2.Установка по п. 1, о т п и ч а юш а я с я тем, что она снабжена дополнительным охлаждающим устройством, установленным под днищами изложниц. 3.Установка по п. 1, о т л и ч а ющ а я с я тем, что она снабжена устройством для отделения днищ от корпу1О67 сов изложниц, вьшолненным в виде клина с вибратором. 4. Установка по п. 1, о т л и ч а ющ а я с я тем, что она снабжена щетками для очистки рабочих поверхностей днищ и корпусов изложниц.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКС ЗАЛИВКИ ЖИДКОГО МЕТАЛЛА В ИЗЛОЖНИЦЫ НА КОНВЕЙЕРЕ | 2014 |
|
RU2578272C1 |
| УСТАНОВКА ДЛЯ ОХЛАЖДЕНИЯ ЧУШКОВОГО ЧУГУНА | 1972 |
|
SU343758A1 |
| УСТАНОВКА ДЛЯ ОХЛАЖДЕНИЯ И ПОГРУЗКИ ЧУГУНА | 1965 |
|
SU172849A1 |
| Установка для разливки металла и обработки слитков | 1989 |
|
SU1708497A1 |
| СПОСОБ ПОЛУЧЕНИЯ ШИХТОВОЙ ЗАГОТОВКИ И РАЗЛИВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2088374C1 |
| Разливочная машина для отливки чушек | 1981 |
|
SU1105273A1 |
| Карусельная машина для отливки чушек | 2019 |
|
RU2701227C1 |
| Механизм для клеймения чушек | 1957 |
|
SU116211A1 |
| Литейная конвейерная установка | 1983 |
|
SU1082548A1 |
| ШИХТОВАЯ ЗАГОТОВКА В ВИДЕ МНОГОГРАННИКА, МУЛЬДА ДЛЯ ЕЕ ОТЛИВКИ И СПОСОБ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2032752C1 |
1. УСТАНОВКА ДЛЯ ЛИТЬЯ ЧУШЕК, содержащая конвейерную ленту с , приводное и натяжное устройства, охлаждающее устройство и устройство для выбивки чушек, отличающаяся тем, что, с целью повыщения производительности установки и увеличения срока сдуж излсвкнип, она снабжена дополнительной замкнут конвейерной лентой, кинематически связанной с натяжным устройством и распо ложенной между рабочей и холостой ветвями конвейерной лвнпл, изложницы выполнены с отъемными днищами, причем корпуса изложниц закреплены на конвейерной ленте, а днгана - на |к полнитеш ной конвейерной ленте, при этом устройство для вы&шки чушек выполнено в виде звездочки, укрепленной на S приводном устройстве. (Л эо эо X) 35 (./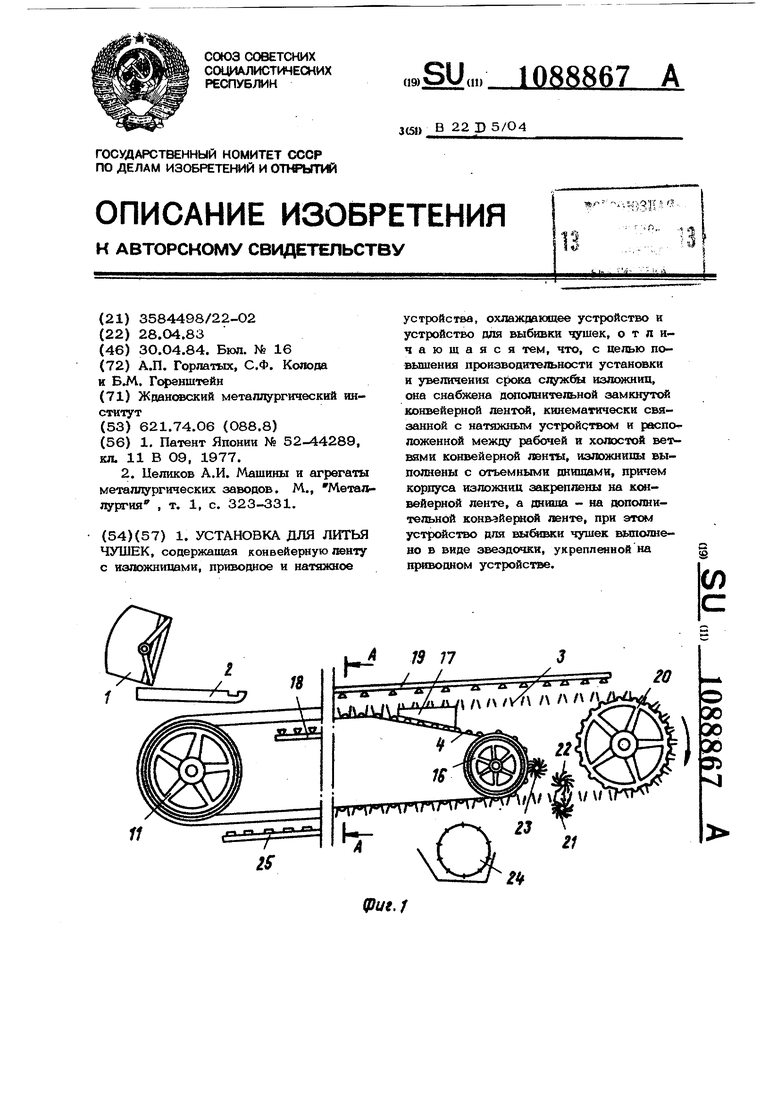
