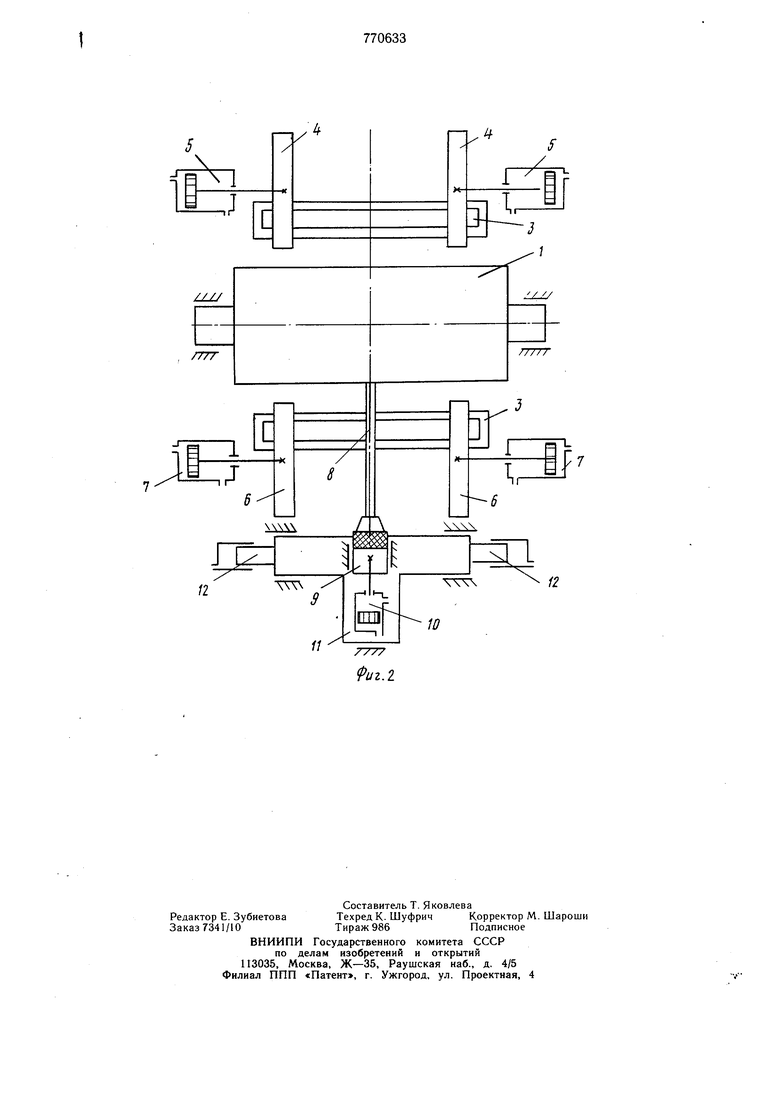
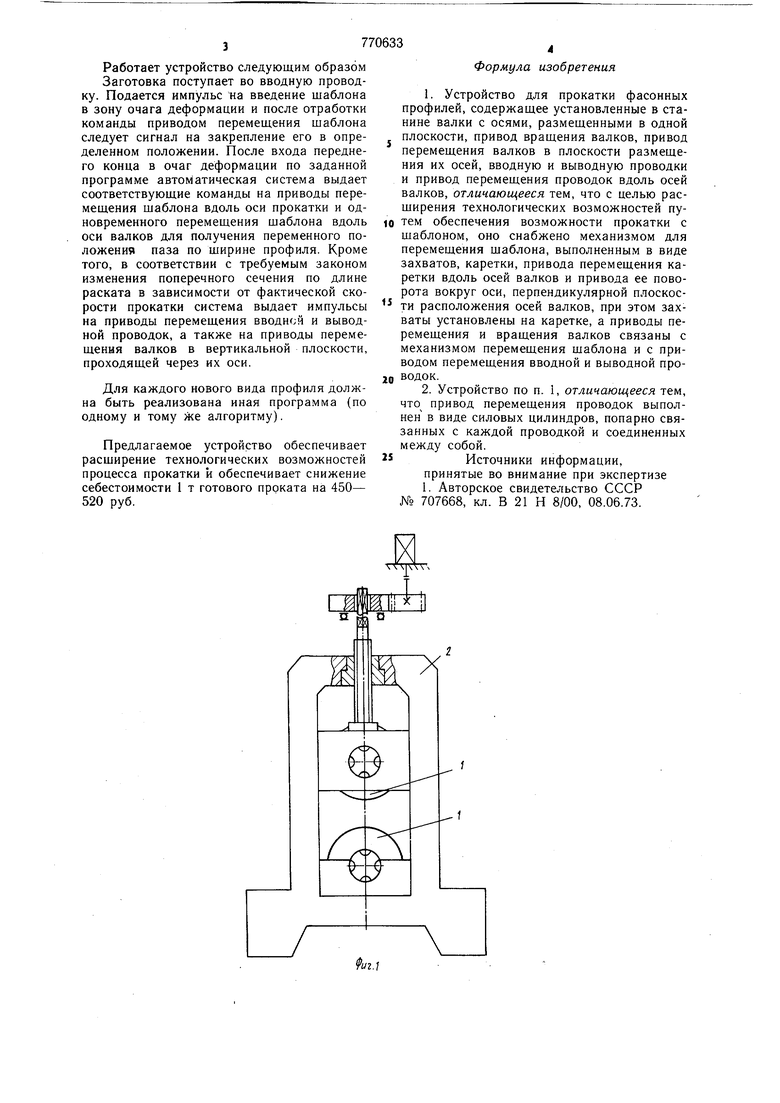
Работает устройство следующим образом Заготовка поступает во вводную проводку. Подается импульс на введение шаблона в зону очага деформации и после отработки команды приводом перемещения шаблона следует сигнал на закрепление его в определенном положении. После входа переднего конца в очаг деформации по заданной программе автоматическая система выдает соответствующие команды на приводы перемещения шаблона вдоль оси прокатки и одновременного перемещения шаблона вдоль оси валков для получения переменного положения паза по ширине профиля. Кроме того, в соответствии с требуемым законом изменения поперечного сечения по длине раската в зависимости от фактической скорости прокатки система выдает импульсы на приводы перемещения вводной и выводной проводок, а также на приводы перемещения валков в вертикальной плоскости, проходящей через их оси. Для каждого нового вида профиля должна быть реализована иная программа (по одному и тому же алгоритму). Предлагаемое устройство обеспечивает расширение технологических возможностей процесса прокатки и обеспечивает снижение себестоимости 1 т готового проката на 450- 520 руб. Формула изобретения 1. Устройство для прокатки фасонных профилей, содержащее установленные в станине валки с осями, размещенными в одной плоскости, привод вращения валков, привод перемещения валков в плоскости размещения их осей, вводную и выводную проводки и привод перемещения проводок вдоль осей валков, отличающееся тем, что с целью