сл
с

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения чугуна | 1990 |
|
SU1801123A3 |
| СПОСОБ ПОЛУЧЕНИЯ СИНТЕТИЧЕСКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА (ВАРИАНТЫ) И МАШИНА РАЗЛИВОЧНАЯ ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2491148C1 |
| ЖЕЛОБ ДЛЯ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА | 2008 |
|
RU2373289C1 |
| Желоб для разливки металла | 1978 |
|
SU720277A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА | 1998 |
|
RU2127651C1 |
| СПОСОБ ПЕРЕРАБОТКИ ШЛАКО-ГРАФИТ-МЕТАЛЛИЧЕСКИХ ОТХОДОВ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2139358C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА И СТАЛИ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО И СТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2137844C1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА СВЕРХУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023528C1 |
| Способ контроля расхода жидкого расплава | 1979 |
|
SU1115850A1 |
| СПОСОБ ПРОИЗВОДСТВА ШИХТОВОЙ ЗАГОТОВКИ, РАЗЛИВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ШИХТА ДЛЯ БЕЗОБЖИГОВОГО ОКУСКОВАНИЯ ТВЕРДЫХ НАПОЛНИТЕЛЕЙ | 1998 |
|
RU2147967C1 |

Изобретение может быть использовано при внепечной обработке металла на желобе разливочной машины. Сущность: устройство для разливки металла из ковша в слитки состоит из механизма кантования ковша, желоба со сливными носками, установленного на шарнирной опоре, конвейера с изложницами. Для проведения модифицирующей обработки при сливе металла из ковша приемная часть желоба выполнена в виде ёмкости и снабжена шарнирно закрепленными тягами. 1 ил., 2 табл.
Изобретение относится к черной металлургии и может быть использовано для обработки жидкого чугуна в процессе разливки его для получения чугунных слитков на разливочных машинах.
Целью изобретения является расширение технологических возможностей устройства, упрощение обслуживания устройства при проведении модифицирующей обработки, а также повышение эффективности обработки путем повышения степени усвоения модификатора.
Поставленная цель достигается тем, что в известном устройстве приемная часть желоба выполнена в виде емкости высотой, равной 0,2 - 0,3 высоты ковша, и объемом, равным 0,05-0,1 объема ковша, и снабжена шарнирно закрепленными тягами с приспособлениями для присоединения их к ковшу, при этом шарнирная опора желоба расположена под его сливными носками.
Поставленная цель достигается также тем, что длина тяг, соединяющих желоб с ковшом, составляет 0,3 - 0,35 длины желоба, при этом угол качания желоба составляет 0,1 -0,12 величины угла кантования ковша при полном сливе металла из него.
Заявляемый предел объема емкости для расплава, равный 0,05 - 0,1 объема ковша, обеспечивает равномерное распределение модифицирующих элементов в обработанном расплаве без дополнительного перемешивания при значительных колебаниях скорости слива его из ковша. При объеме емкости меньше 0,05 объема ковша необходимо снижать скорость слива расплава из ковша и поддерживать ее стабильной, что удлиняет процесс разливки. Объем емкости более 0,1 объема ковша увеличивает продолжительность слива остатков чугуна из емкости по окончании процесса обработки.
VI
Os
сл
А
00
о
Заявляемый предел высоты емкости для расплава обеспечивает высокую степень усвоения вводимых в расплав реагентов при минимальных габаритных размерах емкости. При высоте емкости менее 0,2 вы- соты ковша, глубина расплава в емкости недостаточна для полного усвоения реагентов, вводимых, например, в виде порошковой проволоки. При высоте емкости больше 0,3 высота ковша расположение желоба в габаритах конвейеров существующих разливочных машин затруднено.
Заявляемые пределы угла качания желоба в отношение длин тяг и желоба обусловлены размерами ковша и кантовального устройства для него, и обеспечивают при оптимальной длине желоба полный слив остатков металла из емкости после обработки. При этом меньшему углу качания желоба соответствует большая величина отноше- ния длин тяг и желоба и, наоборот, большему углу качания желоба - меньшая величина отношения длин тяг и желоба.
