Изобретение относится к машиностроению и может быть использовано для групповой ориентированной укладки изделий в ячеистую тару или кассету и сборки изделий в кассетах.
Известно устройство для групповой ориентированной укладки изделий в кассету, содержащее основание, смонтированную на нем на упругих подвесках с возможностью независимых вертикальных, продольных и поперечных колебаний, и вибропривод.
Данное устройство не позволяет осуществлять укладку изделий одновременно в несколько кассет, так как имеет малую рабочую поверхность вибролотка, что зачастую делает его производительность недостаточной, а также одновременно укладку в кассеты разноименных изделий и сборку изделий в кассетах,
Известно также устройство для групповой ориентированной укладки изделий в ячеистую тару или кассету, содержащее основание, смонтированную на нем на упругих подвесках виброплатформу, вибролоток, состоящий из отдельных элементов с боковыми стенками, установленных на виброплатформе на упругих подвесках, вибропривод вертикальных колебаний виброплатформы, виброприводы горизонтальных колебаний отдельных элементов вибролотка и питающий бункер.
Известное устройство позволяет осуществлять раздачу кассетируемых изделий одновременно по нескольким направлениям и осуществлять укладку изделий сразу в несколько кассет. Однако в данном устройстве изделия, не запавшие в гнезда кассет, сбрасываются с каждого отдельного элемента вибролотка в специальную тару, откуда перегружаются оператором вручную в питающий бункер, Многочисленные пересыпки навалом кассетируемых изделий из специальной тары значительно увеличивают вероятность их повреждения, а также
увеличивают время внецикловых потерь, чго снижает производительность устройства и усложняет его обслуживание Оно не способно осуществлять одновременную укладку в кассеты разноименных изделий и сборку изделий в кассетах
Цель изобретения - повышение производительности устройства за счет увеличения рабочей поверхности вибролотка без
увеличения габаритных размеров устройств, расширение технологических возможностей устройства за счет обеспечения возможности осуществлять одновременную укладку в кассеты разноименных изделий и
сборку изделий в кассетах, а также уменьшение повреждаемости кассетируемых изделий за счет их циркуляции по вибролотку без сброса в дополнительную тару.
Указанная цель достигается тем, что в
устройстве, содержащем основание, смонтированную на нем на упругих подвесках виброплатформу, вибролоток, состоящий из отдельных элементов с боковыми стенками, установленных на виброплатформе на упругих подвесках, вибропривод вертикальных колебаний виброплатформы, виброприводы горизонтальных колебаний отдельных элементов вибролотка и питающий бункер, виброплатформа выполнена в плане виде
равностороннего многоугольника с четным числом сторон, элементы вибролотка направлены радиэльно, по главным диагоналям многоугольника и тангенциально вдоль его сторон и сопряжены в углах многоугольника, при этом питающий бункер выполнен из нескольких полых цилиндров, установленных на отдельных элементах вибролотка с возможностью перемещения вдоль его рабочей поверхности, количество цилиндров
не превышает общего количества отдельных элементов вибролотка, и по крайней мере два цилиндра попарно связаны между собой коромыслами, установленными с возможностью поворота на вертикальной стой-.
ке, закрепленной в центре
виброплатформы, причем количество попарно связанных цилиндров не превышает числа сторон многоугольника, а каждый цилиндр связан с коромыслом посредством шарнирно-рычажного механизма.
При этом конечные участки направленных вдоль сторон многоугольника смежных элементов вибролотка в углах многоугольника разделены конечным участком радиального элемента вибролотка, причем на конечном участке радиального элемента выполнены боковые вырезы, а на конечных участках тангенциальных элементов - соответствующие этим вырезам выступы.
С этом же целью нижний опорный торец каждого цилиндра питающего бункера выполнен с выступающим за его наружную цилиндрическую поверхность фланцем, а боковые стенки вибролотка - с Г-образным поперечным сечением, соответствующим фланцу цилиндра.
При таком расположении устройства в отдельные полые цилиндры питающего бункера, установленные, соответственно, на радиальных и тангенциальных элементах вибролотка, можно загружать разноименные изделиями осуществлять их одновременную укладку в различные кассеты или осуществлять сборку изделий в кассетах, а также обеспечить циркуляцию кассетируе- мых изделий по вибролотку, т .е. обеспечить работу устройства без Сброса кассетируе- мых с вибролотка в тару, что упрощает обслуживание устройства оператором, снижает внецикловые потери и уменьшает вероятность повреждения изделий за счет исключения их многочисленных пересыпок навалом. Выполнение вибролотка одновременно с радиальными и тангенциальными отдельными элементами значительно увеличивает его рабочую площадь, что позволяет осуществлять одновременную укладку изделий в большое число кассет, т.е. повысить производительность устройства. Сопряжение тангенциальных и радиальных отдельных элементов вибролотка в углах многоугольника виброплатформы посредством соответственно выполненных вырезов с разделением конечным участком радиального элемента вибролотка его тангенциальных элементов обеспечивает надежный переход цилиндров питающего бункера с радиальных элементов на тангенциальные (и наоборот) при сборке изделий.