расширения технологических возможностей путем обеспечения возможности прокатки с щаблоном, оно снабжено механизмом для перемещения шаблона, выполненным в виде захватов, каретки, привода перемещения каретки вдоль осей валков и привода ее поворота вокруг оси, перпендикулярной плоскости расположения осей валков, при этом захваты установлены на каретке, а приводы перемещения и вращения валков связаны с механизмом перемещения щаблона и с приводом перемещения вводной и выводной проводок. 2. Устройство по п. i, отличающееся тем, что привод перемещения проводок выполнен в виде силовых цилиндров, попарно связанных с каждой проводкой и соединенных между собой. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 707668, кл. В 21 Н 8/00, 08.06.73.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть для черновой прокатки фланцевых профилей | 1987 |
|
SU1542652A1 |
| Прокатная клеть | 1988 |
|
SU1616731A1 |
| УЗЕЛ ПРОВОДОК РАБОЧЕЙ КЛЕТИ ШИРОКОПОЛОСНОГО СТАНА | 2003 |
|
RU2241560C2 |
| Валковая арматура непрерывного прокатного стана | 1982 |
|
SU1142190A1 |
| СПОСОБ НАСТРОЙКИ ПРОВОДКОВОЙ СИСТЕМЫ ЧЕТЫРЕХВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2136415C1 |
| Стан для изготовления геликоидных спиралей шнека | 1976 |
|
SU678777A2 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2171725C1 |
| Способ прокатки клиновидных профилей | 1988 |
|
SU1616724A1 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU953765A1 |
| Универсальная прокатная клеть для прокатки несимметричных фасонных профилей | 1981 |
|
SU969348A1 |