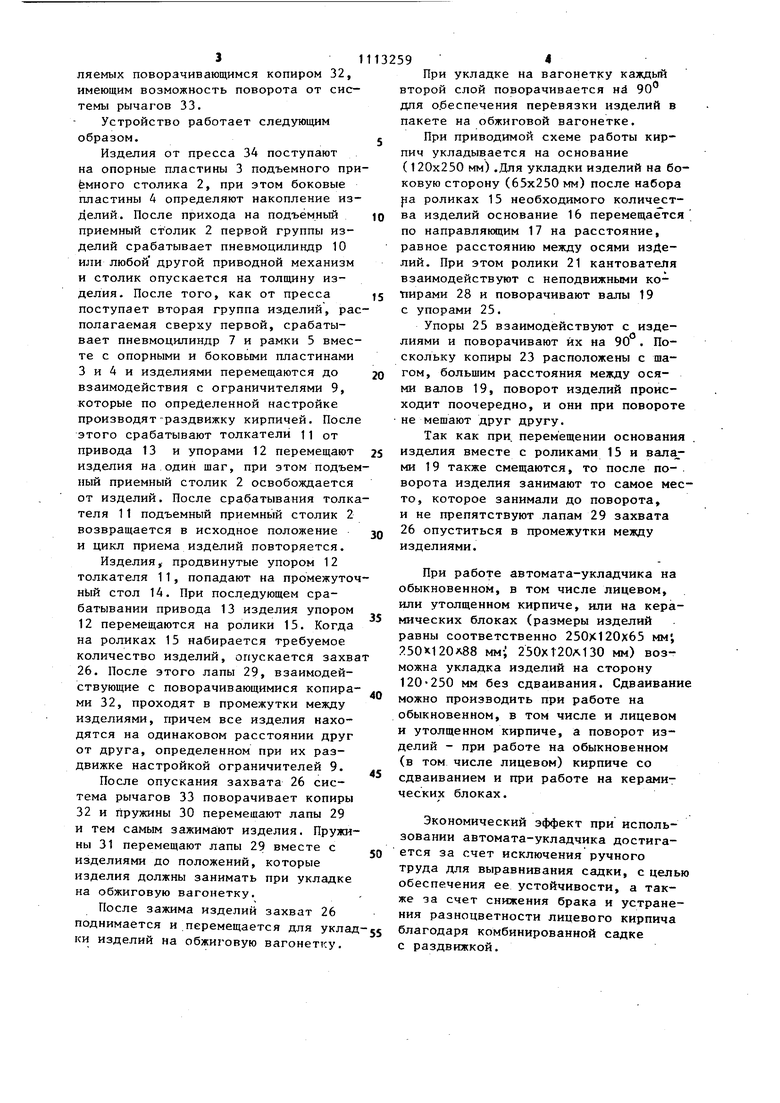
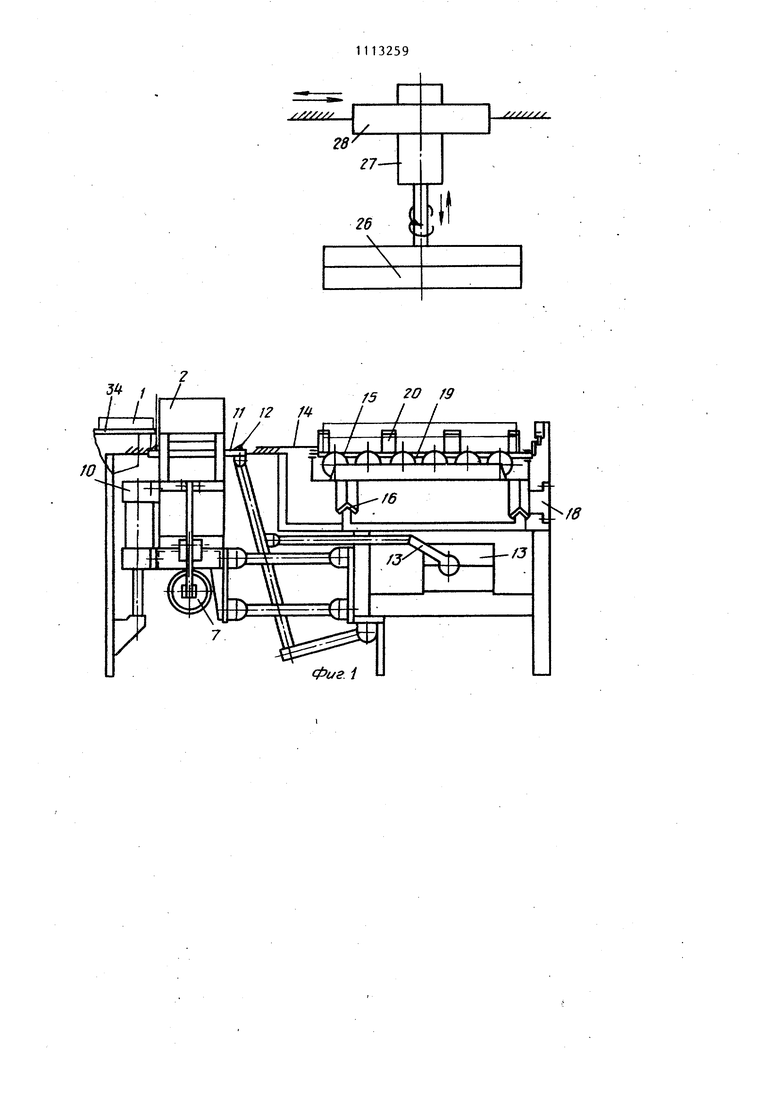
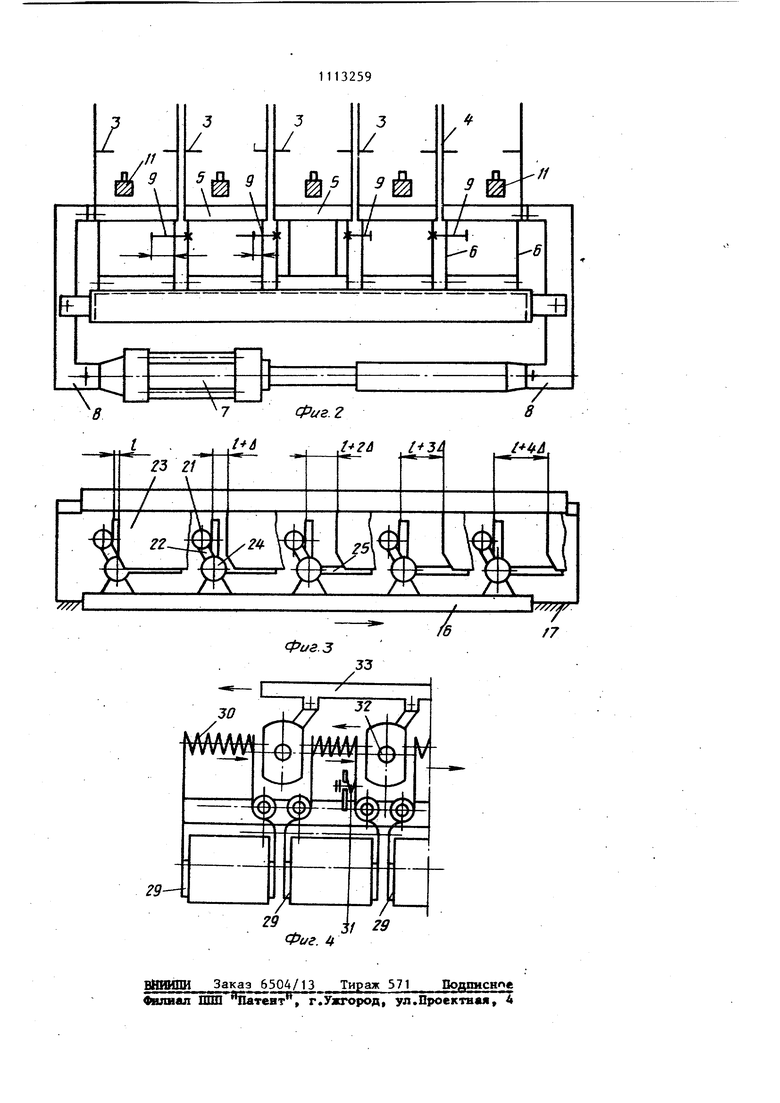
Изобретение относится к оборудованию для производства строительных материалов и может быть использовано при производстве изделий стеново керамики и огнеупоров. Известен автомат для-садки кирпи ча на обжиговые вагонетка, содержащий раму, транспортер, раздвижной пластинчатый стол, перегрузчик и переносчик слоя Л . Однако работа известного автомат не увязана с работой пресса полусухого прессования. Наиболее близким к предлагаемому является автомат-укладчик кирпича полусухого прессования на вагонетки туннельных обжиговых печей, содержащий приемный стол, комплектовател и механизм захвата и переноса изделий 2 . Однако известный автомат характеризуется неустойчивостью садки из-за отсутствия перевязки между столбиками, большим количеством повреждений и образованием недопустимой при производстве лицевого фасадного кирпича полусухого прессова ния разноцветности изделий вследств отсутствия разрывов между кирпичами при садке, приводящим к созданию различных условий обтекания разных сторон кирпича газовым потоком в об жиговом канале печи. Целью изобретения является повышение надежности автомата при одновременном повышении качества издели Поставленная цель достигается тем, что в автомате-укладчике кирпи ча полусухого прессования на вагонетки туннельных обжиговых печей, содержащем приемный стол- комплекто ватель и механизм захвата и перенос изделий, приемньй стол снабжен дополнительным подъемным столиком, вы полненным из рамок с опорными боковыми пластинами и толкателя, расположенного между боковыми пластинами а комплектователь выполнен в виде рольганга и кантователя с поворотны ми валами и упорами, причем валы кантователя размещены между роликам рольганга. Ролики рольганга закреплены на общем основании, установленном с во можностью перемещения в