Изобретение относится к области станкостроения и может быть использо вано при создании станков для чистовой магнитно-абразивной обработки. Известен способ магнитно-абразивной обработки движущихся деталей, ко торые располагают с зазорами между полюсами электромагнита lj. .Обработка деталей по известному способу характеризуется низкой производительностью. Это является следствием того, что при движении детали в магнитном поле в ней наводятся вихревые токи, нитный поток которых ослабляет рабочий магнитный поток в зазоре под набегающим и усиливает его под сбегающим краями полюсных наконечников, что приводит к неравномерному распределению ферропорошка в рабочем за зоре и к выносу его под сбегающий край полюсных наконечников. Целью изобретения является повь1шение производительности обработки за счет выравнивания величины магнитного потока в направлении движения детали. Поставленная цель достигается тем, что на деталь воздействуют дополнительным магнитным ПОТОКО1/, создаваемым обмотками управления, которые располагают в пазах на рабочей поверхности каждого из полюсных наконечников, при этом магнитный поток обмотки управления направляют встречно магнитному потоку, возникающему в зазоре при движении детали. Применение обмотки управления, расположенной в пазах на рабочей поверхности полюсных наконечников, позволяет управлять распределением нитного поля в рабочем зазоре, а именно, увеличивать магнитный поток под набегающим краем полюсного наконечника и тем самым способствовать удержанию ферропорошка в рабочем зазоре, что приводит к повышению производительности обработки.
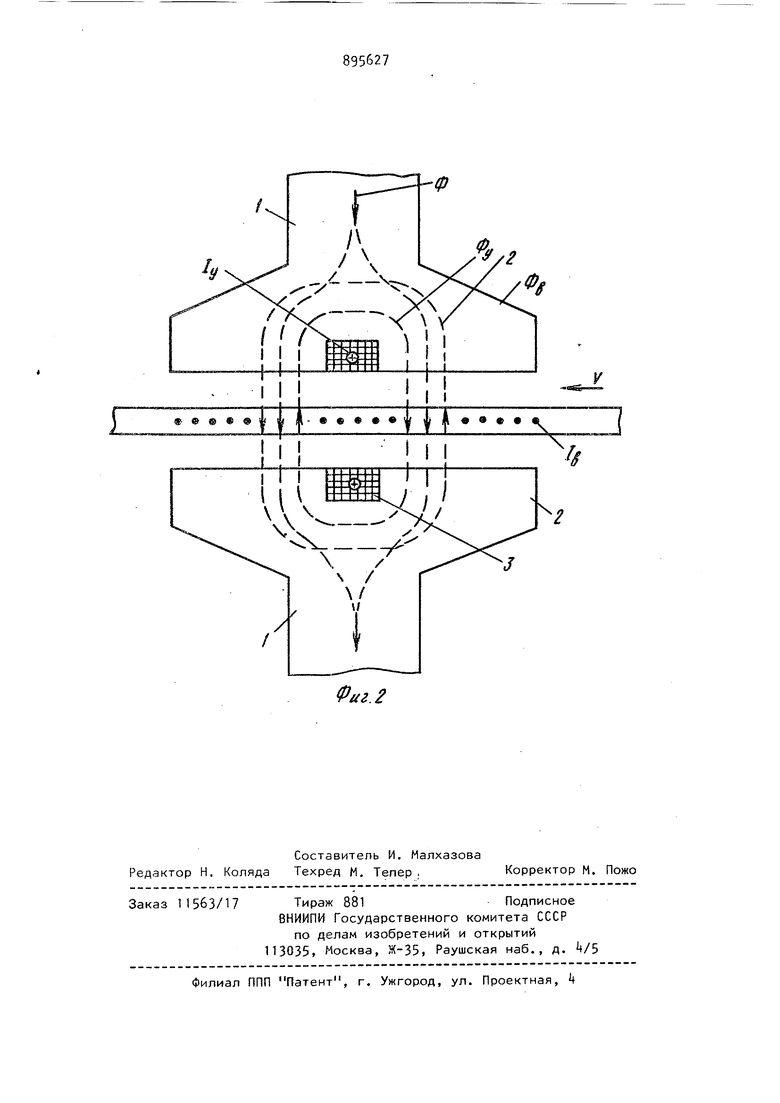
На фиг. 1 изображено устройство для реализации предлагаемого способа; на фиг. 2 - картина распределения магнитного поля в рабочем зазоре.