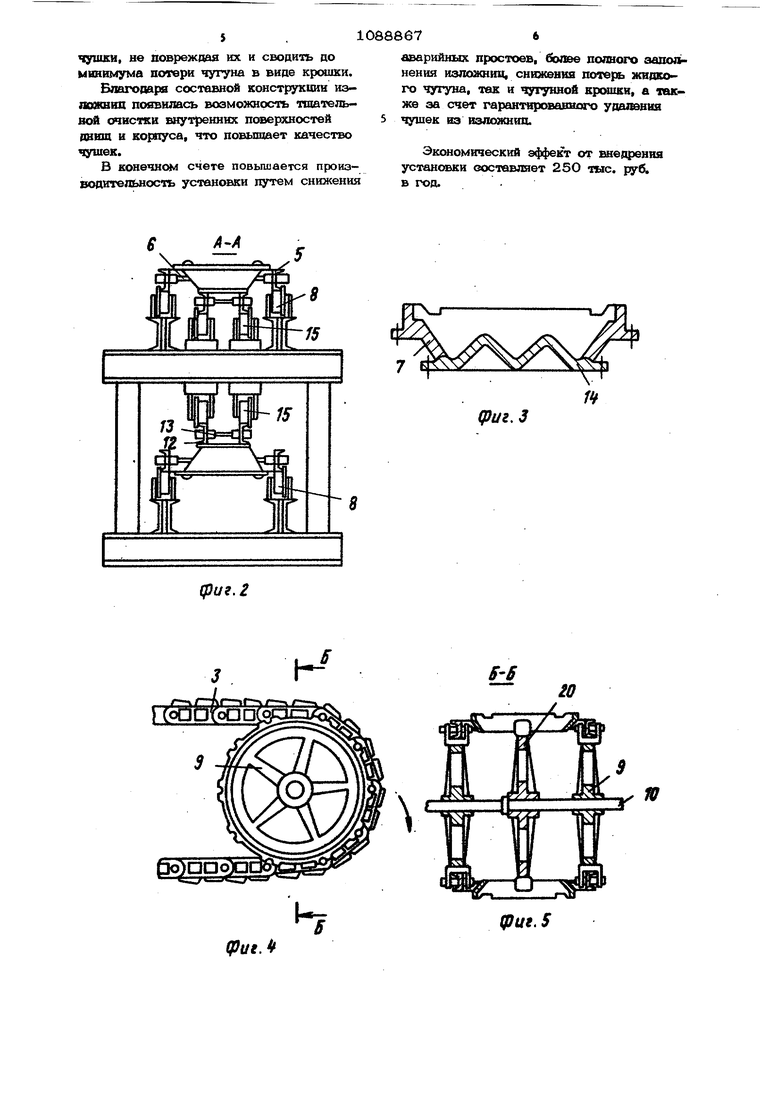
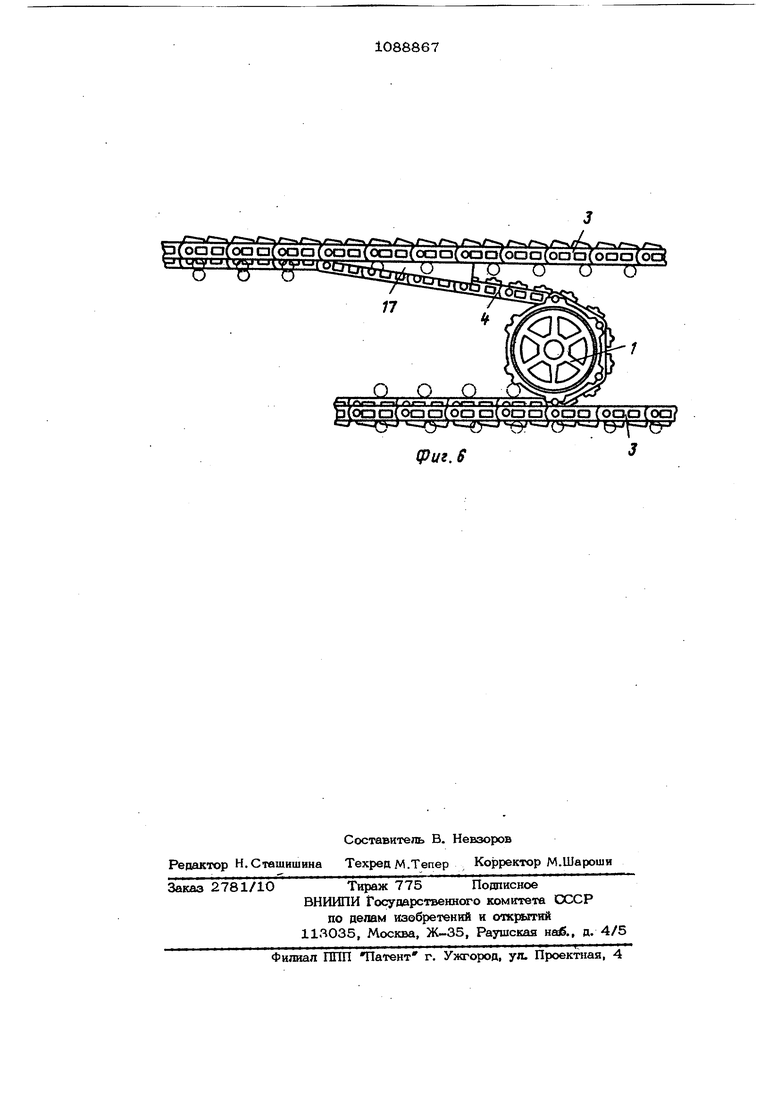
Изобретение относится к литейному производству, в частности к разливке жидкого чугуна или цветных металлов и сплавов в изложницы. Известна установка для литья чущек, содержаш ш конвейерную ленту с изложницами, приводное и натяжное устройстпва, охлаждающее устройство и устройство для выбивки чушек. Чушка выбивается из изложницы ударом эксцентри кового молотка ij . Недостатком данной установки являет ся наличие потерь чугуна в виде крошки при выбивке чущек из изложниц, а также долговечность изложниц из-оа нагрузок. Наиболее близким к предлагаемой является установка, содержащая конвейерную ленту с изложницами, приводное и натяжное устройства, охлаждающее устройство и устройство для выбивки чушек Чущки выбиваются уцаром изложниц в упор 2 . Недостатками известной установки являются приваривание чушек к днищу и стенкам изложниц, ненадежность устрой ства для выбивки чушек, низкая производительность из-за простоев при несвоевременном выпадении чушек, потери жидкого металла при заливке невыбитых изложниц, низкий срок службы изложниц &-оа ударных нагрузок при выбивке чущек. Цель изобретения - повышение производительности установки и увеличение срока службы изложниц. Указанная цель достигается тем, что установка для литья чущек снабжена дополнительной замкнутой конвейерной лентой, кинематически связанной с натяжным устройством и расположенной между рабочей и холостой ветвями конвейерной ленты, изложницы вьшолнены с отъем ными днищами, причем корпуса изложНИЦ закреплены на конвейерной ленте, а днища - на дополнительной конвейерной ленте, при этом устройство для выбивки чушек вьшолнено в виде звездочки, укрепленной на приводном устройстве. Кроме того, установка снабжена дополнительным охлаждающим устройством установленным под днищами изложниц, устройством для отделения днищ от корпусов изложниц, вьшолненным в виде клина с вибратором, а также щетками для очистки рабочих поверхностей днищ и корпусов изложниц. На фиг. 1 