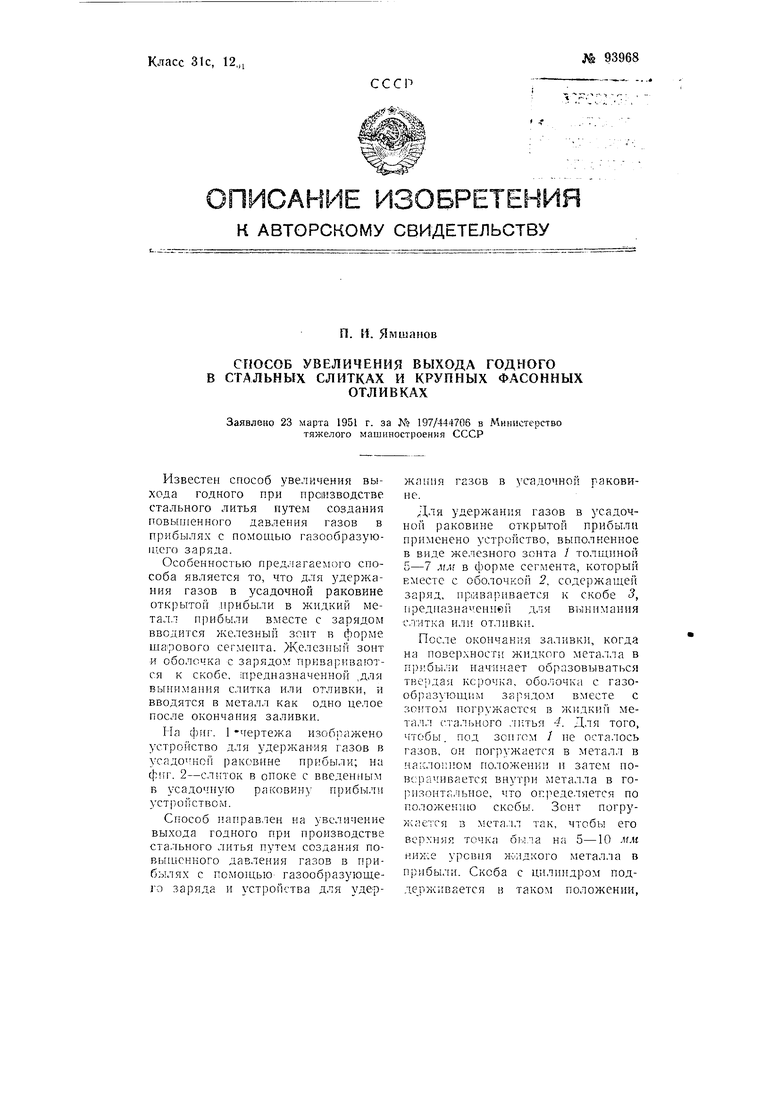
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения плотных стальных отливок | 1948 |
|
SU76942A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ТУГОПЛАВКИХ ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 1990 |
|
RU1777286C |
| Способ получения стальных слитков | 1975 |
|
SU680806A1 |
| Способ изготовления стальных слитков | 1977 |
|
SU789210A1 |
| Устройство для пульсационной обработки расплава | 1990 |
|
SU1764782A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2000 |
|
RU2192331C2 |
| ЛИТЕЙНАЯ ФОРМА И СПОСОБ ЛИТЬЯ | 2008 |
|
RU2395363C2 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ СТАЛЬНЫХ ОТЛИВОК | 1992 |
|
RU2088372C1 |
| ЛИТЕЙНАЯ ФОРМА С ТЕРМИТНОЙ ПРИБЫЛЬЮ | 2008 |
|
RU2372164C1 |
| Способ ведения сифонной отливки спокойной стали | 1931 |
|
SU31585A1 |