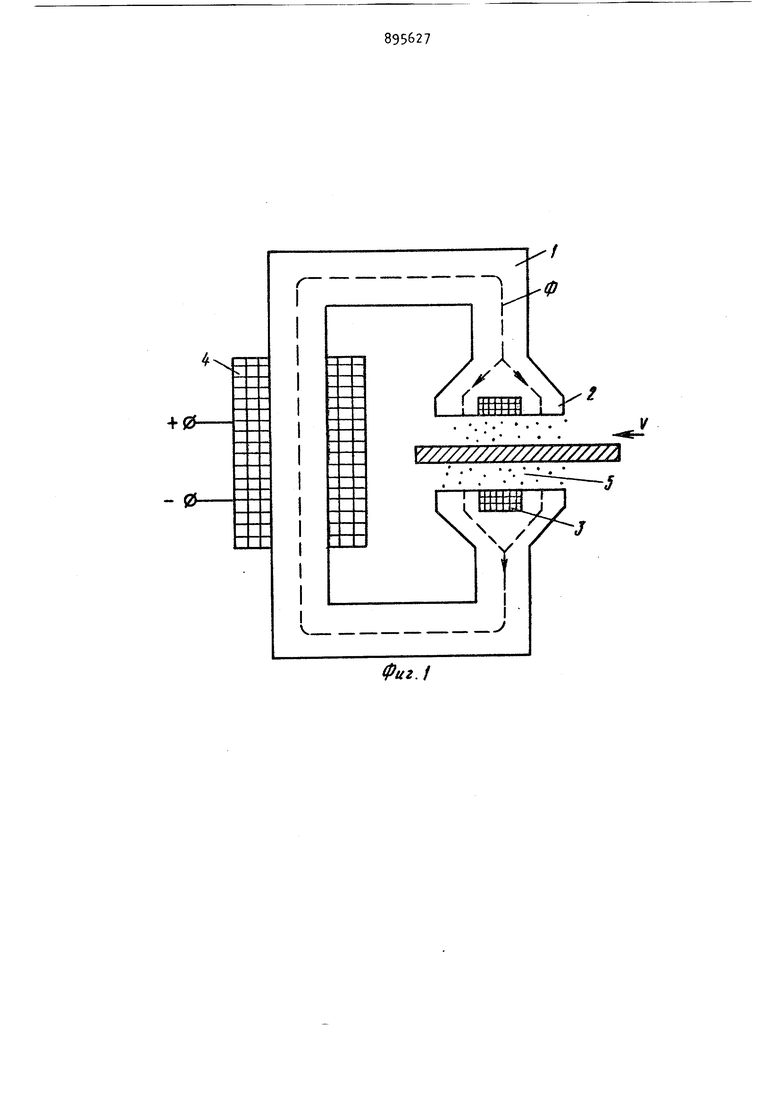
Устройство содержит магнитопровод 1 с полюсными наконечниками 2, в пазах которых размещены обмотки управления 3, рабочую обмотку 4, ферропорошок 5 в рабочем зазоре.
Устройство работает следующим образом.
При подаче на рабочую обмотку k постоянного напря 1 ения в магнитопроводе 1 создается магнитный поток Ф который пронизывает рабочие зазоры и деталь, вследствие чего ферропорошок 5 превращается в пластичную массу, осуществляЮ1цую чистовую обработку поверхности детали при ее движении (фиг. 1).
При движении электропроводящей детали в магнитном поле с потоком Ф в ней наводятся вихревые токи 3g, магнитный поток которых й направлен встречно основному рабочему магнитному потоку Ф под набегающим краем полюсного наконечника 2 (фиг. 2) и согласно под сбегающим краем полюсного наконечника 2. В результате происходит перераспределение магнитного потока в рабочем зазоре - усиление его под сбегающим краем полюсного наконечника 2 и ослабление под набегающим краем.
При включении обмотки управления 3, ток управления протекающий в ней, создает магнитный поток Фу, направленный согласно с основным потоком Ф под набегающим краем полюсного наконечника и встречно под сбегающим и тем самым компенсируется размагничивающее влияние реакции вихревых токов 3g, наводимых в обрабатываемой детали.
Величина управления Эй , зависящая от скорости движения обрабатываемой детали, величины основного рабочего потока и т.д..выбирается в зависимости от конкретных условий. Испытания показали, что применение обмотки управления, активные стороны секций которой расположены в пазах на рабочей поверхности полюсных наконечников позволило добиться более равномерного распределения ферропорошка в рабочем зазоре, уменьшить его вынос из зазора при движении детали и тем самым повысить производительность обработки не менее, чем на 16 по сравнению с известным способом.
Формула изобретения
Способ магнитно-абразивной обработки движущихся деталей, которые располагают с зазорами между полюсами электромагнита, отличающийС Я тем, что, с целью повышения производительности обработки за счет выравнивания величины магнитного потока в направлении движения детали, на нее воздействуют дополнительным
магнитным потоком, создаваемым обмотками управления, которые располагают в пазах на рабочей поверхности каждого из полюсных наконечников, при этом магнитный поток обмотки управления направляют встречно магнитному потоку, возникающему в зазоре при
движении детали.
Источники информации, принятые во внимание при экспертизе
1 . Авторское свидетельство СССР № 165651, кл. В 2k /Ok, 196i.
Фиг.1
L
.I ;
«« 11
« ®
« 9 It
.2

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ферропорошковой обработки деталей | 1980 |
|
SU933403A1 |
| Переменнополюсная электромагнитная порошковая муфта | 1980 |
|
SU976145A1 |
| Устройство длля магнитно-абразивной обработки листовых материалов | 1979 |
|
SU870088A1 |
| Устройство для магнитно-абразивной обработки листовых материалов | 1977 |
|
SU653095A2 |
| Устройство для магнитно-абразивной обработки листовых заготовок | 1980 |
|
SU872221A1 |
| Способ наплавки | 1973 |
|
SU458168A1 |
| Устройство для снятия заусенцев с ленты витых магнитопроводов | 1982 |
|
SU1064381A1 |
| Устройство для магнитно-абразивной обработки листовых материалов | 1979 |
|
SU856766A2 |
| Устройство для магнитно-абразивной обработки листовых материалов | 1979 |
|
SU859127A1 |
| Способ изготовления магнитопроводов | 1985 |
|
SU1387110A1 |