1
Изобретение относится к механизации производства огнеупорных изделий.
Известно устройство для укладки кирничасырца на вагонетку, содержащее съемник с поворотным захватом, группирователь с кантующим механизмом, .подъемным столом и гидроприводом, перекладчик групп изделий с захватами, формирователь слоя с пластинчатым транспортером, переносчик слоя с групповым захватом.
Целью изобретения является механизация съема кирпича-сырца различной формы и укладка его на транспортные средства.
Это достигается тем, что съемник выполнен с копирной плитой с двумя пазами, в которых установлены две переводные стрелки, соединенные тягами с электромагнитом, а группирователь выполнен с наклонным склизом и отсекателем, под которым смонтирован лоток, соединенный со штоком гидроцилиндра, причем подъемный стол выполнен в виде двух плит, соединенных со щтоками сдвоенного гидроцилиндра.
К тому же, захват перекладчика смонтирован на штоке гидроцилиндра, соединенного, посредством рычага, выполненного с роликом На конце, с пазом копирной плиты.
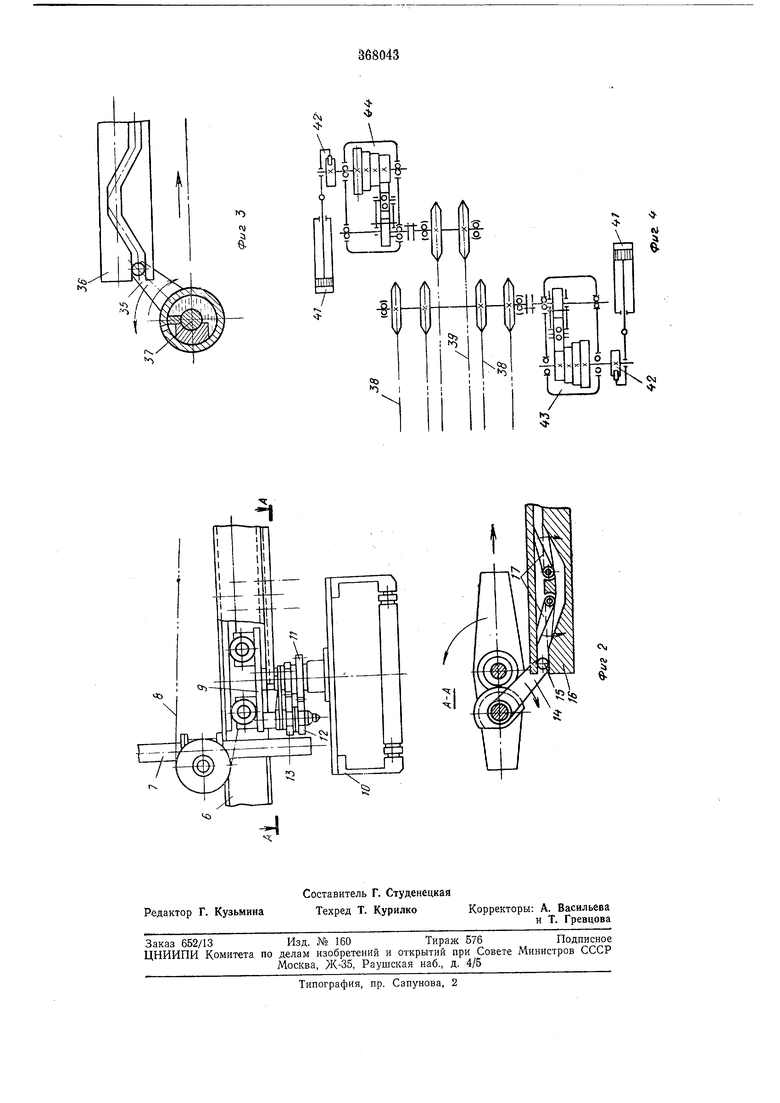
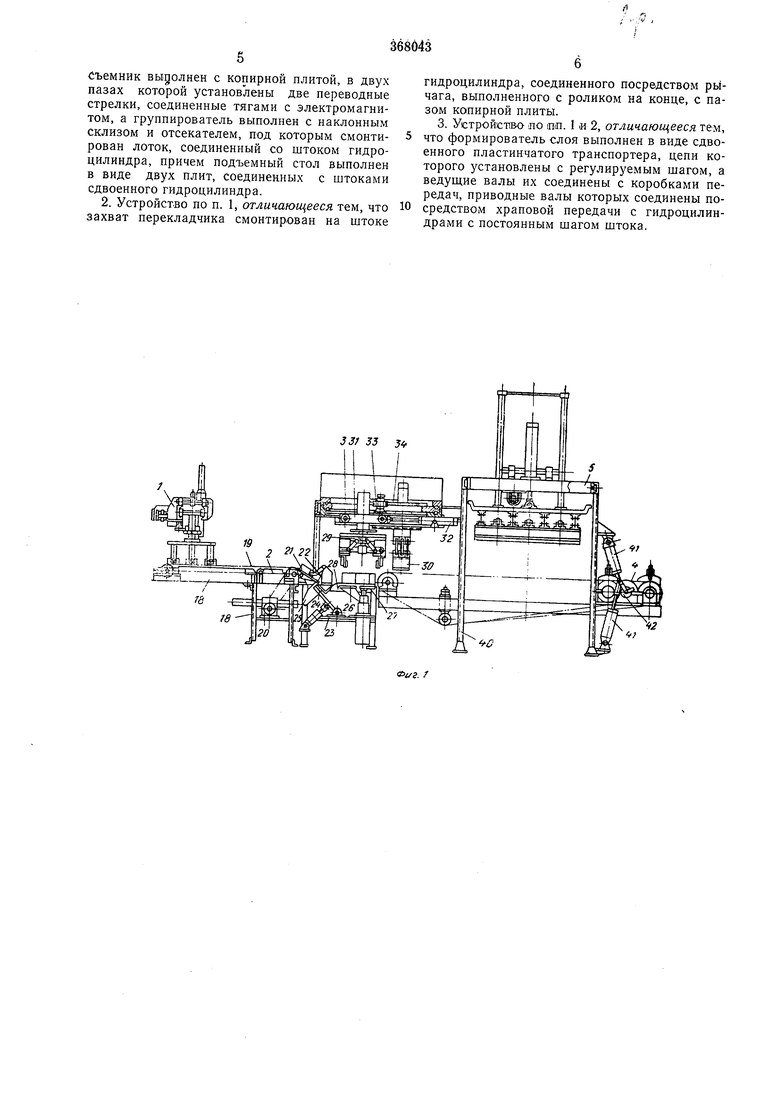
Кроме того, формирователь слоя выполнен в виде сдвоенного пластинчатого транспортера, цепи которого установлены с регулируемым шагом, а ведущие валы их соединены с коробками передач, приводные валы которых соединены посредством храповой передачи с гидроцилиндрами с постоянным щагом штока. На фиг. 1 изображено описываемое устройство, продольный разрез по оси формирования ряда; на фиг. 2 показана каретка съемника с устройством для поворота захвата с разрезо1М по А-,4; на фиг. 3 схематически показана работа моментного гидроцилиндра в паре с копирным устройством для разворота захвата перекладчика; на фиг. 4-кинематическая схема приводов транспортеров формирователя ряда.
Устройство содержит съемник /, группирователь 2, перекладчик 5, формирователь 4 ряда (слоя), переносчик 5 слоя (фиг. 1).
Съемник состоит из рамы 6 (фиг. 2), устанавливаемой на станину пресса. По раме с помощью гидропривода 7 и цепной передачи 8 перемещается «аретка 9 с щечными захватами W для зажима изделий.