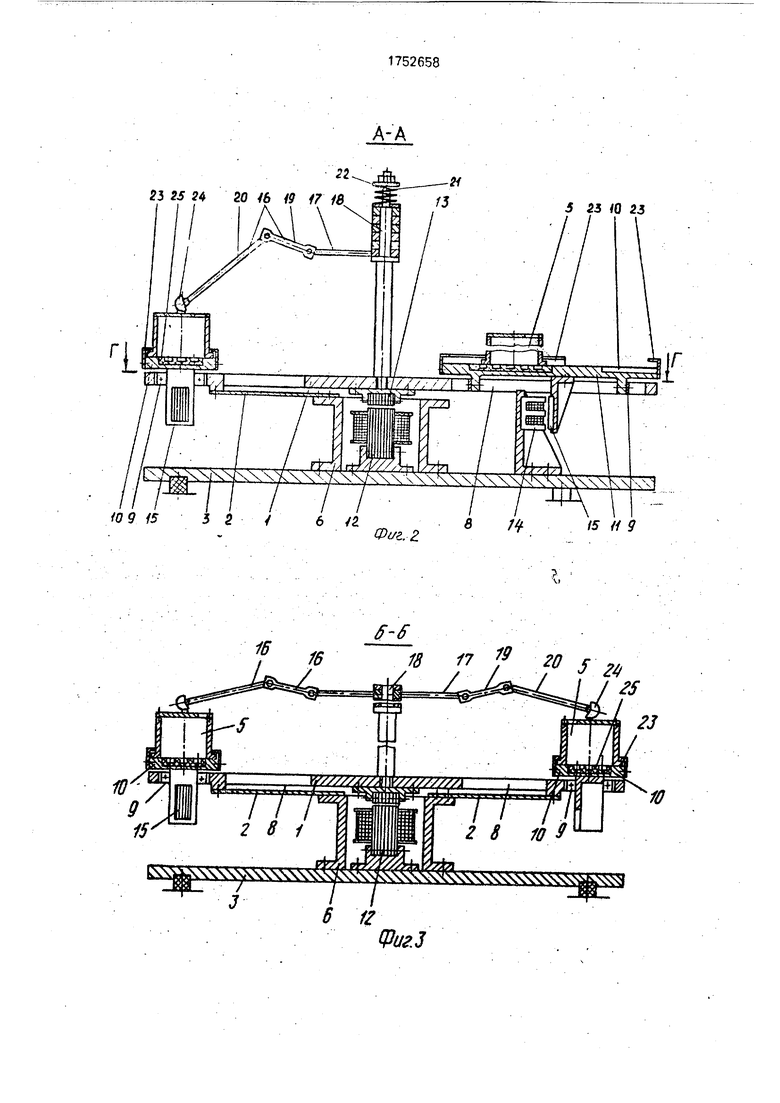
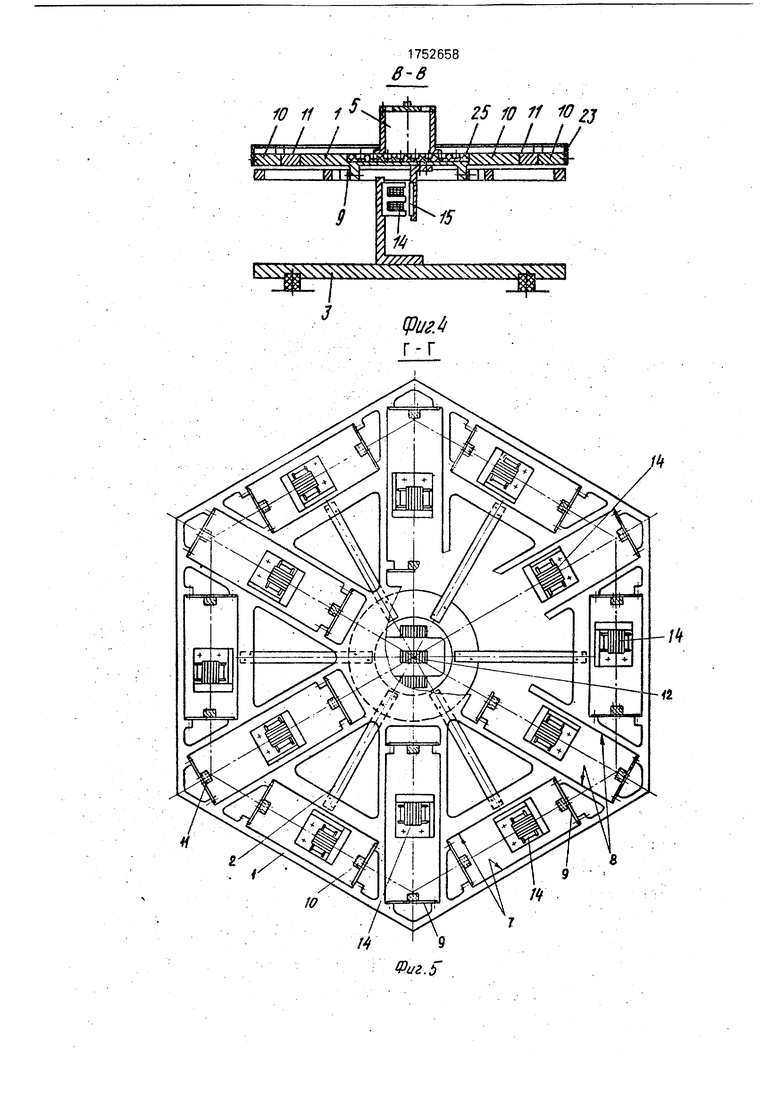
На фиг.1 представлено устройство, общий вид сверху; на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.1; на фиг.4 - сечение В-В на фиг.1; на фиг.5 - сечение Г-Г на фиг.2.
