(54) УСТРОЙСТВО ДЛЯ УКЛАДКИ ОГНЕУПОРНЫХ ИЗДЕЛИЙ
НА ПЕЧНОЙ ВАГОН
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многостолбиковой укладки кирпича-сырца | 1978 |
|
SU770801A1 |
| Устройство для укладки огнеупорныхиздЕлий HA пЕчНОй ВАгОН | 1978 |
|
SU814758A1 |
| Устройство для многостолбиковой укладки кирпича-сырца на печной вагон | 1978 |
|
SU774947A1 |
| УСТАНОВКА ДЛЯ САДКИ СЫРЦЫ-КИРПИЧА НА ПЕЧНУЮ ВАГОНЕТКУ | 1992 |
|
RU2043192C1 |
| Устройство для формования слоя кирпичей | 1978 |
|
SU745696A1 |
| Линия формирования садки сырца-кирпича на печную вагонетку | 1987 |
|
SU1412975A1 |
| Устройство для съема кирпичей с пресса и формирования садки | 1978 |
|
SU722767A1 |
| Установка для многопакетной садки керамических изделий на печную вагонетку | 1983 |
|
SU1131656A1 |
| УСТАНОВКА ДЛЯ СЪЕМА ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1973 |
|
SU364445A1 |
| Устройство для переноса слоя кирпича на печную вагонетку | 1983 |
|
SU1102678A1 |
1
Изобретение относится к производству керамических и огнеупорных изделий и касается устройств для механизации съема с прессов, формирования слоя и укладки на печной вагон сырца огнеупорных изделий, изготавливаемых методом полусухого прессования.
Известен автомат-укладчик кирпичасырца на печную вагонетку, включающий кантователь, транспортер накопитель, переносную тележку с групповым захватом, имеющий возможность поворота на 90° относительно вертикальной оси 1.