направлении перпендикулярном направлению движения толкателя, кантователь снабжен копирами, а его валы - роликами. контактирующими с копирами, причем шаг между копирами превышает шаг между валами. Захват содержит лапы и поворотные копиры, взаимосвязанные с лапами посредством пружин. На фиг. 1 показан автомат, общий ВИД, на фиг. 2 - приемный подъемный столик; на фиг. 3 - узел кантователя с копирами; на фиг. 4 - механизм захвата и переноса изделий. Автомат состоит из направляющих 1, подъемного приемного столика 2, включающего опорные пластины 3 и боковые пластины 4, установленные на рамках 5 и имеющие возможность перемещения на направляющих 6 от пнеВМСцилиндра 7 через рычаги 8 до взаимодействия с ограничителями 9. Приемный столик имеет возможность перемещаться в вертикальном направлении от пневмоцилиндра 10, причем ход перемещения равен толщине принимаемого изделия. Над рамками 5 расположены толкатели 11 с упорами 12, имеющие возможность перемещения от привода 13, например с кривощипно-шатунными механизмами. За подъемным приемным столиком расположены промежуточный приемный стол 14 и ролики 15, закрепленные на основании 16, которое имеет возможность перемещения по направляющим 17, например от пневмодилиндра 18. Параллельно направлению движения толкателя в пазах роликов 15 находятся валы 19 кантователя 20. При перемещении основания 16 ролики 21, расположенные на рычагах 22, закрепленные на валах 19, вза1имодействуют с неподвижными копирами 23, и валы 19, поворачиваясь в подшипниках 24, имеет возможность вместе с упорами 25 повернуться на 90, причем копиры 23 расположены с шагом, превышающим расстояние между осями валов 19. Перемещение основания 16 равно шагу между валами 19. Над роликами 15 расположен захват 26, имеющий возможность поворота на 90, вертикального перемещения от привода 27 и горизонтального перемещения вместе с кареткой 28, причем лапы 29 захвата 26 