Устройство содержит виброплатформу 1, смонтированную на упругих подвесках 2 на основании 3. установленный на виброплатформе вибролоток 4, состоящий из от- дельных элементов, виброприводы и питающий бункер, выполненный из нескольких полых цилиндров 5, установленных на отдельных элементах вибролотка с возможностью перемещения вдоль его ра0 бочей поверхности. Виброплатформа 1 выполнена в виде равностороннего многоугольника с четным числом сторон, В зависимости от числа кассет; которые необходимо загружать одновременное зависи5 мости от требуемой производительности), она может быть выполнена в виде квадрата, шестиугольника и т.п., т.е. в виде равностороннего многоугольника, имеющего по крайней мере четыре стороны. В качестве
0 примера конкретного исполнения устройства представлена конструкция с виброплатформой, выполненной в виде равностороннего шестиугольника,
Основание 3 имеет форму и размеры,
5 соответствующие по размерам и форме виброплатформе 1. В геометрическом центре основания 3 установлен корпус 6, выполненный в виде полого цилиндра с двумя фланцами. На верхнем фланце корпуса 6
0 консольно горизонтально закреплены упругие подвески 2, на которых смонтирована виброплатформа 1. При этом упругие подвески 2 закреплены радиально на фланце корпуса 6 так, что после монтажа на них
5 виброплатформы каждая подвеска перпендикулярна соответствующей стороне многоугольника виброплатформы 1. Упругие подвески 2 выполнены в виде набора плоских пружин, рабочие плоскости которых,
0 для предотвращения паразитных колебаний виброплатформы 1 в горизонтальной плоскости, расположены По горизонтали,
Вдоль сторон многоугольника виброплатформы 1 и по ее главным диагоналям
5 выполнены окна 7 и 8 соответственно, в которых перпендикулярно йх осям горизонтально закреплены упругие подвески 9. На данных упругих подвесках 9 в соответствующих окнах 7 и 8 установлены тангенциаль0 ные 10 и радиальные 11 отдельные элементы вибролотка 4. Они сопряжены в углах многоугольника виброплатформы с зазором S один относительно другого, обеспечивающим их независимые колебания, и с
5 образованием вдоль сторон (по периметру) виброплатформы замкнутого виброконтейнера. Каждая упругая подвеска 9 выполнена в виде набора плоских пружин, рабочие плоскости которых, для предотвращения возникновения паразитных колебаний
отдельных элементов вибролотка в вертикальной плоскости, расположены по вертикали. Такая конструкция виброплатформы и Составного вибролотка обеспечивают симметричность устройства, что упрощает его наладку.
Вибропривод вертикальных колебаний виброплатформы выполнен в виде электромагнита 12, вертикально установленного на основании 3 в корпусе 6. Его якорь 13 посредством держателя закреплен на нижней плоскости виброплатформы 1. Виброприводы независимых горизонтальных колебаний отдельных элементов вибролотка выполнены в виде электромагнитов 14. горизонтально установленных на оси соответствующего отдельного элемента вибролотка на закрепленных на основании кронштейнах. Якорь 15 каждого из электромагнитов 14 горизонтально установлен на кронштейне, закрепленном на нижней плоскости Соответствующего отдельного элемента вибролотка 4.
