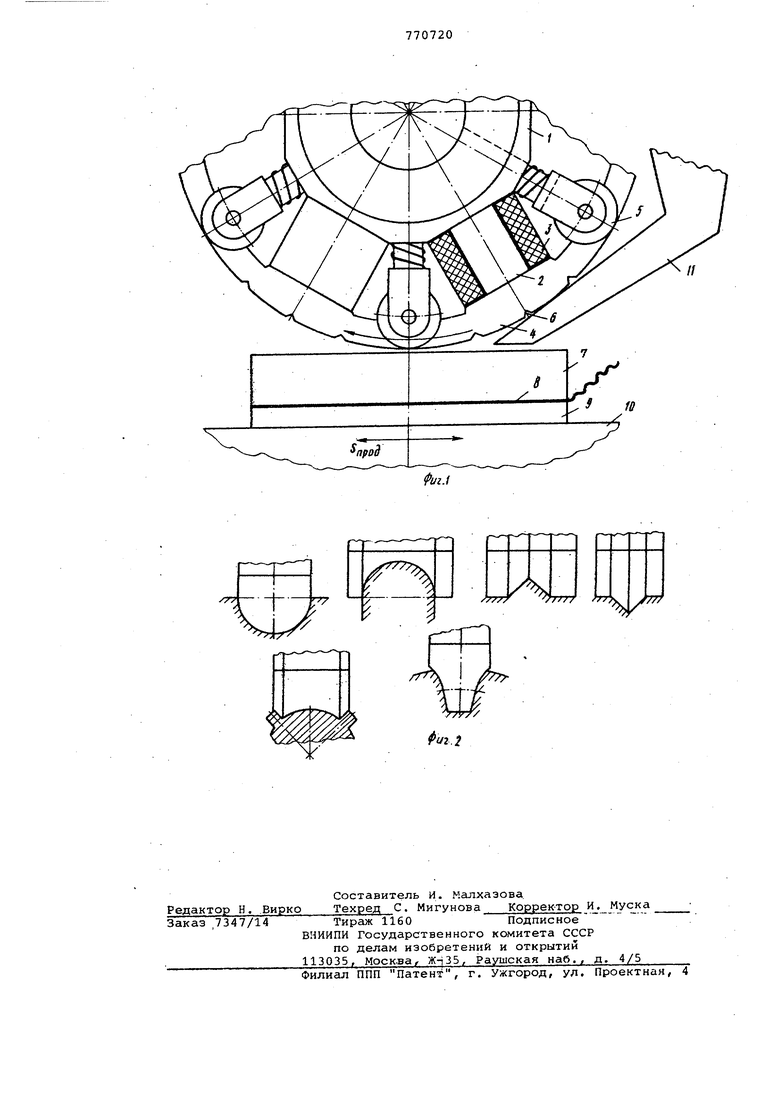
агничиванщие обмотки 3. Над полюсными наконечниками 4 выступают подружиненные ролики 5 из нержавекхдей тали, расположенные между зубцами. Рабочие поверхности полюсных наконечников, представляющие собой по верхиость вращения относительно оси диска, разделены несколькими поперечными дугогасящими канавками 6
Изделие 7 установлено на токоведущей пластине 8 и изолирукяцей подкладке 9 на столе 10 станка, например, гори 3 онталь но-фре з ер ног о, расточ ного и др. На станине станка установлены вибробункер 11 с ферропорошком и обычное токоподводящее устройство (на чертежах не показано) из щеток и контактных колец, питающее постоянным током намагничивакхцие обмотки и высокочастотным импульсным током цепь диск-изделие.
Работает устройство следующим образом.
Диск 1 получает вращение от шпинделя станка, а изделие 7 со столом 10 - продольную возвратно-поступательную цодачу от механизмов станка, В зазор между полюсными наконечниками 4 и изделием из вибробункера 11 поступает ферропорошок, который с помощью магнитного поля удерживается на поверхности наконечников. В цепи диск-изделие от разрядов-высокочастотного импульсного тока ферропорошок плавится,капли расплава сваривают ся с поверхностью изделия, подпружиненные ролики 5 укатывают наносимое покрытие.
Возникакя4ие в зазоре дуги гасятся с помощью канавок б.
Развитые дуговые поверхности пол тсвдх наконечников повышают до 0,80,9 коэффициент использования высокочастотных импульсов и этим увеличивают в 6-9 раз производительность процесса и улучшают сплошность покрытия.
Для покрытия фасонных изделий профили полюсных наконечников и укатывающих подпружиненных роликов выполняют по профилю поверхности изделия.