Захваты поворачиваются через блок щестерен 11, установленный на оси вращения захвата, и зубчатыми секторами 12, 13 с рычагом 14, на котором закреплен копирный ролик 15, перемещающийся в пазу копирной линейки 16. Последняя установлена на раме и для управления поворотом захвата от 0° на 180° по программе оснащена пепеводными
стрелками 17, работающими, например, от электромагнитов.
Группирователь выполнен в виде сварной рамы 18 (фиг. 1), на которой расположен цепной пульсирующий транспортер 19 с гидроприводом 20, оснащенным обгонной муфтой, приемный склиз 21, отсекатель 22, кантователь 23 с лотком 24 и копирами 25, совмещеппые подъемные 26, 27 и направляющие 28 столики.
Перекладчик устанавливают на группирователь ,с таким расчетам, что;бы оси большого 29 и малого 30 захватов совпали с осями подъемных столиков.
Захват 29 расположен на каретке 31 с приводом от гидроцилиндра 32. На каретке расположены еще зубчатые рейки, находящиеся в зацеплении через блоки шестерен 33 с зубчатым сектором 34, па котором расположен малый захват.
При перемещении каретки с больщим захватом из зоны съема группы изделий, зубчатый сектор с малым захватом подходит в зону съема второй группы изделий с подъемным столиком.
Ось большого захвата через рычаг 35 (фиг. 3) и копирную линейку 36 может поворачиваться на 90° в одну сторону, а с помощью моментного гидроцилиндра 37-на 90° в другую сторону. Малый захват укладывает изделия на боковые транспортеры 33 (фиг. 4) формирователя ряда, а большой захват - на средний транспортер 39.
Формирователь ряда представляет собой сварную раму 40 (фиг. 1), на которой установлены пластинчатые боковые транспортеры и средний транспортер.
Привод боковых транспортеров и среднего транспортера осуществляется от гидроцилиндров 41 с постОЯЛным шагом штока через храповые устро-йст.ва 42 и коробки передач 43 и 44 с количеством ступеней, равным количеству изделий различной длины, выпускаемых ло ГОСТ.
На пластинчатых транспортерах формируется ряд (слой), и переносчиком слоя, расположенным на верху рамы, групповым захватом зажи.мае,тся и переносится в зоиу садки столбиков, т. е. готовых элементов садки для обжига указанных выще изделий.
Работает устройство следующим образом.