изображена установка для литья чушек, общий вид; на фиг. 2 разрез А-А на фиг. 1; на .3- разрез изложницы; на фиг. 4 - приводное устройство,- на фиг. 5 - разрез Б-Б на фиг. 4; на фиг. 6 - дополнительная конвейерная лента. Установка включает ковш 1, установленный на стенде (не показан) над разливочным желобом 2, сливной носок которого расположен над осью конвейера, образованного двумя конвейерными лентами - основной 3 и дополнительной 4. Основная конвейерная лента 3 состоит из двухрядной цепи 5, ряды которой ссюдинены валиками 6, на специальных полках звеньев цепи укреплены корпуса, образующие боковые стенки изложниц 7, nenii 5 основной конвейерной ленты 3 опирается на стационарньге ролики 8 и приводится в двтокение с помощью пр шодных звездочек 9, установленных на валу 10. Натяжение цепи поддерживается натяжными звездочками 11, на валу которых соосно установлены приводные звездочки дополнительного конвейера (не показаны). Дополнительная конгт,-вейерная лента 4 состоит также из двухрядной цепи 12, ряды которой соединены валиками 13. На полках звеньев цепи 12 креплены днища изложниц 14. Цепь 12 дополнительной конвейерной ленты опирается на стационарные ролики 15. Длина дсяголнительной конвейерной ленты меньше, чем основной, поэтому поворотно-натяжная звездочка 16 ее расположена меноду приводной и натяжной звездочками основного конвейера. Для отделения днищ изложниц от корпуса установ лено разделяющее устройство 17, например, клинового типа с виброприводом. Озслаждение чушек осуществляется нижней 18 и верхней 19 душирующими уста новками. На одном валу 10 с приводными звездочками 9 установлена выталкивающая звездочка 20. На холостък ветвях основного и дополнительного конвейе ров установлены устройства 21 и 22 для очистки корпусов изложниц и ycT-i ройство 23 для очистки днищ изложниц. Под холостой ветвью машины расположено опрыскивающее устройство 24 и сушильная установка 25. Установка работает следующим образом. Корпуса изложниц 7, размещенные на основной конвейерной ленте 3, сбегая с