Формула изобретения
1.Устройство для электроэрозионного нанесения покрытий из порошков феромагнитных материалов,представляюще собой установленный с возможностью вращения диск с намагничивакядими катушками, расположенными на зубцах, между которыми закреплены подпружиненные укатывающие ролики, отличающееся тем, что, с целью повышения коэффициента использования высокочастотных импульсов тока, увеличения производительности процесса и улучшения сплошности наносимого покрытия, на каждом из зубцов диска установлен полюсный наконечник, примыкающий к двум соседним роликам, рабочая поверхность которого представляет собой поверхность вращения относительно оси диска, а ролики выполнены из немагнитной нержавеющей стали.
2. Устройство по п. 1, отличающееся тем, что на поверхности полюсных наконечников выполнены дугогасящие поперечные канавки.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 463531, кл. В 23 Р 1/18, 23.06,.72.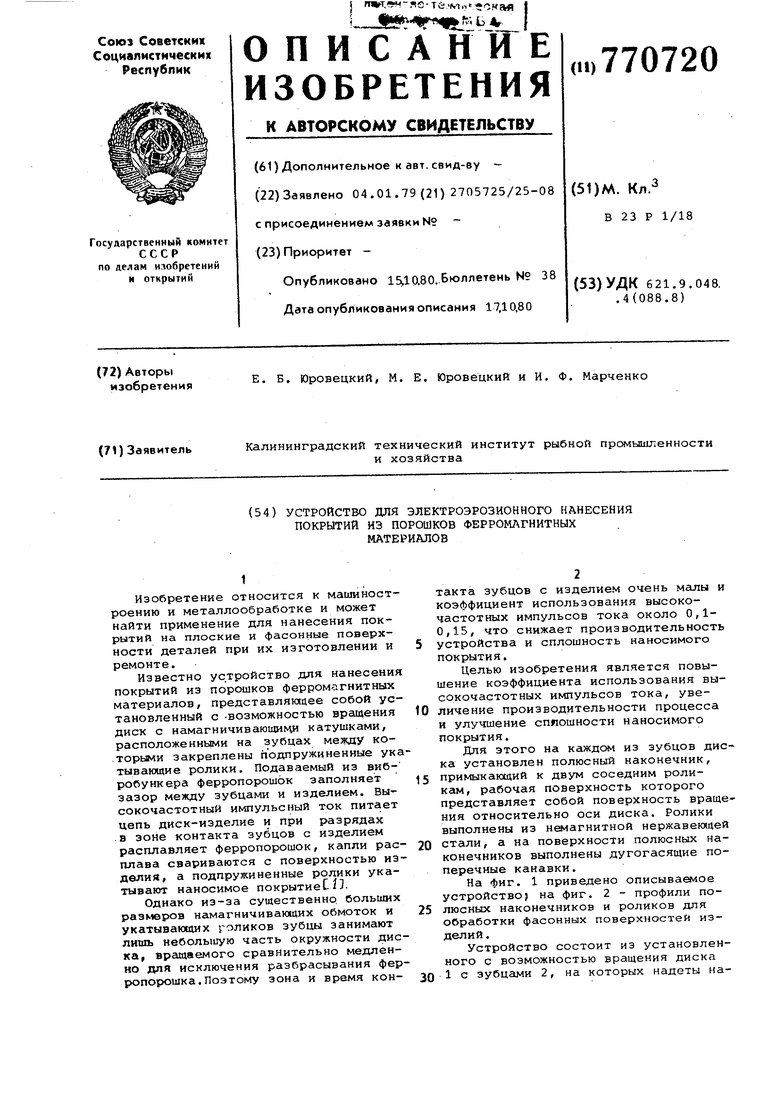
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки ферромагнитным порошком пластин магнитопроводов электрических машин | 1982 |
|
SU1023551A1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2101145C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2126315C1 |
| Прибор для контроля и разметки гребных и т.п. винтов | 1945 |
|
SU68379A1 |
| Способ нанесения металлических покрытий | 1977 |
|
SU721305A1 |
| Способ магнитно-абразивной обработки | 1979 |
|
SU895627A1 |
| Способ наплавки | 1973 |
|
SU458168A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ УПРОЧНЯЮЩИХ ПОКРЫТИЙ ФЕРРОМАГНИТНЫМИ ПОРОШКАМИ | 1991 |
|
RU2034096C1 |
| Устройство для нанесения ферромагнитных покрытий | 1978 |
|
SU716768A2 |
| Устройство для магнитно-абразивной обработки листовых материалов | 1979 |
|
SU856766A2 |