Изобретение относится к области переработки пластмасс в изделия и может быть использовано при изготовлении изделий литьем под давлением, например тонкостенных двух цветных изделий, для которых требуется предварительный прогрев всей формы или отдельной ее части с последующим охлаждением отливки. Известналитьевая форма для полимерных изделий, содержащая подвижную и неподвижную полуформы, литниковые каналы и систему каналов для холодно го и горячего теплоносителя 1 . В известной форме используют постоянный нагрев, а это требует применения теплоизоляционных плит. Для на грева и охлаждения используются отдельные каналы. Все это усложняет конструкцию формы. Наиболее близкой к изобретению яв ляется литьевая форма для полимерных изделий.содержащая подвижную и неподвижную полуформы с размещенными а них каналом для нагрева и охлажде ния формующей полости, сообщающимся с каналами подвода холодного и горя чв1Х теплоносителя, и каналами лит.ннковой системы 21 . В известной форме отсутствует система, обеспечивающая автоматическое переключение подачи теплоносителя в зависимости от заполнения формукядей полости и литниковой системы полимером. Цель изобретения - автоматизация процесса нагрева и охлаждения формы при изготовлении многоцветных издеЛИЙ за счет поочередного сообщения канала для нагрева и охлаждения формующей.полости с каналами подвода теплоносителя. Поставленная цель достигается тем, что в литьевой форме для полимерных изделий, содержащей подвижную и неподвижную полуформы с размещенными в них каналом для нагрева и охлаждения формующей полости, сообщающимся с каналами подвода холодного и горячего теплоносителя, и каналами литниковой системы, согласно изобретению в неподвижной плите выполнена полость, сообщающаяся с каналом для нагрева и охлаждения формующей полости и каналами подвода холодного и горячего теплоносителя, снабженная размещенным в ней подпружиненным поршнем, в средней части которого выполнена кольцевая канавка, а в подвижной плите соосно полости поршня выполнена дополнительная полость, сообщающаяся с полостью поршня и каналами литниковой системы В неподвижной плите установлен винт для регулирования усилия пружины поршня.
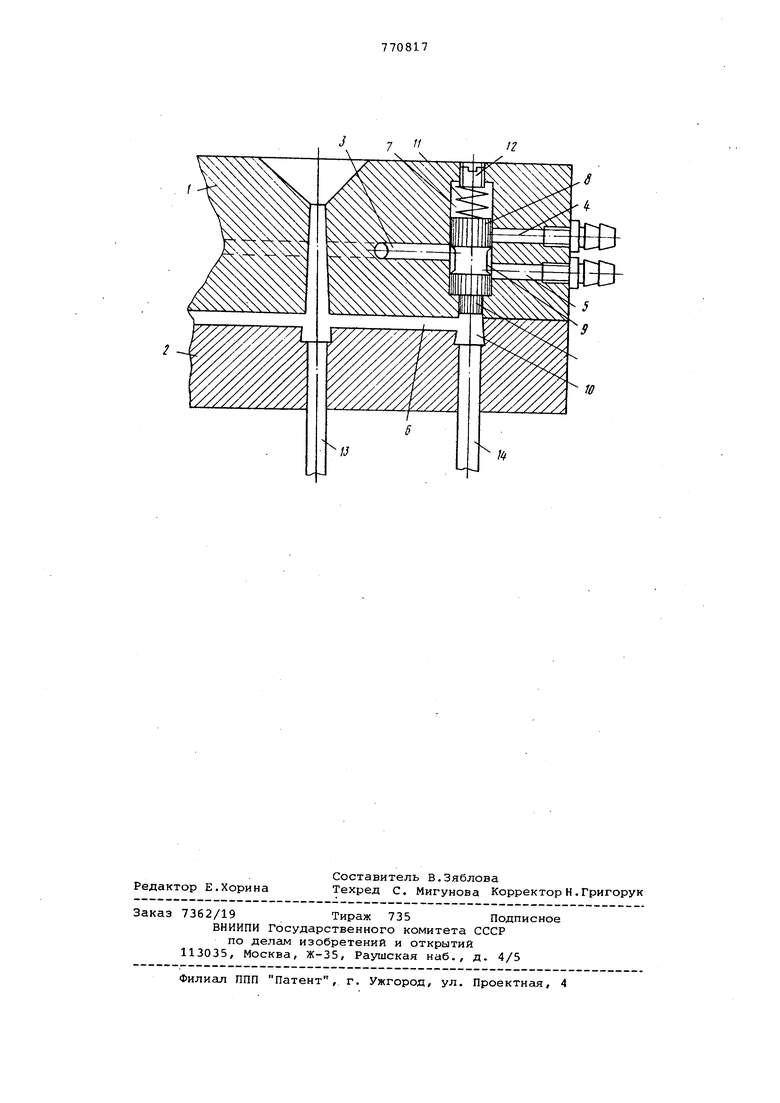
На чертеже показана литьевая форма. .
