Изобретение относится к области производства керамических и огнеупорных изделий и касается устройств для механизации съема с прессов, 5 формирования элементов садки и укладки на печной вагон сырца огнеупорного кирпича, изготавливаемого методом полусухого прессования.
Известно устройство для съема кир- Ю пичей с пресса и формирования садки, включающее шаговый транспортер, кан- тователь, подъемно-раздвижной стол, переносчик группы изделий, рядонабор-. ЦИК и переносчик ряда. Отличительны- j ми признак 1ми этого устройства является наличие в нем вакуум-присосок и раздвижного стола с копирами Щ,
По своим конструктивным возможностям это устройство может формировать сад- 20 ку только по три изделия в ряду, укладывать слои только на поддон, укладка столбиков на печной вагон производится другим механизмом , и кроме того, изделия должны быть 25 приямоугольной. формы.
Известен также автомат-укладчик строительного кирпича-сырца на печную -вагонетку , состоящий из кантователя, транспортера-накопителя, меха- зо
низма переноса кирпичей с кантователя на транспортер-накопитель и переносной тележки с групповым захватом, -отличительным признаком которого является наличие на штанге механизма переноса подвижной каретки, на вертикальном валу которой закреплен групповой захват, имеющий возможность поворота на 90° относительно вертикальной оси 2.
Основным недостатком конструк- ции автомата является наличие у переносчика одного захвата, а при выполнении садки с быстроходных прессов с прессованием в несколько штампов неизбежно сокращается цикл работы механизма переноса, скорости перемещения каретки переноса растут выше допустимых пределов, снижается точность укладки, садка может быть выполнена только последовательно по одному столбику без связи столбиков между собой.
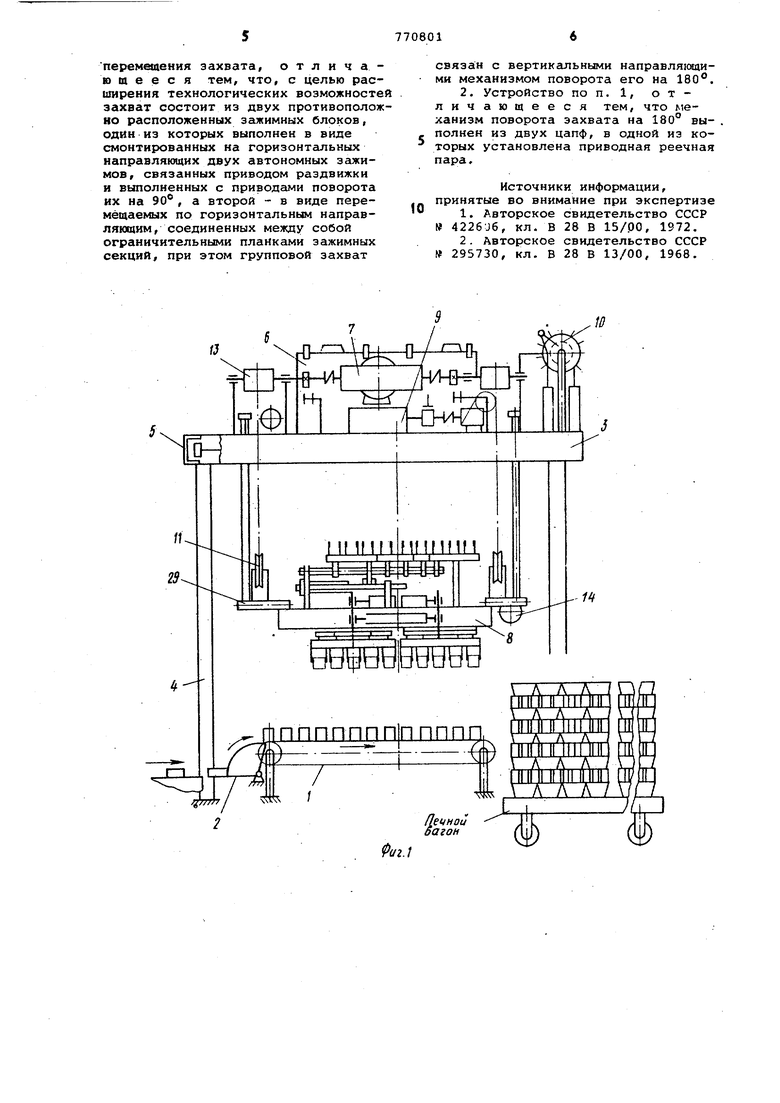
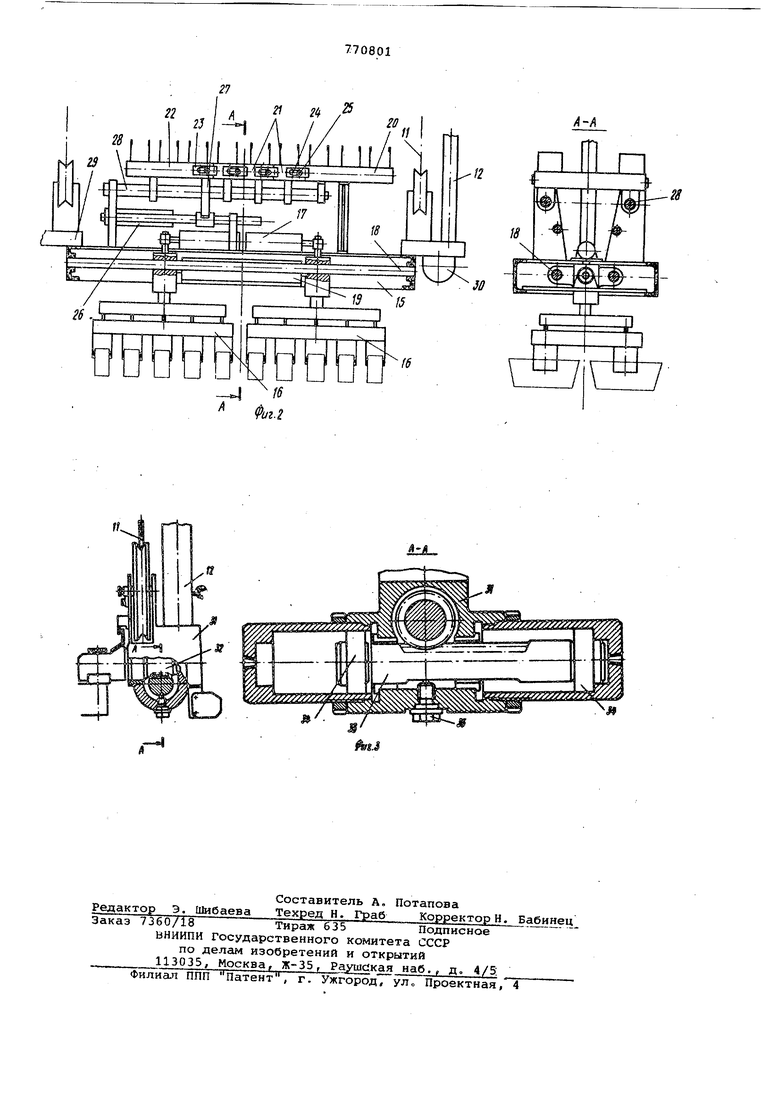
Повысить производительность простым увеличением количества захватов невозможно, так как при этом нельзя произвести разворот изделий для выполнения садки в решетку. Цель изобретения - расширение технологических возможностей за счет обеспечения укладки кирпича-сырца на печной вагон столбиками в решетку, связанными между собою в слое. Эта цель достигается путем применения группового захвата, состоящего из двух противоположно расположенных зажимных блоков, один из которых выполнен в виде смонтированных на горизонтальных направляющих двух автономных зажимов, связанных приводом раздвижки и выполненных с приводом поворота их на 90°, а второй в виде перемещаемых по горизонтальным направляющим соединенным между собою ограничительными планками зажимных секций. Захват связан с вертикальными направляющими механизмом поворота его на 180°, механизм поворота захвата на 180°может быть выполнен в виде двух цапф, в одной