расположены над валами 19. Лапы 29 имеют возмодность перемещаться под действием пружин 30 и 31 в пределах, определяемых поворачивающимся копиром 32, имеющим возможность поворота от системы рычагов 33. Устройство работает следующим образом. Изделия от пресса 34 поступают на опорные пластины 3 подъемного при ёмного столика 2, при этом боковые пластины 4 определяют накопление изделий. После прихода на подъёмный приемный столик 2 первой группы изделий срабатывает пневмоцилиндр 10 или любой другой приводной механизм и столик опускается на толщину изделия. После того, как от пресса поступает вторая группа изделий, рас полагаемая сверху первой, срабатывает пневмоцилиндр 7 и рамки 5 вместе с опорными и боковыми пластинами 3 и 4 и изделиями перемещаются до взаимодействия с ограничителями 9, которые по определенной настройке производят-раздвижку кирпичей. После этого срабатывают толкатели 1i от привода 13 и упорами 12 перемещают изделия на один шаг, при этом подъем ный приемный столик 2 освобождается от изделий. После срабатывания толка теля 11 подъемный приемный столик 2 возвращается в исходное положение и цикл приема изделий повторяется. Изделия,- продвинутые упором 12 толкателя 11, попадают на промежуточ ный стол 14. При последующем срабатывании привода 13 изделия упором 12 перемещаются на ролики 15. Когда на роликах 15 набирается требуемое количество изделий, опускается захв 26. После этого лапы 29, взаимодействующие с поворачивающимися копира ми 32, проходят в промежутки между изделиями, причем все изделия находятся на одинаковом расстоянии друг от друга, определенном при их раздвижке настройкой ограничителей 9. После опускания захвата 26 система рычагов 33 поворачивает копиры 32 и пружины 30 перемешают лапы 29 и тем самым зажимают изделия. Пружины 31 перемещают лапы 29 вместе с изделиями до положений, которые изделия должны занимать при укладке на обжиговую вагонетку. После зажима изделий захват 26 поднимается и перемещается для уклад ки изделий на обжиговую вагонетку. При укладке на вагонетку каждый второй слой поворачивается не 90 дпя о.