1
Изобретение относится к техноло гии изготовления шаблонных катушек с несколькими витками на каждой катушке, в частности высоковольтных статорных катушек для вращающихся трехфазных электродвигателей средних и больших мощностей и для линейных двигателей с двухслойной обмоткой.
Известен способ изготовления шаб лонной катушки для многослойных обмоток, у которых отдельные витки в пазовых частях расположены один над другим, в лобовых частях веарообразно расходятся таким образом, что в середине лобовых частей расположены рядом один с другим, а также скревщваются и затем сходятся так, что в другой пазовой части опять располагаются один над другим (патент ГДР № 50901, кл. 21 d 51 ,,1967
Известный способ изготовления не решает вопрос образования лобовых частей катушек ввиду образования лобовой части обмотки при монтаже катушек в сердечник лКроме того, затрудняется вентиляция, особенно радиальная, и усложняется наматывание, так. как каждый виток имеет свой особенный вид и в середине лобовых частей все витки расположены своими ребрами один к другому, что, в свою очередь, неблагоприятно для устойчивости и изоляции катушки.
Известен способ изготовления изолированных шаблонных катушек для элетрических машин, являгош;ийся наиболее близким техническим решением к изобретению, включающий намотку провода как плоского тела на вращающийся шаблон в двух параллельных одна другой плоскостях, изолирование ка- с последующей стабилизахщей ее по форме, смещение параллельньк плоскостей слоев провода, смещение сторон катушки, являющихся нижним и верхник слоями в пазах, формовку прямых частей катушки в наклонное одна к другой положение, соответствующее углу раствора катушки и формовку лобовых частей (Зи- MiiH В.И. и др. Обмотки электрических машин, - М,:Госэнергоиздат, 1961, с, 335-350).
Так как при получении коротких продольных размеров провода и ма- нмнь изгиб формируется узко, то возникает опасность разрьша изоля10
.
20
.15
2200622
ции провода и даже повреждения самого проводника. Кроме того, такой узкий изгиб является излишним у,цлинением катушечных проводников. ; При изолировании пазовые части и участки лобовых частей механически обматываются изоляционным матерИ алом, но узкий изгиб обматывают только вручную.
Цель изобретения - избежание уз- кик изгибов у катушек и обеспечение механического наложения изоляционного материала на катушках без усложнения процесса изготовления катушек.
Поставленная цель достигается тем, что согласно способу изготовления изоляционных шаблонных катушек для электрических машин, включающему намотку провода как плоского тела на вращающимися шаблон в двух параллельных одна другой плоскостях, изолирование катушки с последующей стабилизацией.:.ее по форме, смещение параллельных плоскостей слоев провода соответственно смещению сторон катушки, являющихся нижним и верхним слоями в пазах, формовку прямых частей катушки в наклонное одна к другой положение, соответствующее углу раствора катушки, и формовку лобовых ча стей, смещение параллельных .плоскостей слоев провода соответственно смещению сторон катушки, являющихся нижним и верхним слоями в пазах, осуществляют при намотке провода на шаблон с двумя переходами от плоскости к плоскости в середине обеих лобовых частей катушки, при этом подаваемый на ребро обмоточный провод при намотке одной плоскости проводится справа, при намотке другой плоскости - слева и при образовании переходов скручивается по его продольной оси на 180 поочередно вперед и обратноJ изолирование катушки производят непрерывно по всей длина, а формовку прямых частей катушки в наклонное одна к другой положение, соответствующее углу раствора ка- , производят одновременно с формовкой лобовых частей.
30
35
45
50
Обмоточный провод при образова- НИИ всех последующих за первым
витком витков накладывают на одной стороне катушки направо, на другой стороне катушки - налево на преды3
дущий виток, а в переходах с одной плоскости намотки к другой обмоточный провод направляют плашмя вдоль предыдущего витка.
При изолировании катушек скорость работы лентообматьгаающей машины уменьшают или машину останавливают у концов катушки, изоляционную ленту вручную направляют и поднимают над концами катушки.
Изолирование концов катушки производят вручную, а после этого при механическом изолировании угол подъема .наложения ленты увеличивают.
При этом в целях наложения изоляции большей толщины на прямых частях угол подъема ленты при обма- тьгоании уменьшается.
Более подробно изобретение поясняется на примере четырехполюс- ного.трехфазного асинхронного двигателя па 1000 кВт, 6000 В.
Двигатель имеет двухслойную обмотку, состоящую из шаблонных од- нодисковых катушек с шестью витками на каждой катушке. Катушки изолированы пленочной микалентой, уже содержащей нужное количество связующего материала в виде термически отвердевающей эпоксидной смолы.
