Изобретение относится к прокат- . ному производству и может быть использовано при. прокатке асимметриям ных профилей.
Целью изобретения является повышение качества профилей за счет устранения окова валков.
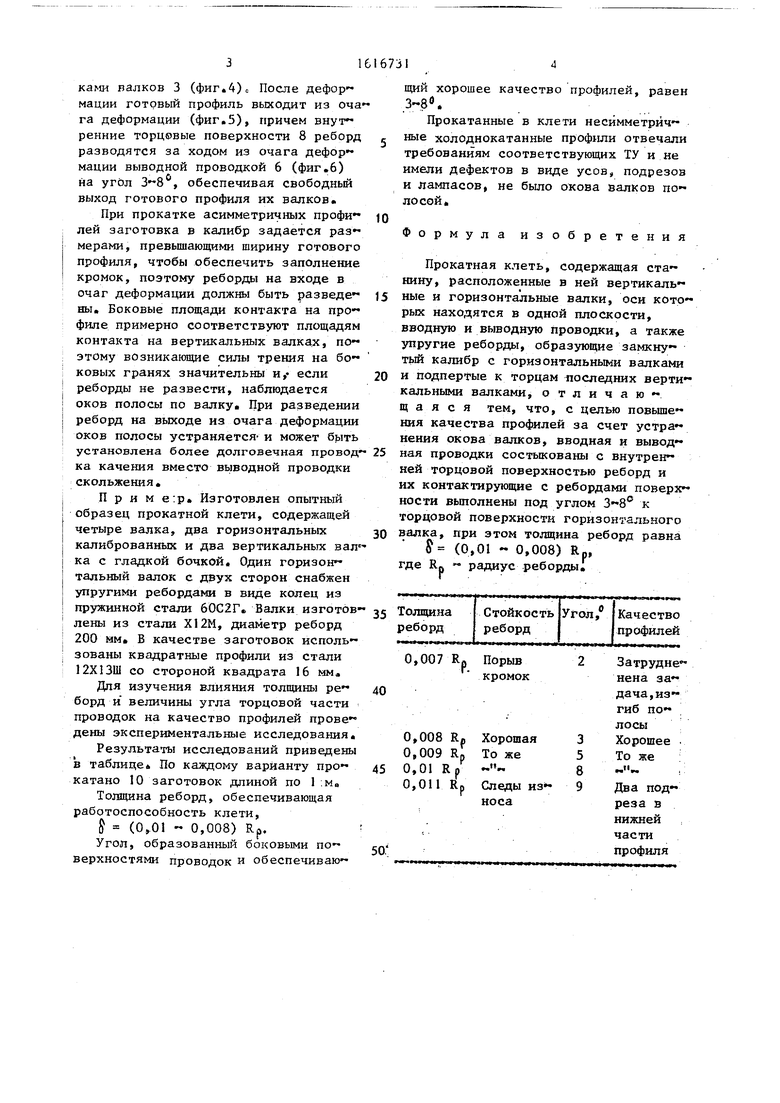
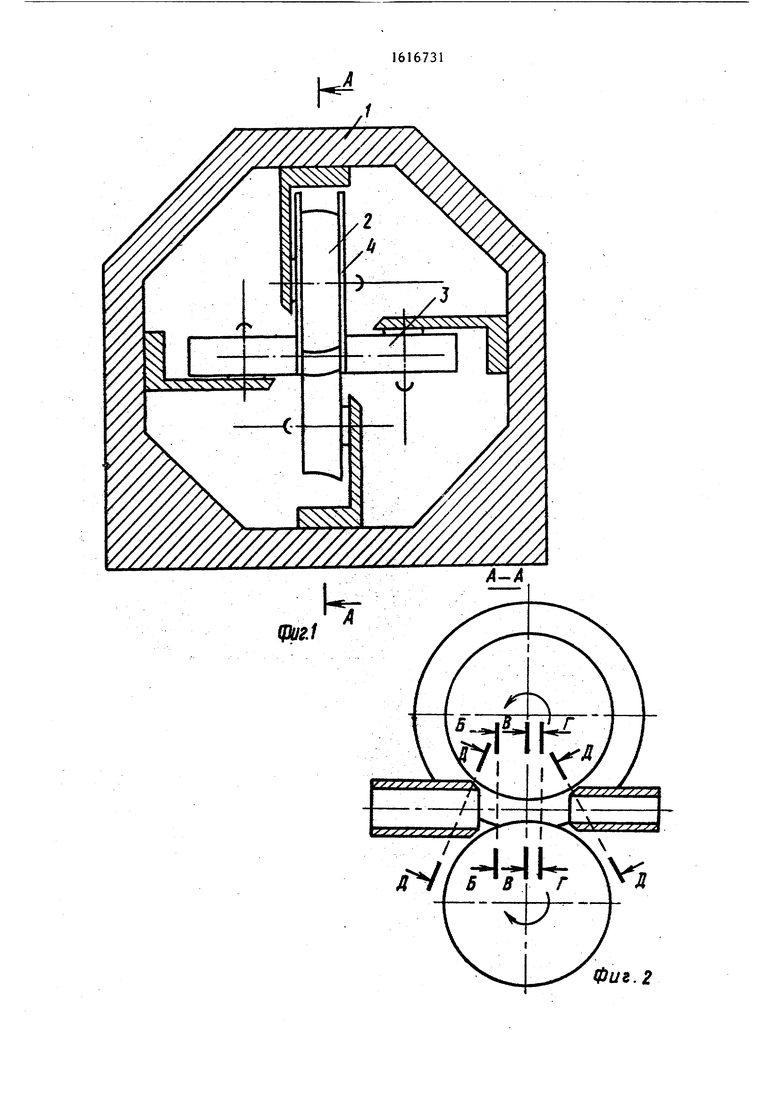
На фиг. представлена клеть, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-В на фиг.2; на фиг.4 - разрез В-В на фиг.2; на фиг.5 - разрез Р-Г на фиг.2; на фиг.6 - разрез Д-Д на
Прокатная клеть содержит станину , расположенные в ней горизонтальные 2 и вертикальные 3 валки, оси которых находятся в одной плоскости. Валок 2 снабжен двумя упругими ребордами 4. Клеть содержит также ную 5 к выводную 6 проводки. Наружные торцовые поверхности 7 реборд 4 состыкованы с бочками валков 3, а внутренние торцовые поверхности 8 - с проводками 5 и;6.
Клеть работает следующим образом.
Заготовку задают через вводную проводку 5 в валки 2 (фиг.1 и 2), внутренние торцовые поверхности 8 реборд при этом разводятся перед входом в очаг деформации вводной проводкой 5 (фиг.6) на угол 3-8°. Затем заготовка обжимается калиброванными валкамр. 2, а калибр ограничен внутренней торцовой поверхностью 8 и бочками валков 2, при этом наружные торцовые поверхности 7 поджаты боч-
Х
О
00
ками валков 3 (фиг.4)с После дефор мации готрвьш профиль выходит из оча га деформации (фиг.5), причем внутренние торцовые поверхности 8 реборд разводятся за ходом из очага дефор мации выводной проводкой 6 (фиг.6) на угол , обеспечивая свободньш выход готового профиля их валков.
При прокатке асимметричных профи лей заготовка в калибр задается раз мерами, превышающими ширину готового профиля, чтобы обеспечить заполнение кромок, поэтому реборды на входе в очаг деформации должШ) быть разведе вы. Боковые плотцади контакта на профиле примерно соответствуют площадям контакта на вертикальных валках, по этому возникающие силы трения на бо ковых гранях значительны и,- если реборды не развести, наблюдается оков полосы по валку. При разведении реборд на выходе из очага деформации оков полосы устраняется- и может б,тъ установлена более долговечная провод ка качения вместо выводной проводки скольжения.
