Изобретение относится к отливным машинам периодического действия для изготовления волокнистых нлит.
Особенность описанной ниже отливной машины заключается в совокупности следуюихих элементов: отливного аппарата, сеточного транспортера, гидравлического пресса высокого давления, приводного рольганга и гидравлического нодъемника для этажерочных тележек.
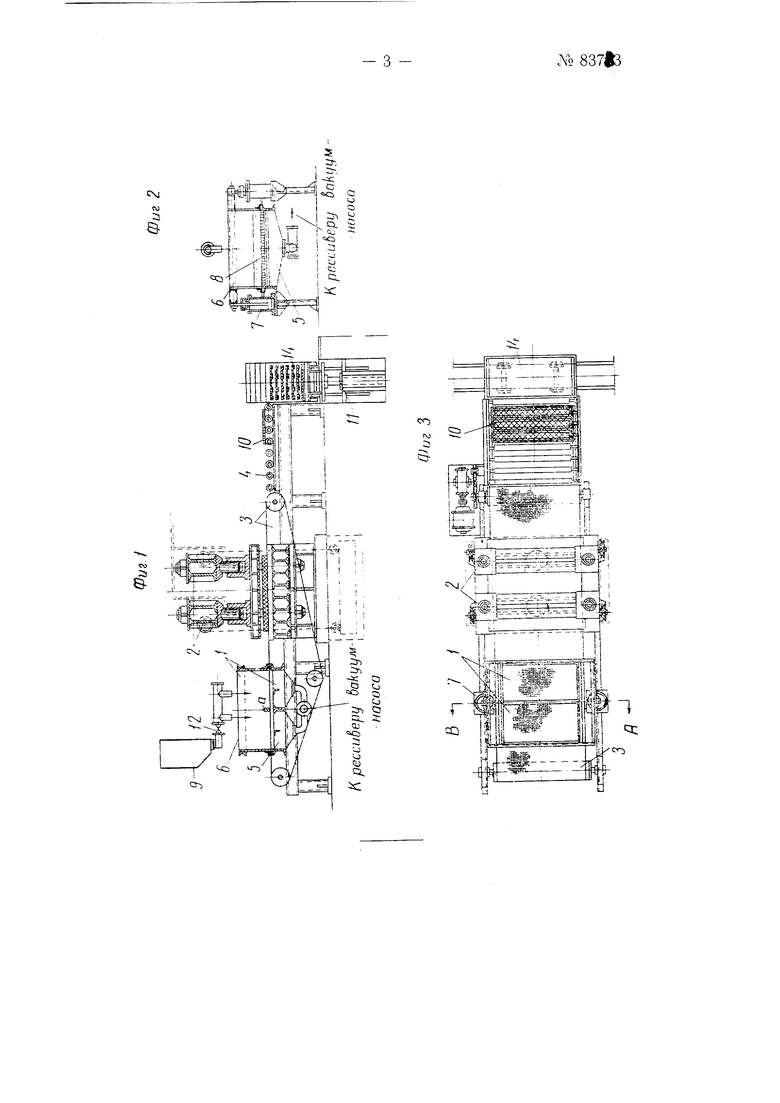
На чертеже изображена машина в трех проекциях.
Отливной аппарат 1 состоит из вакуумной камеры 5, формовочного ящика 6, гидравлического подъемника 7 и дозировочного бачка 9.
Вакуумная камера 5 служит для создания вакуума под отливающейся плитой в формующем ящике на сетке сеточного транспортера 3. Вакуумная камера имеет рещетку 8, по которой передвигается сетка сеточного транспортера. Вакуумная камера двумя трубками соединяется с ресивером вакуумнасоса. Разрежение в вакуумной камере создается вакуумнасосом. Вакуум достигает 600 мм рт. ст.
Формующий ящик б, служащий для приема массы из дозировочного бачка 9и отлива плиты, устанавливается на вакуумной камере 5. Подъем и опускание формовочного ящика 6 и прижим его к сетке и вакуумной камере производится двумя гидравлическими подъемниками 7. Нижняя кромка формовочного ящика имеет резиновое уплотнение, так что ящик нижними кромками во время отлива плиты плотно прил имается к вакуумной камере, зажимая сетку. Формовочный ящик в нижней части разделен поперек перегородкой а, благодаря чему одновременно могут отливаться две плиты заданных размеров.