Отдельные полые цилиндры 5 питающего бункера выполнены без дна и свободно в вертикальном положении установлены на рабочих поверхностях отдельных элементов вибролотка. Для упрощения наладки устройства (виброприводов), повышения надежности вибротранспортирования отдельных полых цилиндров 5, упрощения контроля за их положением на вибролотке и управления их перемещением, часть из них, по крайней мере два, попарно связаны между собой. Возможность осуществления такой связи обеспечивается соответствующим конструктивным исполнением виброплатформы 1 - в виде равностороннего многоугольника с четным числом сторон. Данные полые цилиндры через шарнирно- рычажные механизмы 16 связаны между собой коромыслами 17, установленными с возможностью поворота на вертикальной стойке 18, закрепленной в центре виброплатформы 1. В качестве одного из возможныхвариантовисполненияшарнирно-рычажного механизма 16 представлен двухзвенный механизм, состоящий из кривошипа 19 и шатуна 20. Данные звенья с соответствующим полым цилиндром 5, играющим в данном случае роль ползуна, образуют кривошипно-ползунный механизм. Поэтому размеры кривошипа 19 и шатуна 20 определяются из условия несовпадения крайних, в радиальном направлении, положений отдельных полых цилиндров 5 с мертвыми положениями соответствующих кривошипно-ползунных механизмов, Коромысла 17, попарно связывающие полые цилиндры 5, установлены один над другим на стойке 18, которая для их фиксации в осевом направлении и возможности регулировки скорости их вращения (скорости движения полых цилиндров 5) оснащена фрикционным регулируемым тормозом, состоящим из пружины 21 сжатия и тормозной шайбы 22. Остальные полые цилиндры 5 свободно, без взаимосвязи, установлены на соответствую0 щих отдельных элементах вибролотка 4. Максимальное числ#попарно связанных коромыслами 17 полых цилиндров 5 и несвязанных полых цилиндров 5 питающего бункера не превышает числа сторон много5 угольника виброплатформы 1, те. максимальное число каждого из типов полых цилиндров 5 (связанных и несвязанных) не превышает числа сторон многоугольника виброплатформы 1 (т е. максимальное число
0 обоих типов полых цилиндров не может превышать числа тангенциальных 10 или радиальных 11 элементов вибролотка), а общее максимальное число полых цилиндров 5 не превышает общего числа отдельных эле5 ментов вибролотка Это обеспечивает беспрепятственно перемещение полых цилиндров 5 при сборке изделий в кассетах как по тангенциальным, так и по радиальным элементам выбролотка в заданной по0 следовательности. Питающий бункер при использовании устройства для укладки изделий в кассету может иметь минимальное число отдельных полых цилиндров 5, равное двум, т.е. пару связанных полых цилиндров
5 При использовании обоих типов полых ци- линдро в 5 для укладки и сборки изделий в кассетах минимальное число отдельных полых цилиндров 5 равно трем, т.е. один свободно установленный несвязанный полый
0 цилиндр 5 и одна пара связанных коромыслом полых цилиндров 5.
На нижнем опорном торце полого цилиндра 5 питающего бункера выполнен выступающий за его внешнюю
5 цилиндрическую поверхность фланец, Для предотвращения схода отдельных полых цилиндров 5 с вибролотка 4 каждый отдельный элемент последнего снабжен боковыми стенками 23. При этом, чтобы исключить
0 случайное опрокидывание отдельного полого цилиндра 5, боковые стенки 23 имеют Г-обраэное поперечное сечение, размеры которого соответствуют размерам выступающей части фланца последнего. Для увели5 чения подвижности полых цилиндров 5, с целью предотвращения их случайного заклинивания, они могут быть соединены с соответствующим шатуном 20 шарнирно- рычажного механизма 16 вместо цилиндрического шарнира посредством
сферического шарнира 24, смонтированного на крышке полого цилиндра, имеющей окна для загрузки кэссетируемых изделий. Положения отдельных полых цилиндров 5 питающего бункера на вибролотке 4 контро- лируются датчиками, установленными на конечных участках и в середине отдельных элементов вибролотка
Для обеспечения независимости колебаний отдельных элементов вибролотка 4 величина зазора S между ними равна максимально возможной амплитуде их горизонтальных колебаний, те равна 1,0-3,0 мм. Такая величина зазора S обеспечивает также беспрепятственный переход отдельных полых цилиндров 5 питающего бункера с одного отдельного элемента вибролотка на другой, а также исключает заклинивание в них изделий, находящихся в полых цилиндрах.
На верхних рабочих поверхностях каждого из отдельных элементов вибролотка 4 выполнены пазы для установки загружаемых кассет 25 Они устанавливаются на вибролотке заподлицо с его рабочими поверхностями, Количество кассет, устанавливаемых на каждом отдельном злементе вибролотка, определяется соотношением площади кассеты и площади рабочей поверхности отдельного элемента вибролотка.
Устройство снабжено специальным блоком питания и управления, обеспечивающим независимое включение, выключение и регулировку величин напряжений питающих оботки электромагнитов 12 и 14 вибро- приводов, а также сдвиг фаз этих напряжений для подбора оптимальных режимов вибротранспортирования отдельных полых цилиндров 5 питающего бункера по вибролотку Он обеспечивает также отклю- чение и включение соответствующих электромагнитов виброприводов, а также сдвиг фаз напряжений, питающих обмотки этих электромагнитов, по коменде датчиков, контролирующих положения полых цилиндров питающего бункера на вибролотке.
Устройство работает следующим образом.