П р и м е:р. Изготовлен опытный образец прокатной клети, содержащей четыре валка, два горизонтальных калиброванных и два вертикальных вал ка с гладкой бочкой. Один горизон тальный валок с двух сторон снабжен упругими ребордами в виде колец из пружинной стали 60С2Г, Валки изготов лены из стали XI2М, диаметр реборд 200 мм, В качестве заготовок использованы квадратные профили из стали 12Х13Ш со стороной квадрата 16 мм«
Для изучения влияния толщины ре борд и величины угла торцовой части проводок на качество профилей прове дены экспериментальные исследования.
Результаты исследований приведены в таблице По каждому варианту прокатано 10 заготовок длиной по 1.м.
Толщина реборд, обеспечивающая работоспособность клети,
& (0,01 - 0,008) Rp.
Угол, образованный боковыми поверхностями проводок и обеспечиваю-
щий хорошее качество профилей, равен 3-8.
Прокатанные в клети несймметрич- ные холоднокатанные профили отвечали требованиям соответствующих ТУ и не имели дефектов в виде усов, подрезов и лампасов, не бьшо окова валков полосой.
Ф о
рмула изобретения
Прокатная клеть, содержащая станину, расположенные в ней вертикальные и горизонтальные валки, оси которых находятся в одной плоскости, вводную и выводную проводки, а также упругие реборды, образующие замкну- тьй калибр с горизонтальными валками и подпертые к торцам последних вертикальными валками, отличающаяся тем, что, с цепью повыще- ния качества профилей за счет устранения окова валков, вводная и выводная проводки состыкованы с внутренней торцовой поверхностью реборд и их контактирутащие с ребордами поверхности вьтолнены под углом 3-8® к торцовой поверхности горизонтального вапка, при этом толщина реборд равна
5 (0,01 - 0,008) Rp, где RP - радиус реборды.
Фиг.1
xi-xi
Фиг. 2
6-6
в 8
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU953765A1 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU966976A1 |
| Прокатная клеть для черновой прокатки фланцевых профилей | 1987 |
|
SU1542652A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| Валковая арматура горизонтальной прокатной клети | 1989 |
|
SU1715462A1 |
| Способ прокатки трапециевидных профилей | 1987 |
|
SU1509141A1 |
| Прокатная клеть | 1973 |
|
SU480458A1 |
| Устройство для получения цилиндрических заготовок | 1985 |
|
SU1243871A1 |
| УЗЕЛ ПРОВОДОК РАБОЧЕЙ КЛЕТИ ШИРОКОПОЛОСНОГО СТАНА | 2003 |
|
RU2241560C2 |
| Способ прокатки на многониточном непрерывном сортовом стане | 1989 |
|
SU1712010A1 |
Изобретение относится к прокатному производству и может быть использовано при прокатке асимметричных профилей. Цель изобретения - повышение качества профилей за счет устранения усов, подрезов и лампасов. Наличие реборд в калибре ограничивает очаг деформации по бокам и образует замкнутый калибр по всей длине очага деформации, но чтобы избежать окова валков полосой реборды на входе и выходе должны быть разведены. Это достигается тем, что боковые поверхности проводок на сторонах, обращенных к валкам, выполнены под углом. Реборды, взаимодействуя с проводками, отгибаются, образуя угол 3-8°. Толщина упругих реборд менее 0,008 Rр не обеспечивает их стойкости и может привести к разрыву, а более 0,01 Rр затрудняет разведение торцов реборд проводками и увеличивает их износ. 6 ил., 1 табл.
It
Фиг.З .
г-г
Щи 15
8
Фиг.
| Приспособление для канатных транспортеров, служащее для передачи порожних грузовых пластин или досок с одной ветви транспортерной системы на другую | 1924 |
|
SU925A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для продольной прокатки профилей | 1986 |
|
SU1338906A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
