1
Изобретение относится к технологической оснастке холодной листовой штамповки и может быть использовано в машиностроении.
В известном штампе для пробивки отверстий в деталях имеется пакет, содержащий пуансоно- и матрицедержатели с набором пуансонов и .матриц, поворотные вокруг осей, параллельных оси штампа, и связанные соответственно с верхней и нижней плитами, а также съемники деталей -с пуансонов.
Для одновременной пробивки двух отверстий, расположенных на регулируемом расстоянии, предлагаемый штамп снабжен вторым пакетом и дополнительной плитой, закрепленной на нижней плите и имеюшей паз, направленный вдоль линии, соединяюш,ей оси держателей, в котором установлены с возможностью продольного перемещения съемники.
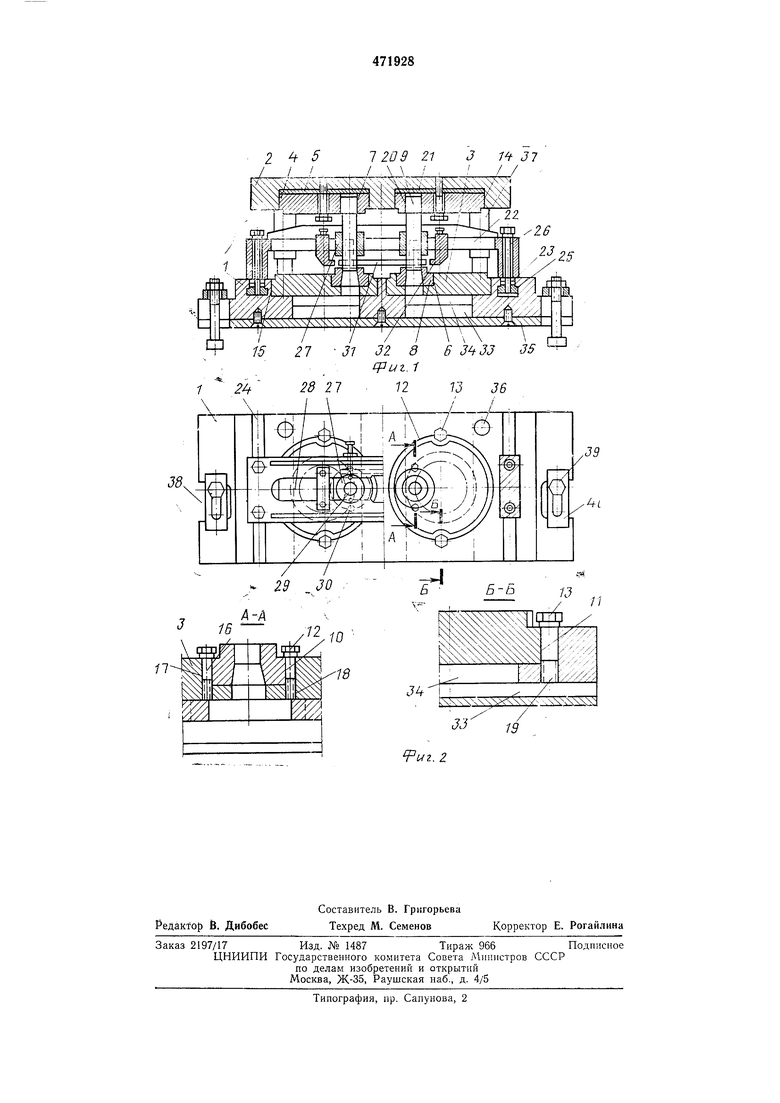
На фиг. 1 изображен описываемый штамп, продольный разрез; на фиг. 2 - нижняя часть штампа, вид сверху, с разрезами по А-А и Б-Б.
Предлагаемый штамп состоит из нижней 1 л верхней 2 плит. В нижнюю плиту 1 сверху по скользящей посадке установлены два круглых матрипедержателя 3. В верхнюю плиту 2 снизу ПО скользящей посадке установлены два круглых пуансонодержателя 4 с подкладными плитами 5. В матрицедержателях 3 и пуансонодержателях 4 выполнены гнезда б и 7, центры которых смещены относительно общих осей вращения матрицедержателей 3 и пуансонодержателей 4. В гнезда 6 и 7 вставлены матрицы 8 и пуансоны 9.