Переносная тележка этого , укладчика снабжена одним блоком захвата, и зажим изделий происходит с тбрцов. Захваты позволяют переносить слои с поворотом на 90° или без поворота, только изделия прямоугольной формы на малые вагонетки. Поэтому автомат-укладчик не может быть использован для укладки ковшовых огнеупорных изделий.
Наиболее близко к предлагаемому устройство для многостолбиковой укладки кирпича-сырца на печной вагон, содержащее формирователь слоя и переносчик слоя с захватами в виде секционных блоков с приводом раздвижения и поворота на 90°, расположенных на раме 2.
Недостатком устройства является слож-. ность конструкции захвата в части поворота вокруг горизонтальной оси при работе противоположными зажимными блоками.
Цель изобретения - упрощение конструкции захвата и повышение надежности устройства.
Для достижения указанной цели секции
10 блоков захвата смонтированы на направляющих с возможность передвижения в горизонтальной плоскости. Смежные секции двух блоков снабжены фиксаторами, взаимодействующими между собой. Приводы раз15 движения блоков выполнены автономными, а фиксаторы - в виде подпружиненных двуплечих рычагов, кинематически соединенных с упорами, закрепленными на направляющих блоков, причем один из фиксаторов снабжен подпружиненной собачкой, взаимодействующей с установленным на раме копиром, а другой выполнен с выступом для зацепления собачки.
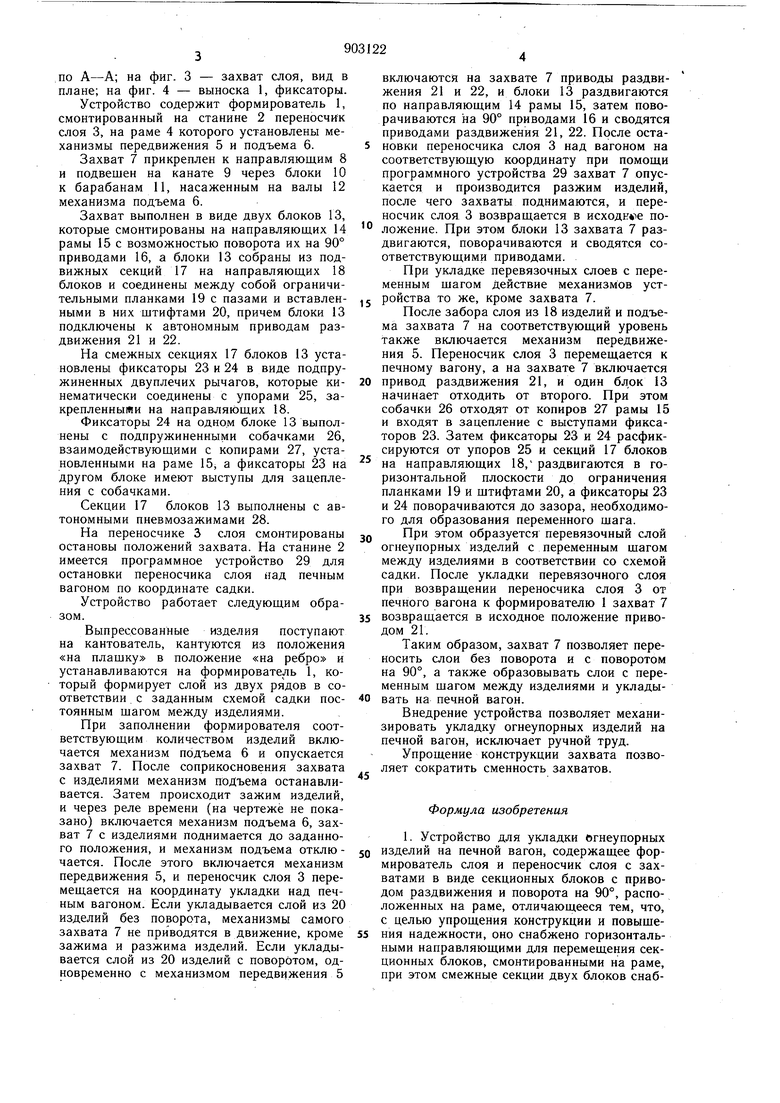
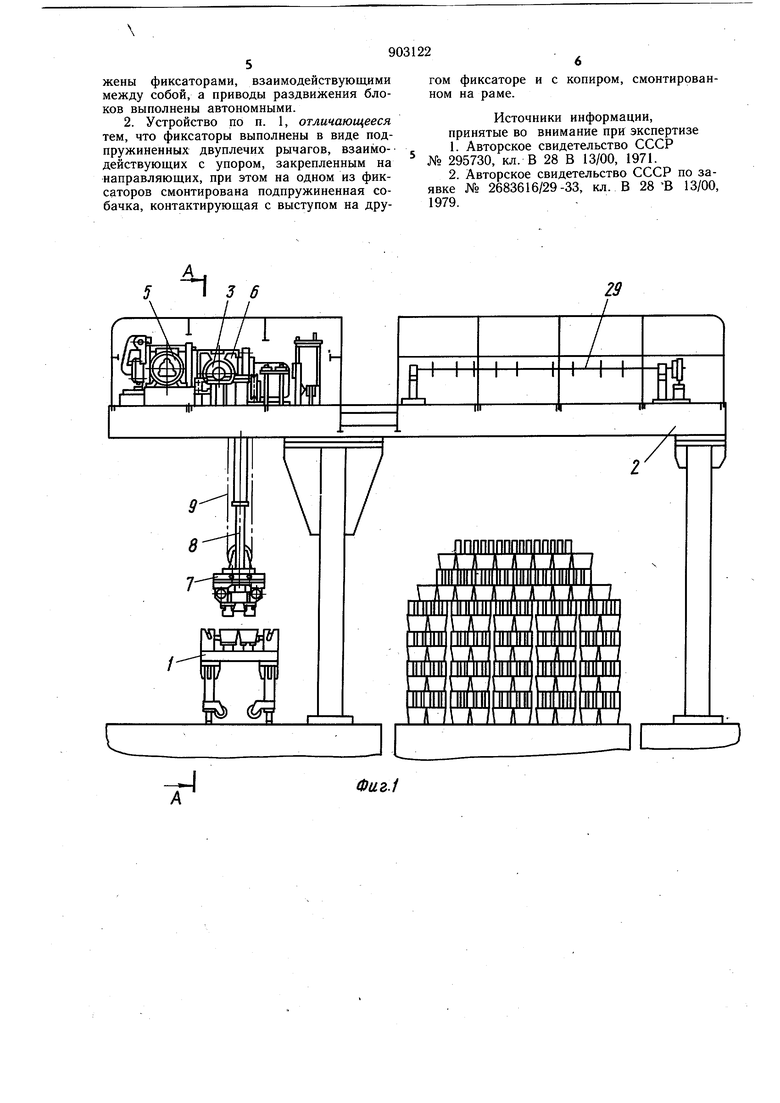
На фиг. 1 изображено предлагаемое устройство, вид спереди; на фиг. 2 - сечение.