приводных звездочек 9 движутся прямолинейно и попадают в устройство для их очистки 21 и 22, представляклцие собой, например, механические щетки с воздушным обдувом. Корпуса излож,ниц 7 очищаются от мусора и частиц прилипшего чугуна, причем с особой тща тельностью очищаются плоскости сопряжения корпусов изложниц с днищем. На фиг. 3 показаны два возможных вариант выполнения места сопряжения: в виде наклонных плоскостей и в виде наклонных плоскостей с выступами, образующими уплотнение лабиринтного типа. Одновременно с очисткой корпусов 7 производится очистка днищ изложниц 14 с помощью очистного устройства 23, например механическими щетками. Подготовленные таким образом корпуса 7 к днища 14 при дальнейшем синхронном движении плотно стыкуются на поворот ной звездочке 16. Собранная изложнияса подходит к опрыскивающему устройству 2 где внутренняя поверхность ее обрабаты- вается известковым раствором и одновре менно происходит забивка возможных зазоров между стенками изложницы 7 и н днищем 14. После этого изложницы перемещаются к сушильной установке 25 а затем проходят по натяжным звездоч кам 11 к разливочным желобам 2 на ли тейную площадку. Чугун из ковща 1 по разливочному жело 2 поступает в проходящие изложницы, заполняя их. После разливки с чугуном поступают на участок с нижними душирующими установками 18, на которых производится охлаждение днищ 14 изложниц. Благодаря этому происходит интенсивная кристаллизация чугуна снизу, способствующая образованию корочки, ° препятствующей возможному прорыву чугуна через уплотнения между корпусом 7 и днищем 14. Из зоны с нижним охлаждением изложницы далее попадают в зсдау охлаждения с верхними душирующими установками 19, где происходит окончательное отвердение чушки. В этой зоне установлено устройство 17 для отделения днищ изложниц от корпуса, выполненное в виде клина. Для снижения усилий отрьша клиновое устройство снабжено вибратором (не показан). С отрьта днищ от корпуса траектория движения допол нительного конвейера изменяется, цепи здесь движутся