из которых установлена приводная реечная пара. На фиг. 1 изображено общий вид устройства на фиг, 2 - сдвоенный захват; на фиг. 3 - привод пово рота рамы сдвоенного захвата. Устройство содержит формировател слоя 1 с кантователем 2 и укладчик слоя 3, установленный на раме 4, Укладчик слоя состоит из перемещаемой по направляющим 5 тележки б, несущей на себе привод 7 подъема и опускания захвата 8 привод 9 переме-дения тележки 6, программное устройство 10. К тележке 6 обегающими канатами 11, вертикальными направля щими 12 через барабан 13 и механизм поворота на подвешен захват состоящий из корпуса 15, на котором смонтированы два противоположно рас положенных зажимных блока.Один из них выполнен в виде двух автономных зажимов 16 с приводами 17 их поворо та на 90, установленных на направляющих 18 с возможностью раздвижки их в горизонтальной плоскости приво дом 19, а другой - в виде зажимных секций 20, 21, 22, соединенных между собой ограничительными планками 23, имеквдими пазы 24, которые через штифты 25 ограничивают раздви ку зажимных секций приводом 26, через поводок 27 по направляющим 28 при этом механизм поворота захвата на 180 выполнен из двух цапф 29 и 30, а в цапфе 30 установлен привод поворота рамы с зажимами на 180, состоящей из корпуса 31, цапфышестерни 32, рейки 33, пневмоцилинд PQB 34 и фиксатора рейки 35. Установка работает в следующей п следовательности. Выпрессованные изделия по две шт ки съемным механизмом пресса подаются на кантователь 2, кантуются из положения на плашку п положе ние на ребро и устанавливаются на формирователь слоя. Формирователь слоя 1 пульсирующим движением формирует слой из двух рядов с заданным схемой салки шагом между изделиями. При заполнении формирователя слоя нужным количеством изделий, опускается захват 8 и зажима;-1и 16, йри укладке основных слоев зазкимает слой на два столбика (например, 20 шт.), одновременно и переносит на печной вагон для укладки по координатам, заданным схемой укладки; для обеспечения укладки изделий в решетку, зажимы 16 в верхнем положении захвата приводом 19 раздвигаются в горизонтальной плоскости, а приводами 17 поворачиваются на 90°, снова сдвигаются, обеспечивая заданный шаг между столбиками по длине вагона, а после укладки на печном вагоне зажимы 16 возвращаются в исходное положение. При укладке перевязочных слоев садки по команде программного устройства 10, механизм поворота захвата, устроенный В цапфе 30, поворачивает захват 8 на цапфах 29 и 30 на 180, захват 8 опускается на сформированный слой и зажимными секциями 20, 21 и 22 зажимает изделия на два столбика (например 18 шт.), поднимает их с формирователя слоя 1, а в верхнем положении зажимные блоки 21 и 22 раздвигаются приводом 26, изменяя шаг между изделиями и в этом положении переносит и укладывает в столбики