Литьевая форма содержит неподвиж.ную 1 и подвижную 2 полуформы с размеще.нными в них каналом 2 для нагрева и охлаждения формующей полости, сообщающимся: с каналами 4 и 5, соответственно холодного .и горячего теп.лоносителя, и каналами 6 литниковой системы. В неподвижной плите 1 выполнена полость 7, сообщающаяся с каналами 3-5, в которой размещен подпружиненный поршень 8 с кольцевой канавкой 9, выполненной в средней его части. В подвижной плите соосно полости поршня выполнена дополнительная полость 10-, сообщающаяся с каналами 6 литниковой системы и .полостью 7 поршня 8. Для регулирования усилия пружины 11 поршня 8 в неподвижной плите установлен винт 12. Для увеличения застывшей массы из каналов б и дополнительной полости 10 служат толкатели 13 и 14.
Работает форма следующим образом. Теплоноситель из канала 5 через канавку 9 поршня 8 по каналу 3 поступает в зону матрицы (формующую полость) и обогревает ее. Затем происходит смыкание частей 1 и 2. Обогрев матрицы продолжается. При впрыске расплава в форму по каналам 6 литниковой системы происходит оформление отливки и одновременно заполнение полости 10. При достижении в полости 10 заданного давления расплава поршень 8 перемещается так что канавка 9 совмещается с каналом
4холодного теплоносителя, а канал
5перекрывается. Теперь в зону матрицы по каналу 3 поступает холодный теплоноситель и охлаждает ее. Происходит затвердевание отливки.
При раскрытии формы пружина 11 возвращает поршень 8 в исходное положение,, в результате чего теплоностель вновь поступает в зону матрицы и обогревает ее. Отливка вместе с литником и пробкой, получившейся в
полости 10, удаляются толкателями 14 и 13.
Для облегчения регулировки времени подачи хладагента в зону матрицы в неподвижной плите установлен регулировочный винт 12, с помощью которого можно изменять усилие пружины 11, действующей на поршень, и тем самым менять минимальную величину рабочего давления расплава в полости 10, от чего зависит время срабатывания поршня 8 и, следовательно, продолжительность периода охлаждения матрицы.
Формула изобретения
1.Литьевая форма для полимерных изделий, содержащая подвижную и неподвижную полуформы с размещенными
в них каналом для нагрева и охлаждения формующей полости, сообщающимся с каналами подвода холодного и горячего теплоносителя, и каналами литниковой системы, отличающаяс я тем, что, с целью автоматизации процесса нагрева и охлаждения формы при изготовлении многоцветных изделий за счет поочередного сообщения канала для нагрева и охлаждения формующей полости с каналами подвода теплоносителя, в неподвижной плите выполнена полость, сообщающаяся с каналом для нагрева и охлаждения формующей полости и каналами подвода холодного и горячего теплоносителя, снабженная размещенным в ней подпружиненным поршнем, в средней части которого выполнена кольцевая канавка, а в подвижной плите соосно полости поршня выполнена дополнительная полость , сообщающаяся с полостью поршня и каналами литниковой системы.
2.Литьевая форма по п.1, о т л ичающаяся тем, что,с целью регулирования усилия пружины поршня,
в неподвижной плите установлен винт.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР №247143, кл. .В 29 С 5/00, 28.11.67.
2.Лейкин Н.Н. Конструирование
50 пресс-форм для изделийиз пластических масс. М.-Л., Машиностроение, 1966, с. .105 (прототип).
П
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1763223A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОДДОНОВ И ПОДДОНЫ, ИЗГОТАВЛИВАЕМЫЕ ПОСРЕДСТВОМ ЛИТЬЕВОЙ ПРЕСС-ФОРМЫ | 2023 |
|
RU2810812C1 |
| Способ штамповки из жидкого металла и устройство для его осуществления | 1990 |
|
SU1838043A3 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2008222C1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 2014 |
|
RU2556921C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007296C1 |
| Литьевая форма | 1982 |
|
SU1151476A1 |
| Литьевая форма | 1975 |
|
SU540747A1 |