На чертеже изображена схема заявляемого устройства, включающего механизм кантования ковша 6, желоб и конвейер с изложницами 7, Желоб разливочной машины содержит; емкость 1 для приема и обработки расплава, продольный канал 2 и сливные носки 3 для направления струи и обработанного металла в изложницы конвейера, тяги 4 для соединения желоба с чугуновозным ковшом, шарнирную опору 5 с горизонтальной осью вращения.
Устройство работает следующим образом. При кантовании чугуновозного ковша из исходного (вертикального) положения, расплав поступает в приемную емкость 1 желоба, где производится модифицирую- щая обработка его вводом реагента в виде порошковой проволоки, ленты, затем расплав по продольному каналу 2 и сливным носкам 3 направляется в изложницы конвейера. При положении ковша, соответству- ющем полному сливу расплава, желоб присоединяется к ковшу посредством тяг 4 (для этой цели на ковше установлены дополнительные кронштейны с цапфами) и при кантовании ковша в исходное положение осуществляется качание желоба относительно горизонтальной оси шарнирной опоры 5. При подъеме желоба производится слив остатков металла из емкости 1 желоба, после опускания - отсоединение тяг 4 от ковша.
П р и м е р. На машине разливки жидкого чугуна в слитки разливку чугуна осуществляли из ковша вместимостью 100 т (объем ковша 14,7м3 , высота 3,6 м,) Желоб разливочной машины имел емкость для расплава
объемом 0,8 м при высоте 1,0 м. Длина желоба составляла ж 3,5 м, и длина тяг, соединяющих желоб с ковшом Lr 1,05 м (отношение U: ж 0,3). Данное отношение LT : 0,3 обеспечивало при угле кантования ковша aK 125°, угол качания желоба аж 15° или 0,12 величины угла кантования ковша.
Расплав чугуна в ковше, прошедший предварительную внепечную обработку с целью корректировки химического состава и содержащий, мас.%: С 3,9 - 4,2; Si 1,2 - 1,6; Мп 0,6 - 1,0; S до 0,005; Р до 0,1, дополнительно модифицировали ня желобе вводом порошковой ленты, содержащей t силикокальций марки СК-9,3 (содержание Са 9,3%) либо лигатуру ЖКМК (состав 7% Мд, 5% Са, 1% РЗМ, 20% Fe, остальное Si). В зависимости от температуры расплава скорость слива его регулировали в интервале 2 - 3 т/мин. После обработки в течение 3 - 4 мин проводили слив остатков чугуна из емкости желоба и еще 5 мин. потребовалось для отсоединения тяг и кантовки ковша в вертикальное положение. Таким образом, общая продолжительность слива расплава из емкости желоба и кантования ковша в исходное положение составила 8-9 мин.
По мере эксплуатации желоба происходило размывание футеровки емкости и увеличение ее объема. Это привело к увеличению как продолжительности слива остатков расплава из емкости, так и всей обработки, что в свою очередь снизило производительность разливочных машин и усложнило организацию работ на участке.