Перед началом работы осуществляют настроиу устройства на укладку изделий оп- ределенного типа (одноименных или разноименных) или на сборку изделий
На вибролотке устанавливается необходимое число пар отдельных полых цилиндров 5 питающего бункера. При одновременнсжукладке во все кассеты одноименных изделий количество пар определяется требуемой производительностью. При одновременной укладке в кассеты разноименных изделий количество этих пар определяется числом наименований изделий, которые необходимо одновременно укладывать и требуемой производительностью. Причем с помощью каждого полого цилиндра 5 питающего бункера можно осуществлять укладку изделий определенного наименования, т.е число N одновременно укладываемых в кассеты разноименных изделий может изменяться от двух до 2п, где п- число сторон многоугольника виброплатформы 1 (т е на каждом отдельном элемента вибролотка 4 может укладываться изделие определенного типа) В данном случае на отдельные элементы вибролотка может быть установлено следующее число полых цилиндров1 одна пара связанных полых цилиндров и один несвязанный полый ци линдр, при этом nt 1-n/2 пар (или 2-п штук) связанных полых цилиндров и штук несвязанных полых цилиндров, при этом п
При сборке изделий в кассетах количество одновременно устанавливаемых полых цилиндров 5 питающего бункера определяется, в первую очередь, число деталей, составляющих собираемое изделие. Сборку целесообразнее производить только на тангенциальных элементах вибролотка, а его радиальные элементы использовать в качестве стартовых позиций для отдельных полых цилиндров, действующих на определенном этапе сборочной операции. Количество тех или иных отдельных полых цилиндров 5 питающего бункера в каждом конкретном случае определяется экспериментально так как зависит от многих факторов1 количества деталей собираемого изделия, требуемой производительности, числа проходов полого цилиндра по кассете, необходимого для ее заполнения до требуемой степени, и др. Так, например, количество кассет, в которых может осуществляться одновременно сборка изделий, зависит от числа сторон многбугольника виброплатформы 1 (числа тангенциальных отдельных элементов вибролотка) и числа деталей, составляющих собираемое изделие. Наибольшее число кассет, в которых одновременно производится сборка, может быть установлено при сборке двухкомпо- нентных изделий В этом случае кассеты могут быть установлены на каждом тангенциальном элементе вибролотка.
Путем регулировки напряжений, питающих обмотки электромагнитов 12 и 14 виброприводов, и соответствующего сдвига их фаз устанавливают оптимальную скорость вибротранспортирования отдельных полых цилиндров питающего бункера, обеспечивающую наибольшую степень заполненности кассет при минимальном числе проходов полых цилиндров по кассете (определяется экспериментально). При этом дополнительные возможности регулировки скорости аибротранслортирования попарно связанных полых цилиндров 5 питающего бункера обетч ичается тормозным устройством, установленным на стойке 18. В систему управления закладывается соответствующая программа, обеспечивающая необходимый характер и последовательность перемещения полых цилиндров 5 по элементам вибролотка. Необходимый характер перемещений полых цилиндров определяется требуемой производительностью и числом одновременно укладываемых изделий. Так, при использовании устройства для укладки изделий часть полых цилиндров может перемещаться все время в одном направлении, переходя с одного тангенциального элемента вибролотка на другой и циркулируя по образованному ими замкнутому виброконвейеру, а их другая часть - совершать возвратно-поступательные перемещения на радиальных элементах вибролотка; либо все полые цилиндры могут совершать возвратно-поступательные перемещения на соответствующих отдельных элементах вибролотка, как тангенциальных, так и радиальных, В первом случае для укладки изделий в кассеты на тангенциальных элементах вибролотка целесообразно использовать попарно связанные полые цилиндры, так как они более надежно управляются.
Загружаемые кассеты 25 устанавливают в пазы отдельных элементов вибролотка 4, кассетируемые изделия засыпают в соответствующие полые цилиндры 5 питающего бункера и включают виброприводы путем подачи питающих напряжений на обмотки электромагнитов 12 и 14,
После включения виброприводов электромагнит 12 возбуждает вертикальные колебания виброплатформы 1 на упругих подвесках 2 относительно основания 3, а каждый электромагнит 14- горизонтальные колебания отдельныхэлементов 10 и 11 вибролотка относительно виброплатформы 1. В результате этого каждый из отдельных элементов вибролотка совершает независимые гармонические колебания под некоторым углом к горизонту относительно основания 3. Под действием сил инерции, возникающих при направленных колебаниях отдельных элементов вибролотка, находящиеся на нем полые цилиндры 5 питающего бункера начинают перемещаться по рабочим поверхностям его соответствующих элементов. При этом попарно связанные полые цилиндры 5 перемещаются, поворачивая соответствующие коромысла 17 по часовой или против часовой стрелки. Последовательность перемещения как связанных, так и несвязанных полых цилиндров 5, направление и характер их перемещения (поступательное или возвратно-поступательное) обеспечивается системой управления. Жесткая попарная связь части полых цилиндров
0 питающего бункера посредством коромысел 17 (в плоскости поворота последних) и их кинематическая развязка относительно последних в плоскости, перпендикулярной плоскости поворота коромысел 17 посред5 ством шарнирно-рычажных механизмов 16 и сферических шарниров 24, упрощает контроль за местонахождением полых цилиндров на отдельных элементах вибролотка при их большом числе, а также обеспечивает их
0 надежный переход с одного элемента вибролотка на другой и исключает их случайное заклинивание. При укладке изделий в кассеты переход всех полых цилиндров питающего с одного отдельного элемента вибролотка
5 на другой осуществляется синхронно, При сборке изделий синхронно осуществляется переход с одного элемента вибролотка на другой соответствующей группы полых цилиндров 5, выполняющих определенный
0 этап сборочной операции. Для этого, при достижении какого-либо полого цилиндра 5 конечного (в направлении движения по вибролотку) участка соответствующего отдельного элемента вибролотка, по команде
5 датчика отключается электромагнит 14 возбуждения горизонтальных колебаний данного элемента вибролотка и находящийся на нем полый цилиндр прекращает свое перемещение. То же самое происходит и на
0 других отдельных элементах вибролотка. После того, как все полые цилиндры 5, участвующие в процессе, достигнут конечных участков соответствующих элементов вибролотка, система управления включает
5 электромагниты 14 возбуждения горизонтальных колебаний соответствующих элементов вибролотка и все полые цилиндры одновременно переходят на соответствующие соседние отдельные элементы вибро0 лотка. Это позволяет в процессе работы устройства устранить случайное отставание какого-либо полого цилиндра и обеспечивает их синхронное перемещение по отдельным элементам вибролотка. Малая
5 величина зазора S между отдельными элементами вибролотка обеспечивает беспрепятственный переход полых цилиндров с одного отдельного элемента вибролотка на другой и исключает заклинивание в них кас- сетируемых изделий.
