Изобретение относится к области автоматизации технологических процессов ковки и штамповки и может быть использовано для ориентации и кассетирования плоских деталей сложной конфигурации, имеющих одно или несколько произвольно расположенных отверстий.
Известно устройство для ориентации и кассетирования плоских деталей с отверстием, содержащее смонтированный на корпусе наборный блок с оправками.
Однако известное устройство недостаточно производительно, так как в нем специально предусмотренными средствами осуществляют активную ориентацию деталей, кроме того, оно ориентирует и кассетирует только такие детали, которые имеют не менее одной оси симметрии.
Для повышения производительности предлагаемого устройства наборный блок выполнен в виде многоручьевого вибролотка и установленных на нем сменных планок-трафаретов с профильными окнами по числу различимых устойчивых положений кассетируемой детали.
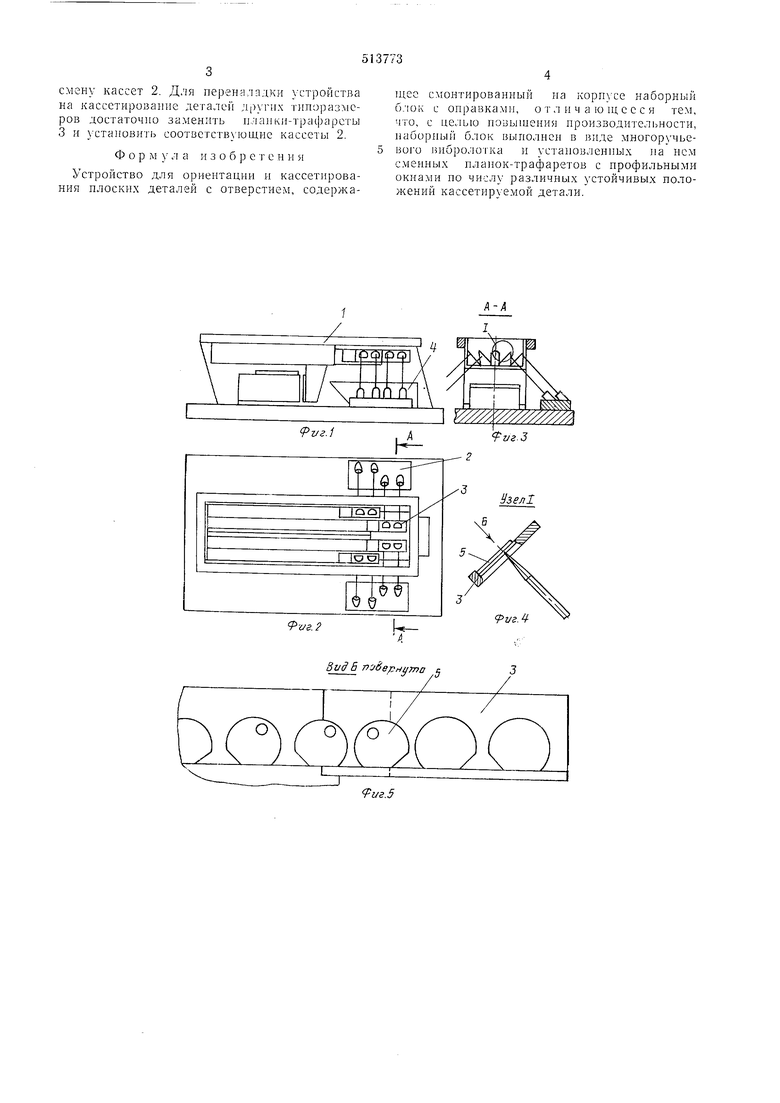
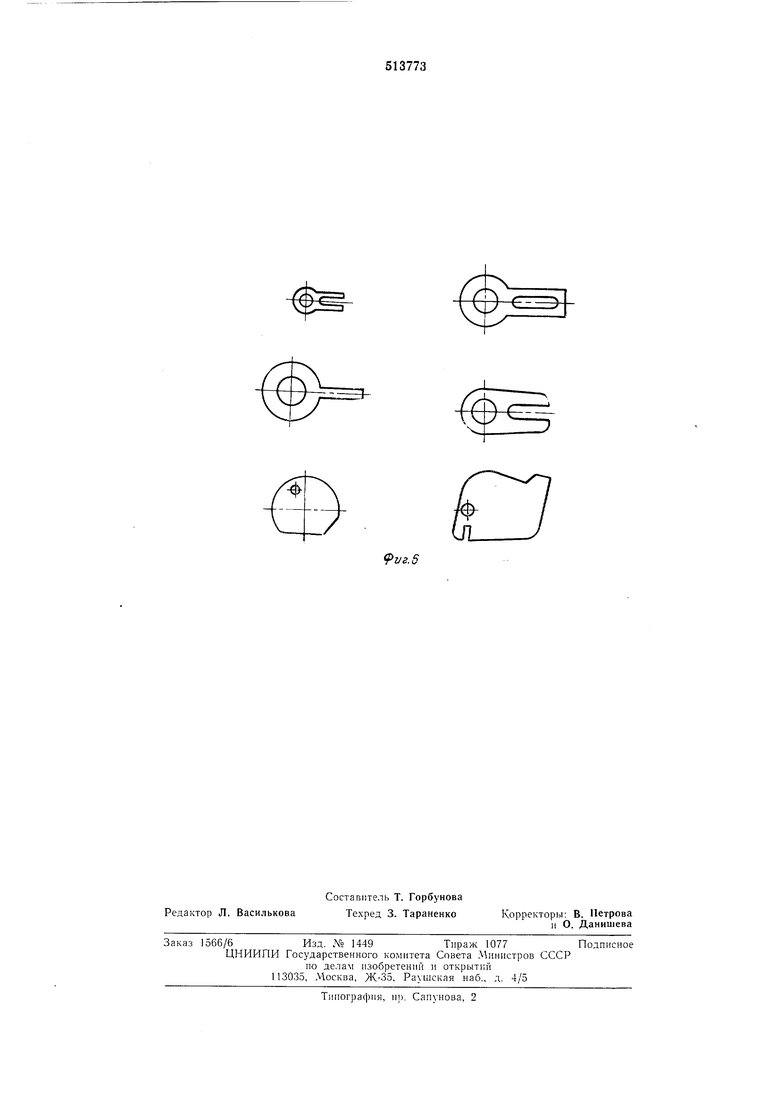
На фиг. 1 схематически изображено предлагаемое устройство, фронтальная проекция; на фиг. 2 - то же, горизонтальная проекция; на фиг. 3 - разрез по А-А на фиг. 2; на Фиг. 4 - узел I на фиг. 3; на фиг. 5 - вид по стрелке Б на фпг. 4; на фиг. 6 - примеры
деталей, подлежащих кассетированию на стержневые кассеты.
Устройство для ориентации и кассетпрования плоских деталей с отверстием содержит
многоручьевой вибролоток 1 с электромагнитным приводом, кассеты 2 с оправками, сменные планки-трафареты 3 с профильными окнами по числу устойчивых различимых положений кассетируемой детали. Под плапкамитрафаретами 3 установлена коробка 4 для сброса бракованных и несорнентированных детален. Каждая оправка кассеты 2 совмещена вершиной конуса с центром отверстия детали 5, находящейся в соответствующем окне планки-трафарета.
