1
Изобретение относится к металлургии, в частности к разливке металлов и сплавов.
Известно устройство для разливки метгшла, состоящее из разливочного стола, снабженного металлически;.1И изложницами, охлг ждаемыми водой, и приводимого в движение электродвигателем 13 . Сборник жидкого металла совершает колебательные движения, причем сливной желоб сборника связан с приводом вращения разливочного стола. При опускании сливного желоба и наклоне сборника жидкий металл заполняет изложницу, и затем кулачковым механизмом желоб возвращается в исходное положение. Передача движения желобу от кулачка осуществляется с помощью штока перемещаемого в напрат; яяющих. При высоких температурах во время разливки металла происходит повышенный износ направляющих и штока, а также элементов крепления штока к желобу. Это снижает нещежность работы устройства в целом.
Известно устройство для разливки сплавов, являющееся наиболее близким к предлагаемому по технической сущности, состоящее из желоба с носком, на котором закреплен копир, входящий
при движении изложницы в направлении, параллельном оси желоба, в зацепление с ее поверхностью 2. При этом свободно подвешенный на горизонтальной оси желоб поворачивается вокруг нее, носок желоба поднимается над изложницей, истечение расплава из носка прекргицается. При подходе следующей изложницы желоб автоматически опускается в ее полость н снова.начинается процесс заливки.
В этом устройстве временное прекргицение заливки расплава в изложницы осуществляется путем подъема качгиощегося -желоба. Оно происходит при зацеплении копира желоба с поверхностью изложницы во время ее движения. При высоких температурах литья происходит интенсивный износ трущихся поверхностей как копира желоба, так и изложницы. Это требует частой згимены изложницы и копира желоба. Кроме того, на стабильность заливки изложниц влияет возможное отклонение размеров изложниц при их изготовлении, различный износ роликов цепи разливочного конвейера и другие случайные факторы. Все это снижает надежность устройства в работе.
Целью изобретения является повышение надежности устройства в работе
Это достигается тем, что устройство для разливки металлов и сплавов в изложницы, включаиощее поворотный относительно горизонтальной оси желоб для подачи металла в изложницу, снабжено приводом качания желоба с установленным на нем кулачком, кинематически связанным с валом натяжной станции разливочного конвейера, а желоб снабжен дополнительной осью с роликами, один из которых установлен в неподвижных направляющих, другой - на профиле кулачка при-вода качания желоба.
Введение прив.ода качания желоба с установленным на нем куЛачком, кинематически связанным с валом натяжной станции разливочного конвейера, снабжение желоба дополнительной осью с роликами, установка одного из них в неподвижных направляющих, другого на профиле Kyhaka привода качания желоба позволяют исключить контакт желоба с движущейся изложницей, а также исключить влияние случайных факторов на стабильность разливки расплава в изложницы. Применение кулака для вертикального перемещения дополнительной оси желоба позволяет получить любой необходимый закон качания желоба. Все это повышает надежность работы устройства в целом.