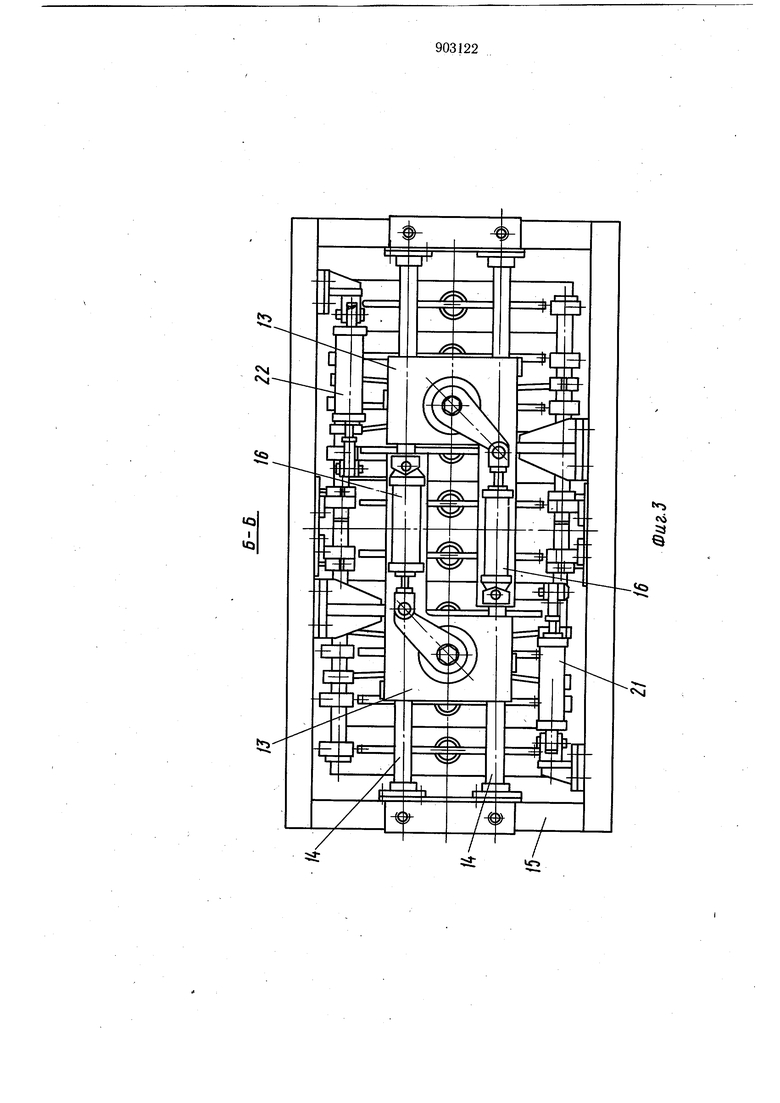
по А-А; на фиг. 3 - захват слоя, вид в плане; на фиг. 4 - выноска 1, фиксаторы.
Устройство содержит формирователь 1, смонтированный на станине 2 переносчик слоя 3, на раме 4 которого установлены механизмы передвижения 5 и подъема 6.
Захват 7 прикреплен к направляющим 8 и подвешен на канате 9 через блоки 10 к барабанам 11, насаженным на валы 12 механизма подъема 6.
Захват выполнен в виде двух блоков 13, которые смонтированы на направляющих 14 рамы 15 с возможностью поворота их на 90° приводами 16, а блоки 13 собраны из подвижных секций 17 на направляющих 18 блоков и соединены между собой ограничительными планками 19 с пазами и вставленными в них щтифтами 20, причем блоки 13 подключены к автономным приводам раздвижения 21 и 22.
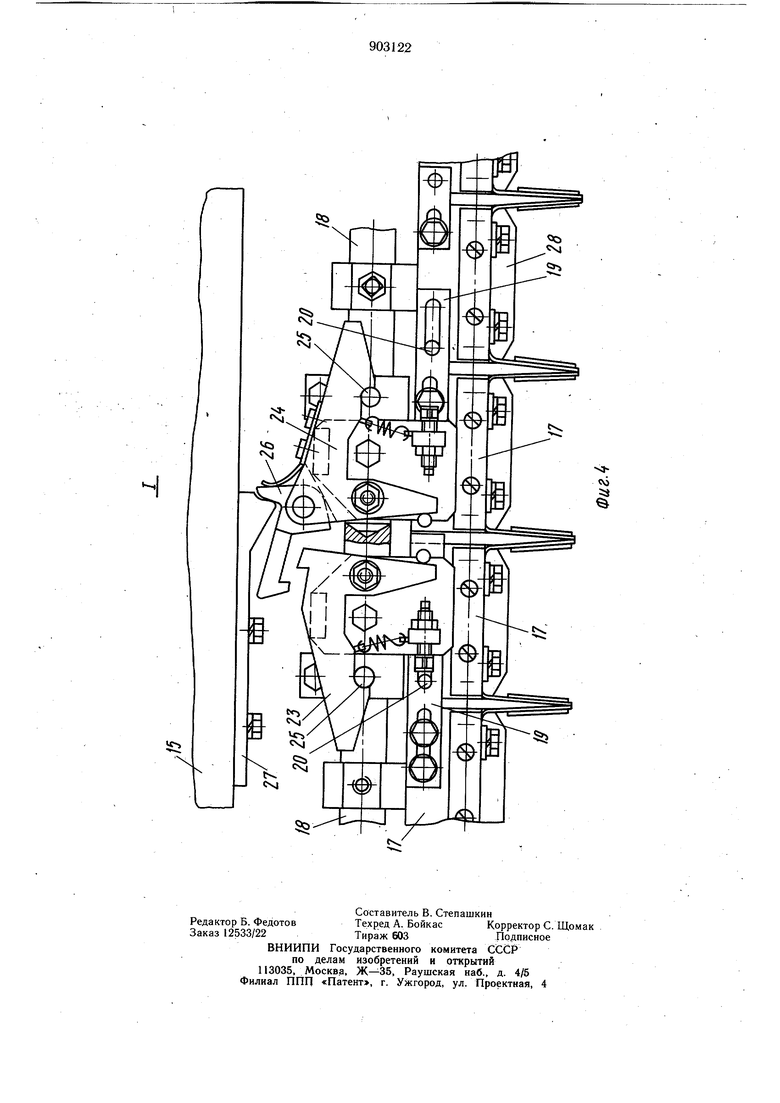
На смежных секциях 17 блоков 13 установлены фиксаторы 23 и 24 в виде подпружиненных двуплечих рычагов, которые кинематически соединены с упорами 25, закрепленньши на направляющих 18.