Устройство работает следующим образом. Кассетируемые детали 5 подаются из вибробупкера непрерывным потоком на вибролоток 1 со , противоположной плапкамтрафаретам S, и перемещаются по направлению к ним под действием вибрации. Прцэтом каждая деталь 5 разворачивается до одного из устойчивых положе1И1Й. После того, как деталь до.ходнт до соответствующего окна
планки-трафарета 3, она проваливается, надеваясь одновременно своим отверстием на оправку кассеты 2. Бракованные деталп (погрешности формы, погнутость, отсутствие отверстия и т. п.), а также детали, идущие вторым слоем, падают в коробку 4.
После зано.шепия оправок производят
смену кассет 2. Для переналадки устройства на кассетированпе деталей Д|ПГ11. типоразмеров достаточно заменить нлаикн-трафарсты 3 и установить соответствуюн не кассеты 2.
Фор м у 1 а и 3 о б р е т е н и я Устройство для ориентации и каесетирования плоских деталей с отверстием, содержащее смонтированный на корпусе наборный блок с оправками, о т л и ч а ю nie е с я тем, что, с иелыо повышения производительности, наборный блок выполнен в виде многоручьевого 1 ибролотка и установленных на нем сменных планок-трафаретов с профильными окнами по числу различных устойчивых положений кассетируемой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для кассетирования плоских деталей | 1986 |
|
SU1348139A1 |
| Устройство для ориентированной загрузки деталей в съемную кассету | 1986 |
|
SU1342672A1 |
| Устройство для кассетирования плоских деталей | 1988 |
|
SU1618578A1 |
| Устройство для укладки изделий в ячеистую тару или кассету | 1990 |
|
SU1745618A1 |
| Устройство для загрузки изделий, преимущественно оснований корпусов интегральных схем, в кассеты | 1989 |
|
SU1762431A1 |
| Устройство для набора деталей в кассету | 1983 |
|
SU1164036A1 |
| Устройство для загрузки деталей в сотовые кассеты | 1980 |
|
SU929395A1 |
| Автомат для сортировки плоских деталей по толщине | 1975 |
|
SU573208A1 |
| Устройство для кассетирования деталей | 1985 |
|
SU1296359A1 |
| Устройство для ориентации цилиндрических деталей с прямоугольными выступами | 1975 |
|
SU587532A1 |
8vd Б n depfit/mo
Л-/
Т
fue.S
V/