Возвратно-поступательное перемещение полых цилиндров по соответствующему отдельному элементу вибролотка осуществляется следующим образом.
При достижении каждого из полых ци- 5 линдров конечных участков соответствующих отдельных элементов вибролотка по команде датчиков осуществляется сдвиг фаз напряжений, питающих обмотки электромагнитов 14, возбуждающих горизон- 10 тальные колебания данных отдельных элементов вибролотка. В результате этого изменяется угол колебаний данных элементов вибролотка и полые цилиндры 5 начинают перемещаться по ним в обратном 15 направлении. То же самое происходит при достижении полых цилиндров противоположных конечных участков данных элементов вибролотка, и обеспечивает возвратно-поступательное перемещение 20 каждого из полых цилиндров по одному из элементов вибролотка
При прохождении полого цилиндра по кассете находящиеся в нем изделия, подвергаемые ворошению вследствие вибра- 25 ции элемента вибролотка и перемещения полого цилиндры, западают в ее гнезда и фиксируются в них в определенном ориентированном положении (обеспечивается соответствующей конструкцией гнезда кассеты). 30 При сборке изделий укладка составляющих его деталей в кассеты осуществляется в требуемой последовательности. Количество проходов полого цилиндра по кассете, обеспечивающее необходимую степень ее за- 35 полненности, в каждом конкретном случае определяется экспериментально.
При укладке изделий в кассеты возможны следующие варианты перемещения полых цилиндров по отдельным элементам 40 вибролотка: попарно связанные полые цилиндры перемещаются все время в одном направлении, переходя с одного тангенциального элемента вибролотка на другой и циркулируя по нему, а несвязанне полые 45 цилиндры совершают возвратно-поступательные перемещения на соответствующих радиальных элементах вибролотка; несвязанные полые цилиндры перемещаются все время в одном направлении, переходя из 50 одного тангенциального элемента вибролотка на другой и циркулируя по образованному ими замкнутому виброконвейеру, а попарно связанные полые цилиндры совер- шают возвратно-поступательные переме- 55 щения на соответствующих оппозитно расположенных радиальных элементах вибролотка; попарно связанные и несвязанные полые цилиндры совершают возвратно-поступательные перемещения на соответствующих отдельных элементах вибролотка, причем как те, так и другие могут быть размещены либо на тангенциальных, либо на радиальных элементах вибролотка.
При укладке разноименных изделий здесь в первом и втором вариантах на тангенциальных элементах вибролотка могут укладываться только одноименные изделия, а на каждом радиальном элементе - определенный тип изделий; в третьем варианте на каждом отдельном элементе вибролотка может укладываться определенный тип изделий Необходимый вариант перемещения полых цилиндров по вибролотку определяется экспериментально в зависимости от числа наименований одновременно укладываемых в кассеты издё лий и требуемой производительности. Причем в вариантах, при которых полые цилиндры циркулируют по тангенциальным элементам вмбролотка, предпочтителен тот вари антг котором эту циркуляцию совершают попарно связанные полые цилиндры, так как они более надежно переходят стыки е жду Ј тдельны- ми элементами вибролотка.
Сборка изделий многовариантна. Поэтому в качестве конкретного примера рассматривается вариант сборки изделий из двух деталей, при котором может быть достигнута наибольшая производительность.
