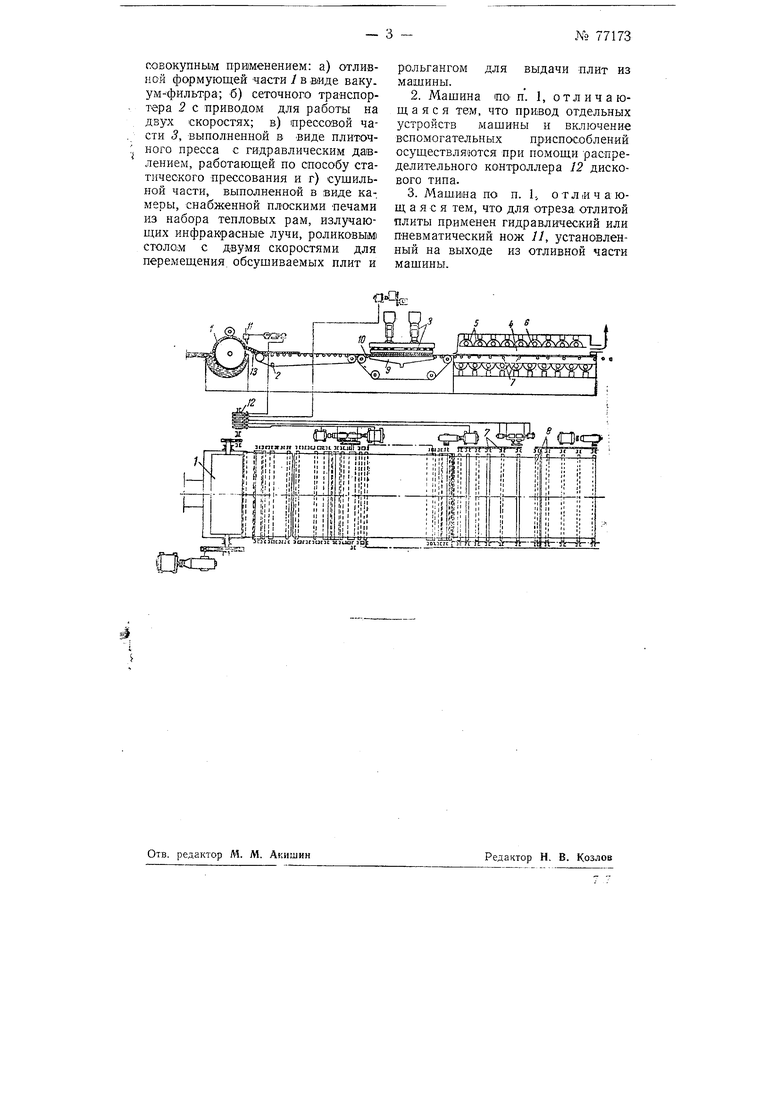
Предлагаелная, согласно изобретению, машина непрерывного действия для выработки строительных волокнистых плит (см. чертеж) состоит из четырех основных частей:
а)отливной формующей части 1 в виде барабанного вакуум-фильтра;
б)сеточного траясоортера 2 с приводам для работы на двух скоростях; Б) прессовой части 5, выполненной в виде плиточного пресса с гидравлическим давлением, работающей ПО способу статического прессования, и г) сущильной части 4, выполненной в виде камеры, снабженной ПЛОСКИМИ печами 5 с набором
тепловых ламп 6 с рефлекторами, излучающими инфракрасные лучи, /юликовым столом 7 с двумя скоро- стями для Перемещения обсушиваемых плит и рольгангом для выдачи плит из машины.
Сеточный транспортер 2 приспособлен для работы на двух -скоростях:
а)на скорость, соответствующую скорости вращения цилиндра отливного вакуум.-фильтра (первая cKo-i рость);
б)на Повьйиенную скорость (в 20 раз Превышающую первую) для относа плиты в прессовую часть Miaшины (вторая скорость).
;8
Нижняя прессовая плита прессовой части 3 машины сделана в виде решетки с просветами, что позволяет осуществить одновременно с прессованием отсос воды ПОД вакуумом. Для этой цели предусматривается вакуум-камера 9, соединяемая с рессивером вакуум-насоса. Верхняя прессовая плита может быть также перфорирована для прососа воздуха или, в отдельных случаях, для подачи воздуха пневматически.
В нижней прессовой плите движется бесконечная сетка, служащая для приема плиты с сеточного транспортера 2 ,и для дальнейшей транспортировки плиты на приемный роликовый стол 7 сушильной камеры 4. Сетка прессового транспортера 10 в момент прессования автоматически останавливается.
Пары, выделяющиеся во время сушки, отводятся из сушильной части 4 отсасывающим вентилятором.
Роликовый стол 7 сушильной части М1ашины, как указано выще, имеет две скорости для перемещения плит: скорость, равную скорости сеточного прессового транспортера Ю, и скорость, равную окружной скоро сти сеточного цилиндра вакуумфильтра.
755
Перемещение ллиты внутри сушильной камеры осуществляется при помощи роликового или сеточного транспортера 8, скорость которого равна окружной скорости формующего сеточного цилиндра, при этом плита при своем движении прижимается верхними роликам1И или верхней сеткой.