беспечения перевязки изделий в пакете на обжиговой вагонетке. При приводимой схеме работы кирпич укладывается на основание (120x250 мм) .Для укладки изделий на боковую сторону (65x250 мм) после набора fia роликах 15 необходимого количества изделий основание 16 перемещается по направляющим 17 на расстояние, равное расстоянию между осями изделий. При этом ролики 21 кантователя взаимодействуют с неподвижными коТ1ирами 28 и поворачивают валы 19 с упорами 25. Упоры 25 взаимодействуют с изделиями и поворачивают их на 90 . Поскольку копиры 23 расположены с шагом, большим расстояния между осями валов 19, поворот изделий происходит поочередно, и они при повороте не мешают друг другу. Так как при, перемещении основания . изделия вместе с роликами 15 и 19 также смещаются, то после поворота изделия занимают то самое место, которое занимали до поворота, и не препятствуют лапам 29 захвата 26 опуститься в промежутки между изделиями. При работе автомата-укладчика на обыкновенном, в том числе лицевом, или утолщенном кирпиче, или на керамических блоках (размеры изделий равны соответственно 250x120x65 мм, 250X120x88 мм-; 250хТ20л130 мм) возможна укладка изделий на сторону 120-250 мм без сдваивания. Сдваивание можно производить при работе на обыкновенном, в том числе и лицевом и утолщенном кирпиче, а поворот изделий - при работе на обыкновенном (в том числе лицевом) кирпиче со сдваиванием и при работе на керамических блоках. Экономический эффект при использовании автомата-укладчика достигается за счет исключения ручного труда для выравнивания садки, с целью обеспечения ее устойчивости, а также за счет снижения брака и устранения разноцветности лицевого кирпича благодаря комбинированной садке с раздвижкой.