Устройства для фиксации положения матрицедержателей 3 и пуансонодержателей 4, а также матриц 8 выполнены р виде полукруглых пазов 10, 11 и болтов 12, 13 (фиг. 2). Пазы 10, 11 размещены на внутренних поверхностях гнезд 14 под матрицедержатели 3 и пуансонодержатели 4, на нарулшых боковых поверхностях 15 матрицедержателей 3 и пуансонодержателей 4, на внутренних поверхностях 16 гнезд матрицедержателей 3 и на наружных поверхностях 17 матриц 8. Гнезда 10 и 11 переходят в резьбовые отверстия 18 и 19.
При совмещении пазов 10 и И на соответствующих поверхностях образуются круглые
отверстия, в которые по посадке вставлены и завинчены чистые крепежные болты 12, 13.
Пуансоны 9 фиксируются и крепятся с помощью лысок 20 и буртиков 21. П-образная дополнительная плита 22 своими концами 23
размещена в пазах 24 нижней плиты 1 и зафиксирована в необходимом положении вкладышами 25 и болтами 26. Отверстия для прохода пуансонов 9 выполнены в сменных втулках-съемниках 27, расположенных в продольном пазу 28 плиты 22. Съемники 27 от поворота зафиксированы лысками 29, а от продольного сдвига - болтами 30.
Для базирования заготовок относительно матриц 8 и пуансонов 9 вынолнены подвижные упоры 31 и 32.
В нижней плите 1 вынолнены два поперечных паза 33 и два круглых отверстия 34 для удаления отходов при штамповке. К нижней части плиты 1 прикреплен лист 35 для увеличения жесткости штампа.
Для тачного направления пуансонов 9 относительно матриц 8 выполнены направляюш,ие колонки 36 и втулки 37, запрессованные в соответствующие плиты 1 и 2.
Для крепления штампа в подштамповом пространстве пресса в нижней плите 1 выполнены два паза 38, позволяющие смещать щтамп в поперечном направлении для установки его по оси центра давления. Нижняя плита 1 крепится болтами 39 с помощью накладок 40. Верхняя плита 2 прикреплена к ползуну пресса через четыре поперечных паза 41 болтами 42.
Во время работы вначале устанавливают пуансон 9 и матрицы 8, фиксируемые чистыми болтами 12 через соответствующие пазы, затем поворотом матрицедержателей 3 и пуапсонодержателей 4 устанавливают их в нужном положении с определенным межцентровым расстоянием между пуансонами 9 и матрицами 8 согласно штампуемому изделию.
После настройки матрицедержатели 3 и пуансонодержатели 4 фиксируют чистыми болтами 13 через соответствующие пазы. Настраивают плиту 22 и втулки-съемники 27 по пуансонам 9 и фиксируют болтами 30. Упоры 31 и 32 настраивают относительно матриц и пуаноснов по заготовке. Устанавливают щтамп по оси центра давления и закрепляют к плитам пресса. Штамп готов к штамповке изделий.
Для переналадки на другое изделие с другим межцентровым расстоянием между отверстиями, заменяют пуансоны 9, матрицы 8 и втулки-съемники 27 плиты 22, поворачивают матрицедержатели 3 и пуансонодержатели 4 в другое фиксируемое болтами 13 положение и настраивают плиту 22 и втулки - съемника 27
плиты 22.
Нредмет изобретения
Штамп для пробивки отверстий в листовых деталях с пакетом, содержащим пуансоно- и матрицедержатели с набором пуансонов и матриц, поворотные вокруг осей, параллельных оси штампа, и связанные соответственно с верхней и нижней плитами, а также съемники деталей с пуансонов, отличающийся тем, что, с целью пробивки отверстий, расположенных на регулируемом расстоянии, он снабжен вторым пакетом, аналогичным упомянутому, и дополнительной плитой, закрепленной на нижней плите и имеющей паз, направленный вдоль линии, соединяющей оси держателей, в котором установлены с возможностью продольного перемещения съемники.
2451209 21 3 1 31
I--L . / /,/У
(
15 21 31 32 8В J4JJ 35
fut. 1
28 21 1213 J6
йШШч 4Wi
25
/ /
CD
иг.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный штамп для пробивки отверстий,расположенных в линию (его варианты) | 1983 |
|
SU1260068A1 |
| УНИВЕРСАЛЬНЫЙ ШТАМП | 1970 |
|
SU265847A1 |
| Способ соединения деталей штампа | 1975 |
|
SU560675A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| РАЗДЕЛИТЕЛЬНЫЙ ШТАМП | 1991 |
|
RU2018392C1 |
| Штамп для пробивки щелевидных отверстий | 1976 |
|
SU648307A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп совмещенного действия "Викост | 1985 |
|
SU1324720A1 |
| Штамп для обработки деталей типа конических чаш | 1980 |
|
SU902923A1 |
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ПЛАТАХ | 1968 |
|
SU220204A1 |