Фиксаторы 24 на одном блоке 13 выполнены с подпружиненными собачками 26, взаимодействующими с копирами 27, установленными на раме 15, а фиксаторы 23 на другом блоке имеют выступы для зацепления с собачками.
Секции 17 блоков 13 выполнены с автономными пневмозажимами 28.
На переносчике 3 слоя смонтированы остановы положений захвата. На станине 2 имеется программное устройство 29 для остановки переносчика слоя над печным вагоном по координате садки.
Устройство работает следующим образом.
Выпрессованные изделия поступают на кантователь, кантуются из положения «на плащку в положение «на ребро и устанавливаются на формирователь 1, который формирует слой из двух рядов в соответствии с заданным схемой садки постоянным шагом между изделиями.
При заполнении формирователя соответствующим количеством изделий включается механизм подъема 6 и опускается захват 7. После соприкосновения захвата с изделиями механизм подъема останавливается. Затем происходит зажим изделий, и через реле времени (на чертеже не показано) включается механизм подъема 6, захват 7 с изделиями поднимается до заданного положения, и механизм подъема отклю чается. После этого включается механизм передвижения 5, и переносчик слоя 3 перемещается на координату укладки над печным вагоном. Если укладывается слой из 20 изделий без поворота, механизмы самого захвата 7 не приводятся в движение, кроме зажима и разжима изделий. Если укладывается слой из 20 изделий с поворотом, одновременно с механизмом передвижения 5
включаются на захвате 7 приводы раздвижения 21 и 22, и блоки 13 раздвигаются по направляющим 14 рамы 15, затем поворачиваются на 90° приводами 16 и сводятся приводами раздвижения 21, 22. После остановки переносчика слоя 3 над вагоном на соответствующую координату при помощи программного устройства 29 захват 7 опускается и производится разжим изделий, после чего захваты поднимаются, и переносчик слоя 3 возвращается в исходк 1е положение. При этом блоки 13 захвата 7 раздвигаются, поворачиваются и сводятся соответствующими приводами.
При укладке перевязочных слоев с переменным щагом Действие механизмов устройства то же, кроме захвата 7.
После забора слоя из 18 изделий и подъема захвата 7 на соответствующий уровень также включается механизм передвижения 5. Переносчик слоя 3 перемещается к печному вагону, а на захвате 7 включается
привод раздвижения 21, и один блок 13 начинает отходить от второго. При этом собачки 26 отходят от копиров 27 рамы 15 и входят в зацепление с выступами фиксаторов 23. Затем фиксаторы 23 и 24 расфиксируются от упоров 25 и секций 17 блоков
на направляющих 18, раздвигаются в горизонтальной плоскости до ограничения планками 19 и штифтами 20, а фиксаторы 23 и 24 поворачиваются до зазора, необходимого для образования переменного шага.
При этом образуется перевязочный слой огнеупорных изделий с переменным щагом между изделиями в соответствии со схемой садки. После укладки перевязочного слоя при возвращении переносчика слоя 3 от печного вагона к формирователю 1 захват 7
возвращается в исходное положение приводом 21.
Таким образом, захват 7 позволяет переносить слои без поворота и с поворотом на 90°, а также образовывать слои с переменным щагом между изделиями и укладывать на печной вагон.
Внедрение устройства позволяет механизировать укладку огнеупорных изделий на печной вагон, исключает ручной труд.
Упрощение конструкции захвата позволяет сократить сменность захватов.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
Фиг.2