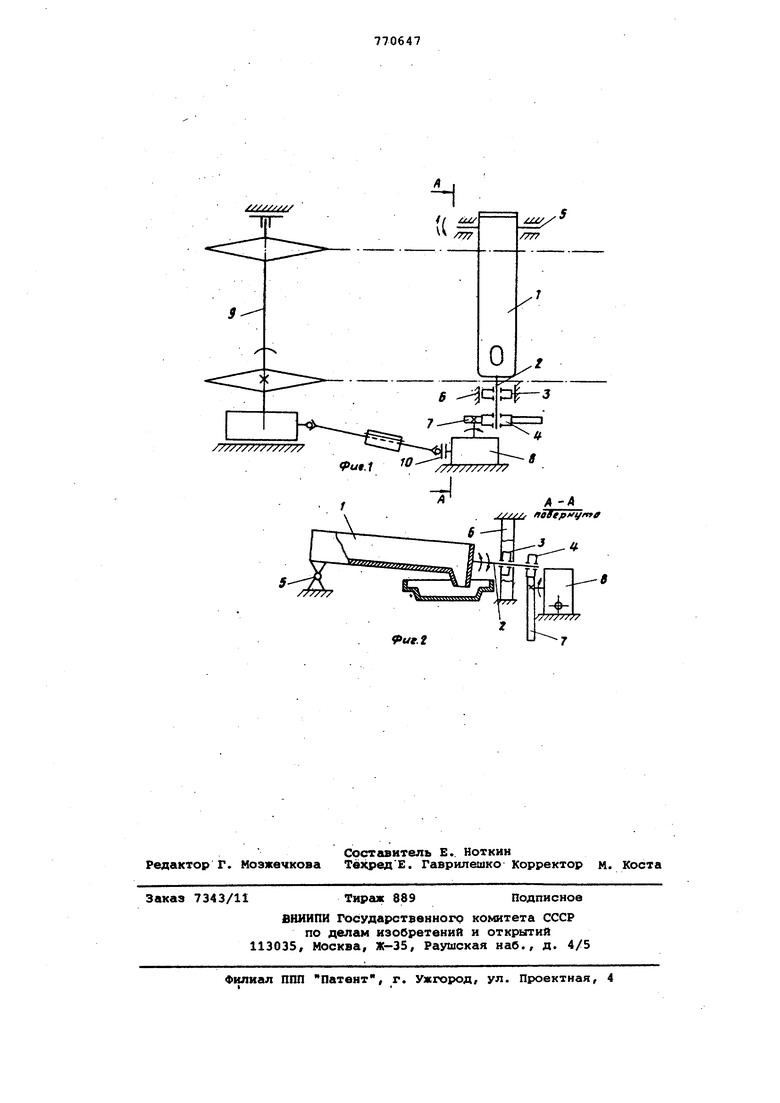
На фиг. 1 схематично показано, предложенное устройство, вид в плане; на фиг. 2 - разрез А-А на фиг. 1
Устройство для разливки металлов .и сплавов в изложницы состоит из желоба 1 с дополнительной осью 2 с роликами 3 и 4, поворачивающегося вокруг горизонтальной оси 5. Ролик 3 установлен в неподвижных направляющих б. Ролик 4 установлен на профиле кулачка 7 привода 8 качания-желоба, который кинематически связан с валом 9 натяжной станции разливочного конвейера Привод качания желоба имеет фрикционную муфту 10 для регулировки положения желоба.
Работает устройство для разливки металлов и сплавов в изложницы следующим образом.
Вращение от вала 9 передается приводу 8 качания желоба с .кулачком 7. Кулачок 7, вращаясь, перемещает ролик 4 дополнительной оси 2 желоба 1, .тем самым задавая определенный закон качания желобу 1. Поперечные нагрузки ,от кулачка 7 воспринимаются неподвижными направляющими 6, в которых установлен ролик 3 оси 2 желоба 1. В нижнем положении ролика 4 осуществляется заливка расплава в изложницу. В верхнем положении ролика 4 заливка расплава прекращается.
Введение привода качания желоба с установленным на нем кулачком, кинематически связанным с валом натяжной станции разливочного конвейера, позволяют исключить контакт желоба с
движущейся изложницей и повысить надежность его в работе.
Формула изобретения
Устройство для разливки металлов и сплавов в изложницы, установленные на приводном конвейере, содержащее поворотный относительно горизонтальной оси желоб для подачи металла в изложницу, отличающееся
тем, что, с целью повышения надежности, устройство снабжено приводом качания желоба с установленным на нем кулачком, кинематически связанным с валом натяжной станции разливочного конвейера, а желоб снабжен дополнительной осью с роликами, один из которых установлен в неподвижных направлякнцих, другой - на профиле кулачка привода качания желоба.
Источники информации,
принятые во внимание при экспертизе 1. Патент Польской Народной Республики № 50472, кл. 31 с 28/02, опублик. 1955.
2. Авторское свидетельство СССР
№219128, кл. В 22 D 35/00, опублик. 1966.
ХХХХХ/уУУ
// Uf
J
it-и
/77
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ АЛЮМИНИЕВЫХ ЧУШЕК В ИЗЛОЖНИЦЫ ЛИТЕЙНОГО КОНВЕЙЕРА И КОМПЛЕКС ДЛЯ ЛИТЬЯ | 2010 |
|
RU2457919C2 |
| КОМПЛЕКС ЗАЛИВКИ ЖИДКОГО МЕТАЛЛА В ИЗЛОЖНИЦЫ НА КОНВЕЙЕРЕ | 2014 |
|
RU2578272C1 |
| Устройство для разливки металла из ковша в слитки | 1990 |
|
SU1765180A1 |
| ЖЕЛОБ ДЛЯ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА | 2008 |
|
RU2373289C1 |
| Устройство для перевода струи металла на разливочном конвейере | 1989 |
|
SU1664458A1 |
| РАЗЛИВОЧНАЯ МАШИНА БАРАБАННОГО ТИПА И БАРАБАН ДЛЯ НЕЕ | 1997 |
|
RU2171729C2 |
| Установка для литья чушек | 1983 |
|
SU1088867A1 |
| РАЗЛИВОЧНАЯ МАШИНА | 2007 |
|
RU2353462C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА | 2007 |
|
RU2356685C2 |
| ЖЕЛОБ ДЛЯ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА | 2012 |
|
RU2490331C1 |
. . , ,- „ ,„ . - -- б
ue.i