свободно без опорных роликов и набегают на поворотно-натяжную звездочку 16. Здесь с помощью механического очистного устройства 23 днища 14 очищаются от налипших частичек и в дальнейшем стыкуются с новыми корпусами изложниц. Лента основного конвейера 3 с нахо дящимися на ней чушками продолжает движение под верхним охлаждающим устройством 19. Чушки, находящиеся на конвейере, охлаждаются до нужной температуры и поступают к разгрузочному устройству (не показано). Цепи 5 основного конвейера набегают на зубья приводных звездочек 9, и нижняя поверхность охлажденных чушек взаимодействует с зубьями выталкивающей звездоч../ ки 20. Отделившаяся от корпуса чушка сталкивается на приемный желоб и далее, как обычно, на разг11узсчное устройство и в вагоны (платформы). Далее цикл работы разливочной машины повторяется аналогично описанному . Таким образом, налтгчие составной изложницы позволит полностью устранить трещинообразование в мосте соединения корпуса с днищем и повысить их стойкость и срок службы. Установленное на р-аогрузочной стороне установки устройство для удаления чушек в виде выталкивающей звездочки iпозволит безотказно выта/шивать отлитые
чушки, не поврежоая юс и сводить по минимума потери чугуна в виае крсяшси.
Благодарв составной конструкции изяожвип паввилась возможность тщательной очистки внут|)еш1шс поверхностей дниш и корпуса, что повышает качество чушек.
В конечном счете повышается производительность устансдаки путем снижения
аварийных простоев, более полного аапоонения изложниц, снижения потерь жищсого чугуна, так и чугунной кршши, а также за счет гарантировавного удаления чушек вэ изложниц.
Экономический эффект от внедрения установки составляет 250 тыс. руб. в год.
(риг.З
(
(put. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Целиков А.И | |||
| Машины и агрегаты металлургических заводов | |||
| М., Металлургия , т | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для наглядного представления свойств кривых 2 порядка (механические подвижные чертежи) | 1921 |
|
SU323A1 |