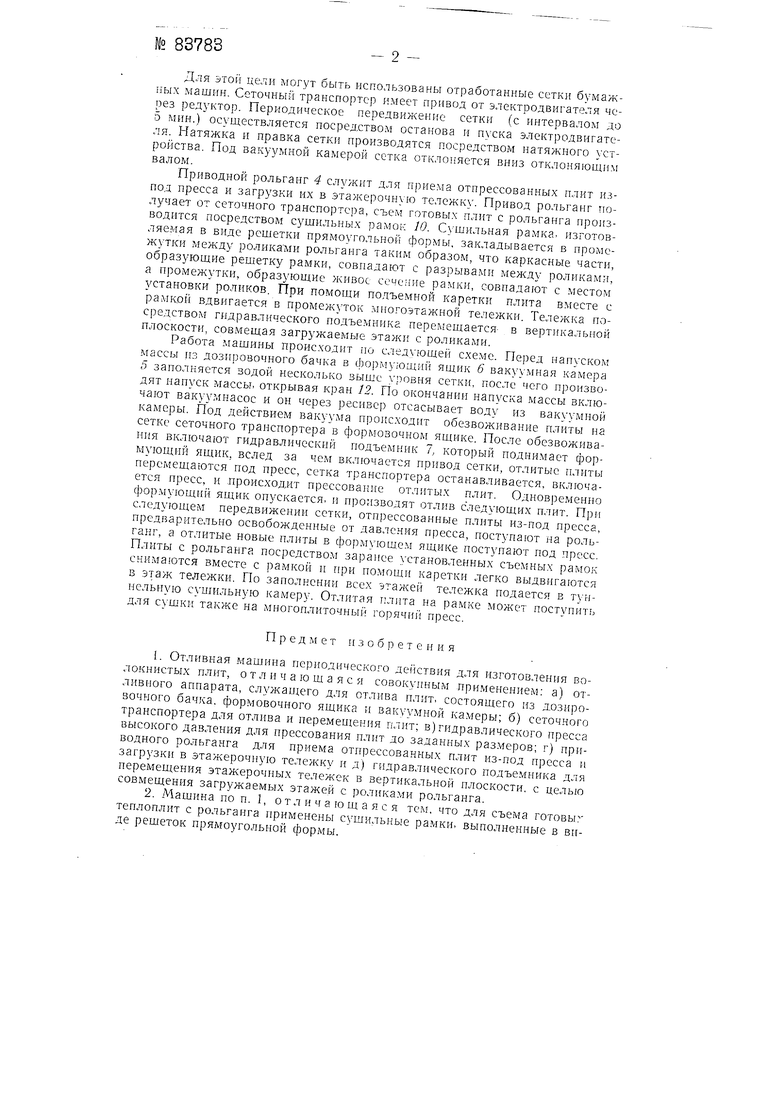
Гидравлический пресс 2 высокого давления служит для прессования отлитой плиты в отливном аппарате до заданных размеров на сетке сеточного транспортера, под которой находится плита пресса, представляющая собой решетку.
Сеточный транспортер 3 служит для отлива и перемещения плит. Отлив плиты происходит в формующем ящике 6 на бесконечной сетке сеточного транспортера.
№ 83783
Для этой цели могут быть использованы отработанные сетки бумажных машин. Сеточный транспортер имеет привод от электродвигателя через редуктор. Периодическое иередвижеиие сетки (с интервалом до 5 мип.) осуществляется посредством останова и пуска электродвигателя. Натяжка и правка сетки производятся посредством иатяжиого устройства. Под вакуумной камерой сетка отклоняется вниз отклоняющим валом.
Приводной рольгаиг 4 служит для прие.ма отпрессованных плит изпод пресса и загрузки их в зтажерочиую тележк . Привод рольгаиг получает от сеточного трансиортсчэа, съем готовых плит с рольганга иро 3водится посредством сущильных рамок 10. Сушильная рамка, изготовляемая в виде решетки прямоугольной формы, закладывается в промежутки между роликами рольгаига таким образом, что каркасньге части, образующие рещетку рамки, совпадают с разрывами мелсду роликами, а промежутки, образующие живое сечение ра.мки, совпадают с местом установки роликов. При помощи подъемной каретки плита вместе с ра.мкой вдвигается в промежуток многоэтажной тележки. Тележка посредством гидравлического подъемника перемещается- в вертикальной плоскости, совмещая загружаемые этажи с роликами.
Работа мащины происходит по следующей схеме. напуском массы пз дозировочного бачка в формующ.чй ящик 6 вакуумная камера 5 заполняется водой несколько выше ровия сетки, после чего производят напуск массы, открывая кран 12. По окончании напуска массы включают вакуумнасос и он через ресивер отсасывает воду из вакуумиой камеры. Под действием вакуулга происходит обезвоживание плиты на сетке сеточного транспортера в формовочном ящике. После обезвоживания включают гидравлический подъемник 7, который подни.мает форм ющнй ящик, вслед за чем включается нривод сетки, отлитые плиты перемещаются иод пресс, сетка транспортера останавливается, включается пресс, и .происходит прессование отлитых плит. Одновременно формующий ящик опускается, и производят отлив следующих плит. следующем передвижении сетки, отпрессованные плиты из-под пресса, предварительно освобожденные от давления прееса, поступают на рольганг, а отлитые новые плиты в формуюш,ем ящике поступают иод пресс. Плиты с рольганга посредством зараиее установленных съемных рамок енимаются вместе с ра1мкой и при по.мощи каретки легко выдвигаются в этаж тележки. По заполнении всех этажей тележка подается в туннельную сушильную камеру. Отлитая плита на рамке может поступит;) для сущки также на многоплиточный горячпй пресс.