Цикл работы устройства начинается с выталкивания .прессуемых изделий из форм пресса. Щечные захваты 10 зажимают изделия, выталкиватель пресса опускается, и каретка 9 переносит захваты на транспортер 19 группирователя 2. При этом, в зависимости от прессуемых изделий, захват имеет три режима работы: при съеме сводовых изделий прямоугольной формы и ребрового клипа он не разворачивает изделия, но разворачивает на 90° нормальный кирпич, а на 180° (каждый 2-й цикл) - изделия формы торцового клина.
После укладки изделий на пульсирующий цепной транспортер 19, они транспортируются до склиза 12, по которому поштучно попадают
па лоток 24 кантователя 23. Последний переносит изделия на позицию захвата над столиками 26 и 27.
.Кантователь при переносе изделий приподнимает оклиз 21. ИзделИя, находящиеся на склизе, придерживаются отсекателем 22.
После набора групп изделий над столикам,и, про-изеодится подъем их в зону захватов .перекладчика 3.
Группирователь 2 может перепалаживаться на две программы работы: при формировании столбиков нормальных кирпичей, кантователь 23 выдает группы из пяти изделий, столик 26 поднимает пять раз все пять изделий, на шестой раз столик не работает, а срабатывает столик 27, который поднимает два изделия. При формировании столбиков сводовых или конвертерных изделий кантователь выдает несколько раз ло четыре и лесколько раз ло три штуки, в зависимости от длины изделий в соответствии с технологическими картами садок.
.После подъема столиками 26, 27 изделий срабатывают захваты 29 и 30 перекладчика 3, который работает по трем программам. При формировании нормальных изделий пять раз захват 29 берет по три изделия, а захват 30- по два или одному изделию, шестой раз захват 29 берет два изделия, а захват 30 срабатывает вхолостую.
При формировании сводовых изделий работает захват 30 и при переносе на рядонаборщик разворачивает их с помощью копирной линейки 36 на 90°.
При формировании конвертерных изделий формы ребрового клина захват 30 с .помощью копирной липейки и момептпого гидроцилиндра 37 разворачивается на 90° в другую сто-рону, по программе, в соответствии с технологическими картами садок.
Захваты 29 и 30 укладывают группу изделий па пластиичатые транспортеры 38 « 39 при формировании нормального кирпича и на транспортер 39 при формировании других изделий. После укладки групп изделий транспортеры перемещаются на шаг, соответствующий формированию слоя из определенных изделий. В конце хода транспортеров 38 и 39 в 3.0iHe груллового захвата, на переносчик 5 ряда подается команда на олускапие этого группового захвата. Далее ряд (слой) зажимается и переносится в зону формирования столбика.
Предмет изобретения
1. Устройство для укладки кирпича-сырца на вагонетку, содержащее съемник с поворотным захватом, Группирователь с кантующим мехапизмом, подъемным стол.ом и гидролриводом, перекладчик групп изделий с захватами, формирователь слоя с пластинчатым транспортером, переносчик слоя с групповым захватом, отличающееся тем, что, с целью механизации съема кирпича-сырца различной формы и укладки его на транспортные средства,
съемник выролнен с копирной плитой, в двух пазах которой установлены две переводные стрелки, соединенные тягами с электромагнитом, а группирователь выполнен с наклонным склизом и отсекателем, под которым смонтирован лоток, соединенный со штоком гидроцилиндра, причем подъемный стол выполнен в виде двух плит, соединенных с штоками сдвоенного гидроцилиндра.
2. Устройство по п. 1, отличающееся тем, что захват перекладчика смонтирован на штоке
гидроцилиндра, соединенного посредством рычага, выполненного с роликом на конце, с пазом копирной плиты.
3. Устройство по ran. 1 и 2, отличающееся тем, что формирователь слоя выполнен в виде сдвоенного пластинчатого транспортера, цепи которого установлены с регулируемым шагом, а ведущие валы их соединены с коробками передач, приводные валы которых соединены посредством храповой передачи с гидроцилиндрами с постоянным шагом штока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для съема кирпича сырца с пресса и формирования столбиковой садки | 1977 |
|
SU701811A1 |
| Устройство для съема кирпичей с пресса и формирования садки | 1978 |
|
SU722767A1 |
| Линия формирования садки сырца-кирпича на печную вагонетку | 1987 |
|
SU1412975A1 |
| УСТАНОВКА ДЛЯ САДКИ СЫРЦЫ-КИРПИЧА НА ПЕЧНУЮ ВАГОНЕТКУ | 1992 |
|
RU2043192C1 |
| Устройство для многостолбиковой укладки кирпича-сырца | 1978 |
|
SU770801A1 |
| Автоматическая линия погрузки кирпича на печные вагонетки | 1983 |
|
SU1159787A1 |
| Установка для садки керамических изделий на печные вагонетки | 1983 |
|
SU1098800A1 |
| Садчик кирпича на печные вагонетки | 1988 |
|
SU1622132A1 |
| Поточная линия формирования садки кирпича-сырца | 1979 |
|
SU887194A1 |
| Способ садки кирпича на обжиговые вагонетки и установка для его осуществления | 1983 |
|
SU1143598A1 |