Кассеты 25, в которых осуществляется сборка, устанавливаются в пазы тангенциальных элементов вибролотка. Пазы под кассеты на радиальных отдельных элементах вибролотка закрываются специальными вкладышами. Базовые детали собираемого изделия и устанавливаемые в них детали засыпаются соотвественно в попарно связанные и несвязанные полые цилиндры питающего бункера (или наоборот). При этом попарно связанные полые цилиндры используются для укладки той детали, для которой требуется меньшая скорость перемещения. Пусть для укладки базовой детали требуется меньшая скорость, тогда в исходном положении устройства попарно связанные полые цилиндры питающего бункера с базовыми деталями собираемого изделия находятся на начальных участках тангенциальных элементов 10 вибролотка, а несвязанные полые цилиндры с устанавливаемые деталями (устанавливаемыми в базовые детали изделия) - на его радиальных отдельных элементах 11. Включаются виброприводы устройства, причем там, что из электромагнитов 14 возбуждения горизонтальных колебаний отдельных элементов вибролотка работают только электромагниты тангенциальных элементов. Поэтому попарно связанные полые цилиндры
питающего бункера начинают перемещаться потангенциал- ммм элементам вибролотка и в требуемом ориентированном положении укладывать базовые детали изделия в кассеты, а несвязанные полые цилиндры в это время стоят на радиальных элементах вибролоткт. В процессе выполнения попарно связанными полыми цилиндрами последнего прохода по кассетам, в момемт ид нахождения в центре соответствующих тангенциальных элементов вибро- лоткэ, их электромагниты 14 отключаются и включаются электромагниты 14 радиальных элементов. Попарно связанные полые цилиндры останавливаются в центре тангенциальных элементов вибролотка, а несвязанные полые цилиндры начинают перемещаться по радиальным элементам к их стыку с радиальными тангенциальными элементами. В момент достижения несвязан- ных полых цилиндров крайних в радиальном направлении положений в углах виброплатформы 1 электромагниты 14 радиальных элементов отключаются, а в тангенциальных включаются. Попарно связанные и несвязанные полые цилиндры начинают перемещаться по тангенциальным элементам вибролотка.
При этом попарно связанные цилиндры, завершая последний проход по кассе там, заканчивают укладку базовых деталей, а следующие за ними несвязанные цилиндры начинают укладку в гнезда кассеты с базовыми деталями устанавливаемых в них деталей, т.е. осуществлять непосредственно сборку изделия. Соединение деталей осуществляется под действием собственного веса устанавливаемых деталей и их ворошения, а их фиксация обеспечивается конструкцией гнезда кассеты. В момент достижения попарно связанных полых цилиндров главной диагонали виброплатформы продольной оси соответствующего радиального элемента вибролотка) электромагниты 14 тангенциальных элементов вибролотка отключаются, а в его радиальных элементов включаются. Перемещение несвязанных полых цилиндров по тангенциальным элементам вибролотка прекращается, а попарно связанные полые цилиндры начинают перемещаться по радиальным элементам вибролотка к центру виброплатформы.
После достижения попарно связанными полыми цилиндрами крайних в радиальном направлении положений у стойки 18, электромагниты 14 радиальных элементов вибролотка отключаются, а в его тангенциальных элементов включаются. Поэтому далее попарно связанные полые цилиндры стоят на радиальных элементах, а несвязан-
ные продолжают перемещение по тангенциальным элементам вибролотка, завершая сборку изделий. Перед их последним проходом по кассетам, в момент их нахождения
5 на начальных участках соответствующих тангенциальных элементов вибролотка, вновь включаются электромагниты 14 радиальных элементов вибролотка. Причем их включение осуществляется со сдигом фаз
10 питающего их напряжения, поэтому попарно связанные полые цилиндры начинают перемещаться по радиальным элементам вибролотка от центра виброплатформы 1. Далее, в момент нахождения несвязанных
15 полых цилиндров в центре соответствующих тангенциальных элементов вибролотка, электромагниты 14 последних отключаются и вновь включаются, когда попарно связанные полые цилиндры достиг20 нут крайнего в радиальном направлении положения. Затем и те, и другие полые цилиндры перемещаются по тангенциальным элементам вибролотка.
Причем, так как скорость несвязанных
25 полых цилиндров выше, то в момент их достижения соответствующих продольных осей радиальных элементов вибролотка, попарно связанные полые цилиндры будут находиться только на начальных участках 30 соответствующих тангенциальных элементов вибролотка. В этот момент электромагниты 14 тангенциальных элементов отключаются, а радиальные включаются с соответствующим сдвигом фаз питающего
35 напряжения. Поэтому попарно связанные полые цилиндры останавливаются на начальных участках соответствующих тангенциальных элементов вибролотка, а несвязанные полые цилиндры перемещают40 ся по радиальным элементам к центру виброплатформы. При достижении последними крайних положений виброприводы отключаются. Оператор снимает кассеты с собранными изделиями, устанавливает
45 пустые кассеты, вновь включает вибропривод устройства и далее цикл повторяется,
Использование в составе питающего бункера части попарно связанных и части несвязанных полых цилиндров обеспечива50 ет их беспрепятственный взаимный переход с тангенциальных элементов вибролотка на его радиальные элементы в требуемой последовательности при их максимально возможном числе, позвляющем
55 достигнуть наибольшей производительности. При меньшем числе полых цилиндров питающего бункера, например если они будут установлены не на всех элементах вибролотка, а на каждом втором, упрощается, цикл работы устройства (упрощается с точки
зрения его управлением), но снижается производительность, Беспрепятственный взаимный переход полых цилиндров с тангенциальных элементов вибролотка на радиальные (и наоборот) обеспечивается также и тем, что в каждом углу многоугольника виброплатформы конечные участки смежных тангенциальных элементов вибролотка разделены конечным участком соответствующего его радиального элемента.