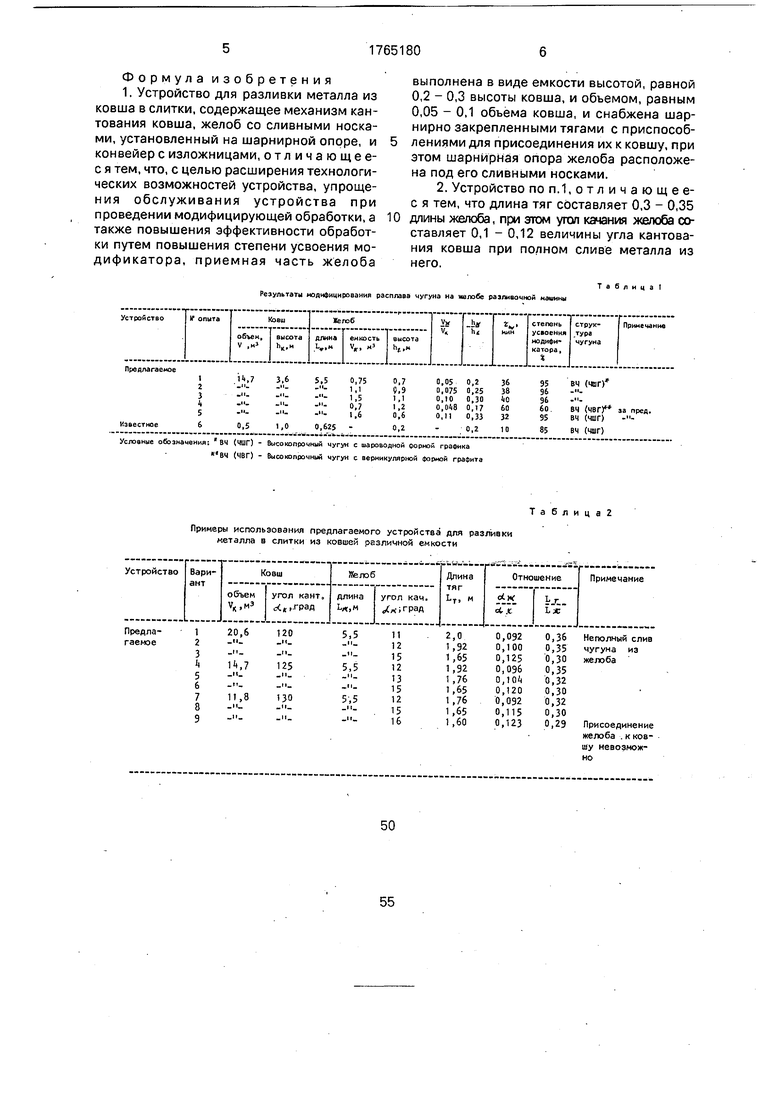
В табл.1 представлены результаты модифицирования чугуна при разливочных размерах емкости желоба, а также продолжительность его слива и обработки, из которых следует, что в заявляемых пределах емкости желоба достигаются высокая степень использования и распределения модифицирующих элементов в расплаве при минимальном увеличении продолжительности его слива и обработки. Здесь же представлены и результаты модифицирования чугуна известным устройством.
В табл.2 приведены примеры использования предлагаемого устройства для разливки металла в слитки из ковшей различной емкости.
Качание желоба при сливе расплава, осуществляемое чугуновозным ковшом, исключает не только необходимость установки дополнительного привода, но также и работ по его обслуживанию и ремонту, что обеспечивает положительный эффект в сравнении с устройством прототипа.
Формула изобретения 1. Устройство для разливки металла из ковша в слитки, содержащее механизм кантования ковша, желоб со сливными носками, установленный на шарнирной опоре, и конвейер с изложницами, отличающее- с я тем, что, с целью расширения технологических возможностей устройства, упрощения обслуживания устройства при проведении модифицирующей обработки, а также повышения эффективности обработки путем повышения степени усвоения модификатора, приемная часть желоба
Результаты модифицирования расплава чугуна на желобе разливочной машины
Условные обозначения: ВЧ (ЧШГ) Высокопрочный чугун с шароводной формой графика
ВЧ (ЧВГ) - Высокопрочный чугун с вермикулярной формой графита
Примеры использования предлагаемого устройства для разливки металла в слитки из ковшей различной емкости
0
выполнена в виде емкости высотой, равной 0,2 - 0,3 высоты ковша, и объемом, равным 0,05 - 0,1 обьема ковша, и снабжена шар- нирно закрепленными тягами с приспособлениями для присоединения их к ковшу, при этом шарнирная опора желоба расположена под его сливными носками.
Таблица I
Таблица2
| Устройство для обработки жидкого металла | 1983 |
|
SU1097436A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для получения чугуна с шаровидным графитом | 1985 |
|
SU1370146A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для разливки металлов и сплавов в изложницы | 1979 |
|
SU770647A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