Предмет .и зоб р е т е н и я
1.Отливная мащина периоднческого действия для изготовления волокнистых плит, отличающаяся совокупным применением: а) отливного аппарата, служащего для отлива плит, состоящего из дозировочного бачка, формовочного ящика и вакуумной камеры; б) сеточного транспортера для отлива и перемещения плит; в) гидравлического пресса высокого давления для прессования плит до заданных размеров; г) приводного рольганга для приема отпрессованных плит из-под пресса и загрузки в этажерочную теле/кку и д) гидравлического подъемника для перемещения этажерочных тележек в вертикальной плоскости, с целью совмещения загружаемых этажей с ролика.гш рольганга.
2.Мащина по п. , отличающаяся тем, что для съема готовы:теплоплит с рольганга применены сущ;ильные рамки, выполненные в виде рещеток прямоугольиой формы.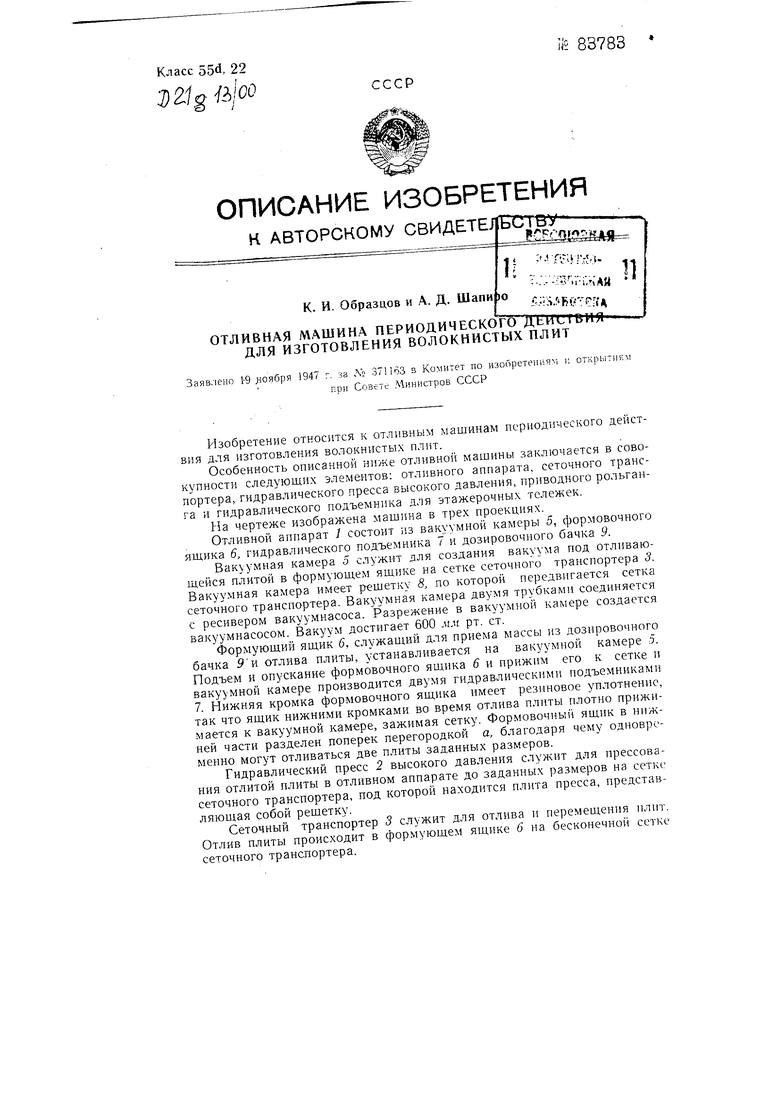
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина непрерывного действия для выработки строительных волокнистых плит | 1948 |
|
SU77173A1 |
| Устройство для изготовления оконных переплетов и других столярных изделий из древесного волокна | 1956 |
|
SU116813A1 |
| Машина для отлива плоских волокнистых плит | 1972 |
|
SU445587A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ИСКУССТВЕННОЙ КОЖИ ОДНОСЛОЙНОГО ОТЛИВА | 1965 |
|
SU177027A1 |
| Установка для формирования волокнистых плит | 1974 |
|
SU501894A1 |
| Линия изготовления древесно-волокнистых плит мокрым способом | 1986 |
|
SU1397295A1 |
| Установка для формования волокнистых плит | 1981 |
|
SU1002170A1 |
| Многопозиционный прессово-формовочный автомат | 1984 |
|
SU1235622A1 |
| Способ изготовления слюдяных электроизоляционных материалов и устройство для его осуществления | 1989 |
|
SU1744721A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ БРИКЕТОВ ИЗ ВЯЗКИХ МАСС | 1966 |
|
SU189390A1 |