(5) ВАКУУМНОЕ ЗАХВАТНОЕ УСТРОЙСТВО

| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумное захватное устройство | 1983 |
|
SU1094735A1 |
| Вакуумное захватное устройство | 1981 |
|
SU1036657A1 |
| Пневматический захват | 1979 |
|
SU829536A1 |
| Вакуумное захватное устройство | 1979 |
|
SU846480A1 |
| Устройство для укладки листов в пирамиду | 1989 |
|
SU1776644A1 |
| ВАКУУМ-ПРИСОСНОЕ УСТРОЙСТВО | 1969 |
|
SU248952A1 |
| Микроманипулятор для установки узлов механизма часов | 1982 |
|
SU1083154A1 |
| Вакуумный эжекторный захват | 1983 |
|
SU1134521A1 |
| Вакуумный манипулятор | 1985 |
|
SU1301602A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕГРУЗКИ ДЕТАЛЕЙ С НАКОПЛЕНИЕМ ИХ В КАССЕТАХ | 2015 |
|
RU2604161C2 |
Изобретение относится к области машиностроения, в частности к автооператорам, предназначенным для авто матизации производственных процессов в приборостроении, радиоэлектронике, производстве химических источников тока и т.п. В известном автоматическом захвате установлено несколько вакуумных головок и имеются шарнирно установленные захватные крюки. Вакуумные головки обеспечивают отрыв листа от пакета, а захватные крюки - гарантированное удержание листа на захвате в процессе транспортирования 1. Этот автоматический захват не может обеспечить ориентации листа в процессе транспортирования. Известно также вакуумное захватно устройство, содержащее установленную на корпусе подпружиненную втулку с кольцевыми проточками и каналамидля подвода вакуума к присосной головке 2. Это устройство также обладает тем недостатком, что при захвате неточно установленных деталей, т.е. со смещением относительно оси захвата, укладка .будет произведена с таким же смещением и произвести переориентацию детали в процессе транспортирования данный захват не может. В ряде случаев технологически трудно осуществлять набор деталей в кассету с минимальными зазорами при требуемой высокой точности укладки деталей по причине их заклинивания в кассете, износа кромок деталей, отсутствия кассетирующих устройств повышенной точности с достаточно высокой производительностью укладки и т.д. Поэтому применение подобных захватов в таких случаях не эффективно, так как снижаются показатели точности укладки детали при увеличении зазоров при
кассетировании или ухудшаются уелоВИЯ кассетирования и взятия деталей из кассет при уменьшении зазоров. Целью настоящего изобретения является расширение функциональных возможностей захватного устройства, например, путем обеспечения томного ориентирования детали в процессе ее транспортирования устройством при захвате неточно установленной детали.
Поставленная цель достигается тем, что втулка выполнена с базирующими плоскостями и снабжена двуплечими рычагами, одно плечо каждого из которых подпружинено и имеет подхват, а корпус выполнен с упорами, взаимодействующими с другими плечами рычагов.
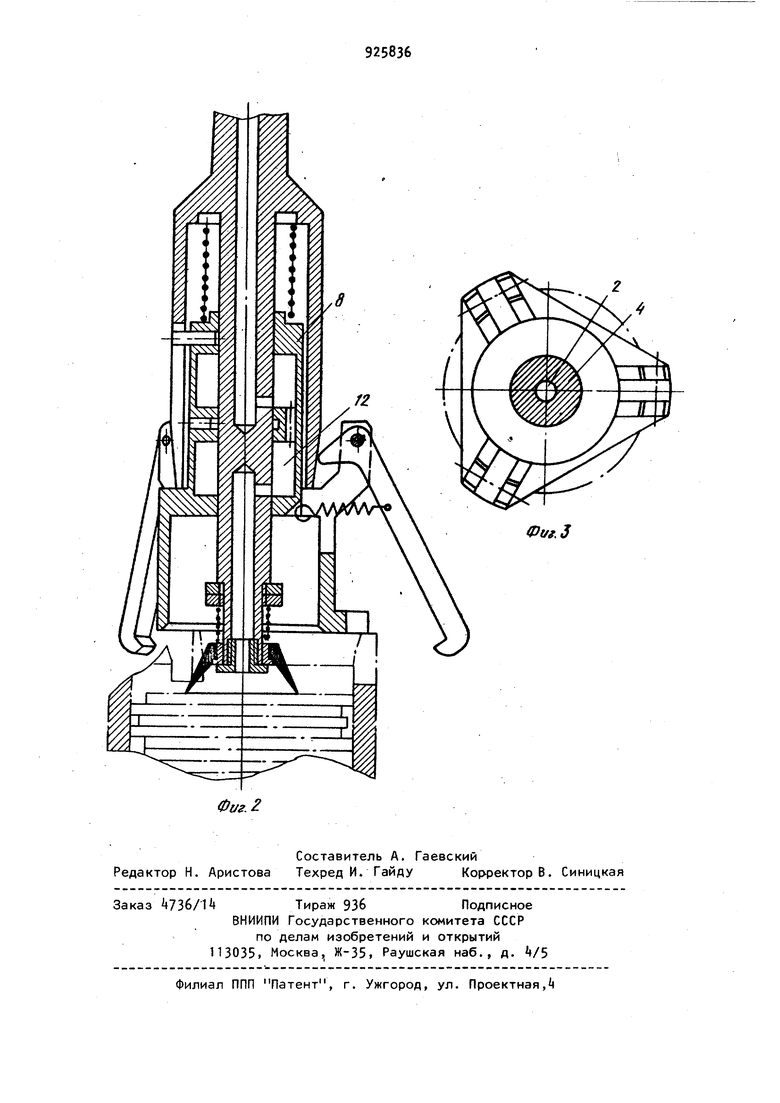
На фиг. 1 представлено устройство в положении ориентации детали, на фиг. 2 - то же, в положении захватукладка детали ; на фиг. 3 - устройство, вид сверху.