Предлагаемое устройство обеспечивает повышение производительности укладки изделий в тару или кассету по крайней мере в 3-4 раза за счет увеличения рабочей поверхности вибролотка без существенных увеличений габаритных размеров устройства, позволяет осуществлять одновременную укладку в кассеты изделий разных наименований, производить в кассетах сборку многокомпонентных изделий, а так- же значительно снижать вероятность повреждения изделий.
Формула изобретения 1. Устройство для групповой укладки изделий в тару или кассету, содержащее.осно- вание, смонтированную на нем на упругих подвесках виброплатформу, вибролоток, состоящий из отдельных элементов с боковыми стенками, установленных на виброплатформе на упругих подвесках, виб- ропривод вертикальных колебаний вибро- плафтормы, виброприводы горизонтальных колебаний отдельных элементов вибролотка и питающий бункер, отличающееся тем, что, с целью повышения производитель- ности, расширения технологических возможностей устройства и . уменьшения повреждаемости изделий, виброплатформа выполнена в плане в виде равностороннего
многоугольника с четным числом сторон, а элементы вибролотка направлены радиаль- но по главным диагоналям многоугольника, и тангенциально вдоль его сторон, и сопряжены в углах многоугольника, при этом питающий бункер выполнен из нескольких полых цилиндров, установленных на отдельных элементах вибролотка с возможностью перемещения вдоль его рабочей поверхности, количество цилиндров не превышает общего количества отдельных элементов вибролотка, по крайней мере два цилиндра попарно связаны между собой коромыслами, установленными с возможностью поворота на вертикальной стойке, закрепленной в центре виброплафтормы, причем количество попарно связанных цилиндров не превышает числа сторон многоугольника, а каждый цилиндр связан с коромыслом посредством шарнирно-ры- чажного механизма.
2.Устройство по п.1,отличающееся тем, что конечные участки направленных вдоль сторон многоугольника смежных элементов вибролотка в углах многоугольника разделены конечным участком радиального элемента вибролоткз, при этом на конечном участке радиального элементы выполнены боковые вырезы, а на конечных участках тангенциальных элементов - соответствующие этим вырезам выступы.
3.Устройство по пп.1 и2,отличающе е с я тем, что нижний опорный торец каждого цилиндра питающего бункера выполнен с выступающим за его наружную цилиндрическую поверхность фланцем, а боковые стенки вибролотка - с Г-образным поперечным сечением, соответствующим фланцу цилиндра.
Јг
&
я / ог
6i
//
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой ориентированной укладки изделий в тару или кассету | 1990 |
|
SU1747311A1 |
| Устройство для укладки изделий в ячеистую тару или кассету | 1990 |
|
SU1745618A1 |
| Устройство для укладки изделий в тару или кассету | 1990 |
|
SU1747312A1 |
| Устройство для подачи и укладки изделий в тару | 1987 |
|
SU1535757A1 |
| Способ параллельной ориентированной выдачи стержневых изделий с головкой | 1989 |
|
SU1703371A1 |
| Устройство для ориентированной укладки штучных изделий | 1983 |
|
SU1135691A1 |
| Устройство для сборки и контактной сварки деталей | 1978 |
|
SU770696A1 |
| Устройство для ориентации деталей | 1981 |
|
SU975319A1 |
| Устройство для выгрузки сыпучего материала из бункера | 1986 |
|
SU1318501A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ И НАКОПЛЕНИЯ ДЕТАЛЕЙ | 1991 |
|
RU2011504C1 |
Изобретение относится к машиностроению и может быть использовано для групповой ориентированной укладки изделий в ячеистую тару и кассеты, а также сборки изделий в кассетах. Цель изобретения - повышение производительности устройства, раширение технологических возможносте и уменьшение повреждаемости изделий. Кас- сетируемые изделия засыпаются в полые цилиндры 6 питающего бункера, установленные на отдельных элементах вибролотка 4, смонтированных на упругих подвесках вдоль сторон и по главным диагоналям виброплатформ 1, установленной на основании
6 н si
f O f f
а
Л 60
п fi f г
8S9Z9/.1
ы
9
J-J
№Л
&CЈW ///777
SI
VL
Ж1НРАM
ШШЧ88$ ъ &&у№Е№&&5®3 ®Ш№Я8№ j ,
/I I i l
01 U Of SZ I
V
1Ж
ж
m
I
плфлл
III
/ X/ Of
| Устройство для подачи и укладки изделий в тару | 1987 |
|
SU1535757A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