Кроме того в предлагаемой машине предусмотрено разрезание изготовляемых плит до их прессования. Разрезание плиты на длину определенного размера осуществляется -при ПОМОЩИ гидравлического или пневматического ножа 11.
Наконец, м ашина имеет автоматизированный привод, т. е. скорости отдельных устройств машины и включение вспомогательных устройств синхронизированы и действуют автоматически.
Управление приводом осуществляется от работы вакуум-фильтра, а именно от вращения барабана при помощи распределительного контроллера 12 дискового типа.
Работа машины протекает в следующем порядке. Жидкая волокнистая масса поступает в ванну вакуум-фильтра, обезвоживается там1 и в виде толстого слоя отлагается на сетке цилиндра. Слой массы при помощи шаберного приспособления отделяется от цилиндра и передается на приемный сеточный транспортер 2. После (Прохождения известногр пути, соответствуюшего заданной длине ПЛИТЫ, автоматически включается гидравлический (или пневматический) нож, который отрезает плиту в месте отделения ее от сеточного цилиндра. В момент окончания отреза и выключения действия ножа сеточный транспортер 2 переводится на вторую скорость (в 20 раз превышающую первую). С этой новой скоростью отрезанная плита перемещается в прессовую часть 3.
Между круглосеточным цилиндром и СУТОЧНЫМ: транспортером расположен промежуточный наклонный роликовый стол 13, который служит: а) для приема плиты непосредственно после отделения ее шабером от сеточного цилиндра; б) для поддержания плиты в мо.мент отрезки ее гидравлическим или пневматиче756
СКИ1М1 ножам и в) для перемещения плиты к сеточному транспортеру в то время, когда транспортер занят переводом предыдущей плиты в прессовую часть, при работе на второй повьяшенной скорости.
Скорость движения сетки приемного транспортера 2 и скорость сетки прессового транспортера 10 синхронизированы. После приема плиты на прессовый стол сетка прессового транспортера 10 автоматически останавливается и приемный сеточный транспортер 2 переводится на первую скорость, равную скорости вращения обезвоживающего цилиндра. Затем -цикл работы повторяется.
В течение того времени, когда новая плита непрерывным потоком набегает при первой (малой) скорости на приемный сеточный транспортер 2, производится статическое прессование предыдущей плиты опусканием пресса. Окончание прессования совпадает с моментом отреза новой плиты. Пресс в это врем., автоматически подымается. Сетка прессового транспортера 10 приводится снова в движение и отпрессованная плита перемещается в сушильную часть машины, в начале которой имеется приемный роликовый стол 7, работающий так же, как и первый сеточный транспортер, «а двух скоростях. Большая скорость служит для приема плит из-под пресса, меньшая - для передачи ее на сушильный транспортер 5. После перевода отпрессованной плиты в сушильную часть машины под пресс поступает новая плита. Процесс прессования снова повторяется.
Машина может быть применена для выработки высокопористых, пористых, полужестких и жестких плит наиболее употребительных толщин- от 3,5 до 25 мм.
Первые два вида плит получаются непосредственно на этой машине. Для получения полужестких и жестких плит требуется дополнительное уплотнение плит на прессе высокого давления (до 100 кг/см).
Предмет изобретения 1. Машина непрерывного действия для выработки строительных волокнистых плит, отличающаяся
совокупным применением: а) отливной формующей части / в виде ваку. ум-фильтра; б) сеточного транспортера 2 с приводом для работы на двух скоростях; в) прессовой части 3, выполненной Б виде плиточного пресса с гидравлическим давлением, работающей по способу статического прессования и г) сущильной части, выполненной в виде ка-, меры, снабженной плоскими печами из набора тепловых рам, излучающих инфракрасные лучи, роликовым столО|М с двумя скоростями для перемещения, обсущиваемых плит и
Юги
рольгангом для выдачи плит из машины.
2.Машина по п. 1, отличающаяся тем, что привод отдельных устройств машины и вк-иючение вспомогательных приспособлений осуществляются при помощи распределительного контроллера 12 дискового типа.
3.Машина по п. 1., отличающаяся тем, что для отреза отлитой плиты применен гидравлический или пневматический нож 11, устано1вленный на выходе из отливной части машины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Отливная машина периодического действия для изготовления волокнистых плит | 1947 |
|
SU83783A1 |
| Устройство для изготовления оконных переплетов и других столярных изделий из древесного волокна | 1956 |
|
SU116813A1 |
| Прессовая установка для производства древесно-волокнистых плит | 1982 |
|
SU1105535A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ И ФОРМОВАННОЕ ИЗДЕЛИЕ | 1994 |
|
RU2126865C1 |
| Установка для формирования волокнистых плит | 1974 |
|
SU501894A1 |
| ЛИСТООТЛИВНОЙ АППАРАТ | 1967 |
|
SU203466A1 |
| Установка для изготовления полых деталей из волокнистых масс | 1984 |
|
SU1242378A1 |
| Способ получения электроизоляционных слюдинитовых бумаг | 1954 |
|
SU108343A1 |
| Столовая бумагоделательная машина | 1932 |
|
SU32293A1 |
| Линия изготовления древесно-волокнистых плит мокрым способом | 1986 |
|
SU1397295A1 |