yjf/jfj y
xxx/x/y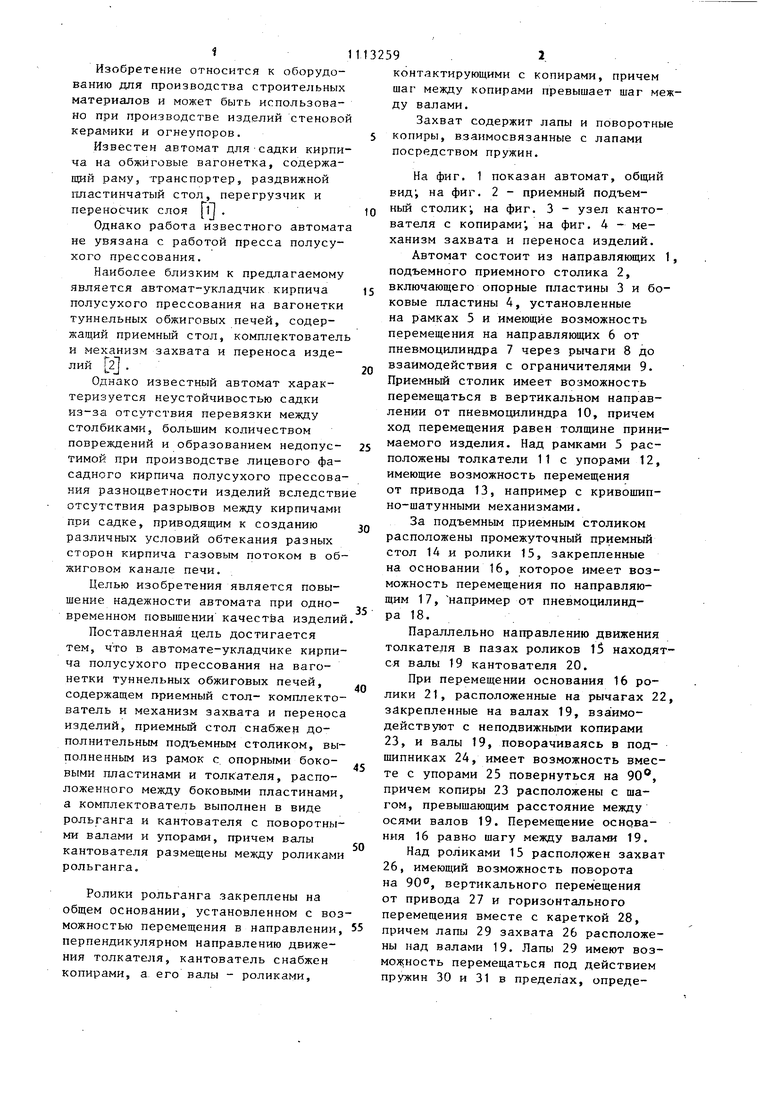
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия формования кирпича полусухого прессования | 1983 |
|
SU1217680A1 |
| Автомат для садки кирпича на печные вагонетки | 1983 |
|
SU1104023A1 |
| Автоматическая линия погрузки кирпича на печные вагонетки | 1983 |
|
SU1159787A1 |
| Автомат-укладчик кирпича-сырца полусухого прессования на обжиговые вагонетки | 1975 |
|
SU649583A1 |
| Линия для изготовления кирпича | 1988 |
|
SU1588555A1 |
| Устройство для набора пакета изделий прямоугольной формы | 1982 |
|
SU1097503A1 |
| Комплектователь слоя садки кирпича на печную вагонетку | 1982 |
|
SU1077796A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Комплектователь слоя садки кирпича на обжиговую вагонетку | 1983 |
|
SU1140965A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
1. АВТОМАТ-УКЛАДЧИК КИРПИЧА ПОЛУСУХОГО ПРЕССОВАНИЯ НА ВАГОНЕТКИ ТУННЕЛЬНЫХ ОБЖИГОВЫХ ПЕЧЕЙ, содержащий приемный стол, комплектователь и механизм захвата и переноса изделий, отличающийся тем, что, с целью повьшения надежности автомата при одновременном повьппении качества изделий, приемный стол снабжен дополнительным подъемным столиком, выполненным из рамок с опорными и боковыми пластинами и толкателя, расположенного между боковыми пластинами, а комплектователь выполнен в виде рольганга и кантователя с поворотными валами и упорами, причем валы кантователя размещены между роликами рольганга. 2. Автомат-укладчик по п. 1, отличающийся тем, что ролики рольганга закреплены на общем основании, установленном с возможностью перемещения в направлении, перпендикулярном направлению движения толкателя, кантователь снабжен (Л копиром, а его валы - роликами, контактирующими с копирами, причем шаг между копирами превышает шаг между валами. § 3. Автомат-укладчик по п. 1, отличающийся тем, что захват содержит лапы и поворотные копиры, взаимосвязанные с лапами посредством пружин.
J;ii
26
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для формирования садки изделий | 1978 |
|
SU779092A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для формирования садки изделий | 1980 |
|
SU939215A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