Вакуумное захватное устройство имеет корпус 1 с каналом 2 подвода вакуума и каналом 3 которые имеют боковые выходные отверстия t и 5Корпус несет на себе неподвижный упор б, подпружиненную пружиной 7 и подвижную вдоль оси устройства втулку 8, которую удерживают на корпусе гайками 9) а штифт 10 с направляющим пазом на упоре 6 предотвращает ее разворот относительно оси устройства. Во втулке 8 выполнены три кольцевых канавки: средняя канавка, соединенная с атмосферой через отверстие 11, и две соединенные между собой отверстиями проточки 12. На втулке шарнирно установлены три (или более) двуплечих рычага 13, имеющих на одном конце захватные крюки 1.
Двуплечие рычаги 13 прижаты к базирующим поверхностям 15 на пазах втулки пружинами 16 и конструктивно обеспечивают удерживание на захватных крюках переносимой детали 17 с необходимой ориентацией ее относительно оси устройства. Присос 18 установлен на корпусе с возможностью осевого перемещения в крайнем нижнем положении с помощью пружины сжатия 19.
В нерабочем положении и в положении ориентация детали отверстие 4 канала подвода вакуума перекрыто втулкой, а канал 3 через боковое
отверстие 5 среднюю проточку втулки и отверстие 11 соединен с атмосферой.
Вакуумное захватное устройство 5 работает следующим образом (см. фиг ..2).
Включается вакуум. Вакуумное захватное устройство опускается.втулка 8 упирается в торец кассеты и останавливается, а корпус 1, сжимая пружину. 7 продолжает движение вниз. Кольцевые проточки 12 втулки 8 совмещаются с отверстием 4 канала г 2 подвода вакуума и отверстием 5 канала
5 3, и из зоны присоса 18 начинается откачка воздуха. Затем упор 6 находит на двуплечие рычаги 13 и выводит захватные крюки из зоны кассеты через выполненные в ней пазы.
Q Присос соприкасается с верхней деталью стопы, находящейся в кассете, и происходит захват верхней детали.
При подъеме устройства присос увлекает за собой деталь, а упор 6
5 постепенно освобождает двуплечие рычаги, которые под действием пружин 16 вводят захватные крюки 1 в пазы на кассете. В момент, когда деталь поднята присосом до торца
0 тулки В, а захватные крюки уже подошли под Удерживаемую присосом деталь 17 (см.фиг.1), происходит перекрытие отверстия канала 2 под.вода вакуума, а канал 3 присоса соединяется с атмосферой через отверстие 5 среднюю кольцевую канавку и отверстие 11. Происходит сброс вакуума из канала присоса, удержание присосом детали 17 прекращается и она ложится на захватные крюки Т двуплечих рычагов, которые при подъеме устройства в верхнее положение под действием пружин J6 возвращаются в исходное положение к базирующим поверхностям 15 на пазах втулки,тем самым ориентируя удерживаемую деталь относительно оси устройства.
После транспортировки детали на позицию укладки вакуумное-захватное устройство опускается, втулка упирается в торец сборочной матрицы и останавливается, а корпус, сжимая пружину 7, продолжает движение вниз. К моменту соприкосновения присоса с деталью, удерживаемой захватными
крюками, из него начинается откачка воздуха. Происходит захват присосом детали 17 лежащей на захватных крюках, в положении точной ориентации
относительно оси устройства. Присос остается неподвижным, сжимая пружину 19, пока упор 6, действуя на двуплечие рычаги, выводит захватные крюки из под детали. Затем пружина 19 возвращает присос с деталью до упора в крайнее нижнее положение. Опускание устройства заканчивается. Вакуум в системе отключается,деталь укладывается в сборочную матрицу. Далее устройство поднимается и приводится в исходное состояние, после чего цикл повторяется.
Использование предлагаемого вакуумного захватного устройства дает возможность в производстве широкого использования свободного кассетирования, т.е. кассетирования деталей с максимально допустимым допуском между деталью и кассетой, который будет определяться величиной выступов захватных крюков устройства,что позволит увеличить производительность кассетирования, исключить сбои в работе по причине заклинивания деталей в кассете и повреждения крои.
мок деталей, повысить точность укладки деталей.
Формула изобретения
Вакуумное захватное устройство, содержащее установленную на корпусе подвижно подпружиненную втулку с кольцевыми проточками и каналами для подвода вакуума к присосной головке, отличающееся тем, что, с целью расширения его функциональных возможностей, втулка выполнена с базирующими плоскостми и снабжена двуплечими рычагами, одно плечо каждого из которых подпружинено и имеет подхват, а корпус выполнен с упорами, взаимодействующми с другими плечами рычагов. Источники информации, принятые во внимание при экспертизе
кл. В 66 С 1/02, 1980 (прототип).
15