на печном вагоне, чем и обеспечивает связь двух столбиков . После укладки на печном вагоне - зажимные блоки 16 возвращаются «в исходное положение. Укладка столбиков по ширине вагона производится последовательно, а их связь осуществляется смешением координат верхних слоев столбиков, что обеспечиваетс/1 автоматической схемой устройства. Укладка столбиков по длине ваго- на производится параллельно двух столбиков с укладкой перевязочных слоев по заданной схеме садки, что обеспечиваться конструкцией захвата в автоматическом режиме работы устройства. Применение установки по предлагаемой заявке полностью механизирует садку кирпича-сырца на печной вагон, . исключая тяжелый ручной труд, работа в автоматическом цикле.с прессом. повысит производительность труда. Фоомула изобретения Устройство для многостолбиковой укладки кирпича-сырца на печной вагон, содержащее формирователь слоя с кантователем и смонтированный на раме укладчик слоя с горизонтальными и Jepтикaльными направляющими для
перемещения захвата, отличающееся тем, что, с целью расширения технологических возможносте захват состоит из двух противоположно расположенных зажимных блоков, один из которых выполнен в виде смонтированных на горизонтгшьньлх направляющих двух автономных зажимов, связанных приводом раздвижки и выполненных с приводами поворота их на 90, а второй - в виде перемещаемых по горизонтальным направляющим, соединенных между собой ограничительными планками зажимных секций, при этом групповой захват
связан с вертикальными направлякидими механизмом поворота его на 180°.
2. Устройство по п. 1, отличающееся тем, что механизм поворота захвата на 180° выполней из двух цапф, в одной из которых установлена приводная реечная пара.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 4226:J6, кл. В 28 В 15/.00, 1972.
2.Авторское свидетельство СССР № 295730, кл. В 28 В 13/00, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки огнеупорныхиздЕлий HA пЕчНОй ВАгОН | 1978 |
|
SU814758A1 |
| Устройство для многостолбиковой укладки кирпича-сырца на печной вагон | 1978 |
|
SU774947A1 |
| Устройство для укладки огнеупорных изделий на печной вагон | 1980 |
|
SU903122A1 |
| Устройство для съема кирпичей с пресса и формирования садки | 1978 |
|
SU722767A1 |
| Линия формирования садки сырца-кирпича на печную вагонетку | 1987 |
|
SU1412975A1 |
| УСТРОЙСТВО для УКЛАДКИ КИРПИЧА-СЫРЦА НА ВАГОНЕТКУ | 1973 |
|
SU368043A1 |
| Устройство для съема кирпича сырца с пресса и формирования столбиковой садки | 1977 |
|
SU701811A1 |
| Устройство для формования слоя кирпичей | 1978 |
|
SU745696A1 |
| АВТОМАТ-УКЛАДЧИК КИРПИЧА-СЫРЦА НА ПЕЧНУЮВАГОНЕТКУ | 1971 |
|
SU295730A1 |
| Автомат-укладчик кирпича полусухого прессования на вагонетки туннельных обжиговых печей | 1983 |
|
SU1113259A1 |
fj пЛ п