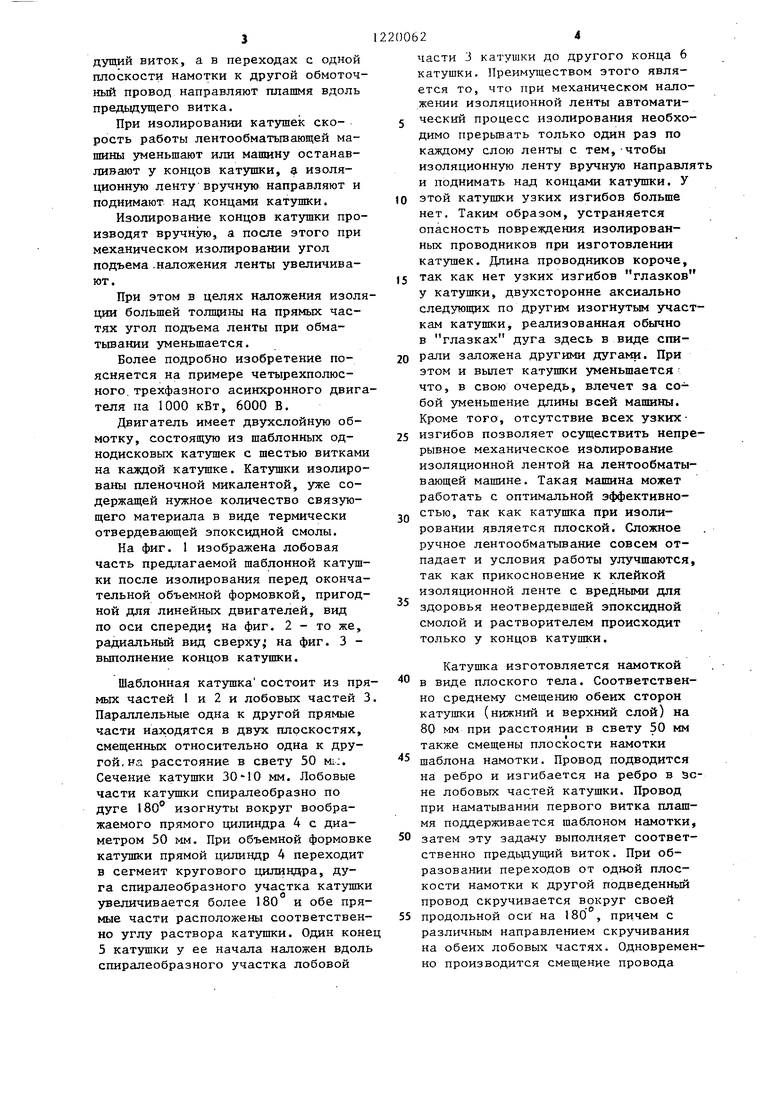
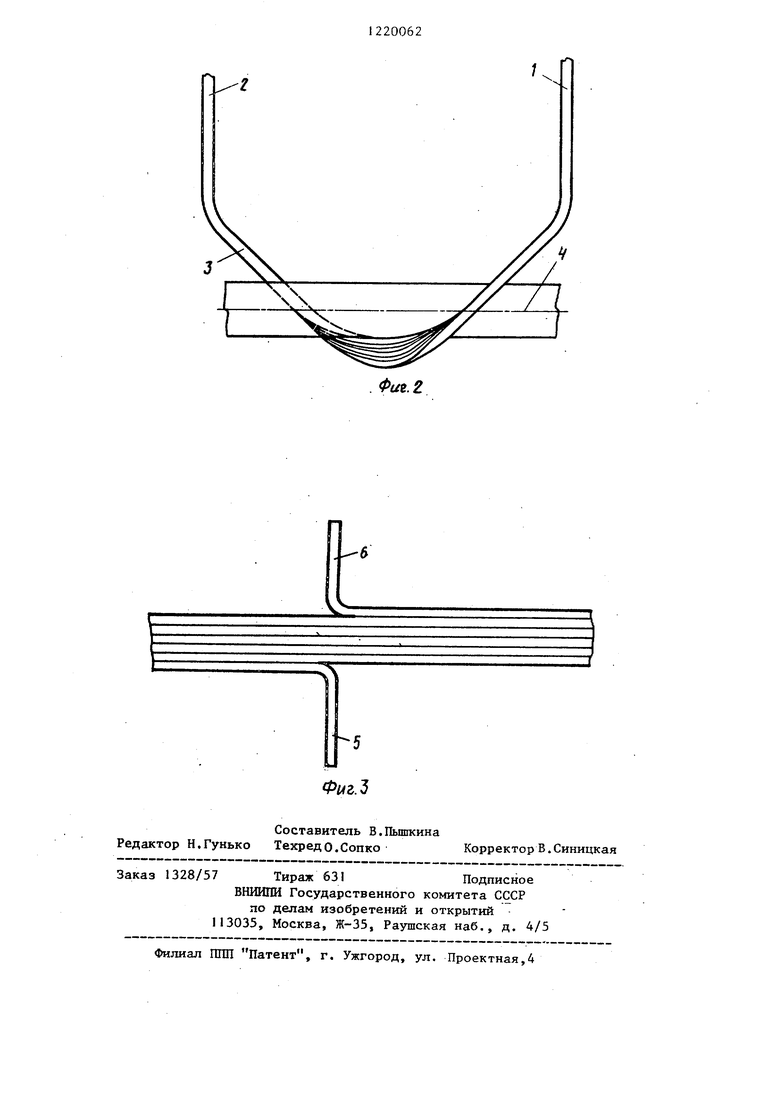
На фиг. 1 изображена лобовая часть предлагаемой шаблонной катушки после изолирования перед окончательной объемной формовкой, пригодной для линейных двигателей, вид по оси спереди на фиг. 2 - то же, радиальный вид сверху; на фиг. 3 - выполнение концов катушки.
Шаблонная катушка состоит из пря мьпс частей 1 и 2 и лобовых частей 3 Параллельные одна к другой прямые части находятся в двух плоскостях, смещенных относительно одна к другой, на расстояние в свету 50 MI:. Сечение катушки 30-10 мм. Лобовые части катушки спиралеобразно по дуге 180° изогнуты вокруг воображаемого прямого цилиндра 4 с диаметром 50 мм. При объемной формовке катушки прямой цилиндр 4 переходит в сегмент кругового цилиндра, дуга спиралеобразного участка катушки увеличивается более 180 и обе прямые части расположены соответственно углу раствора катушки. Один коне 5 катушки у ее начала наложен вдоль спиралеобразного участка лобовой
200624
части 3 катушки до другого конца 6 катушки. Преимуществом этого является то, что при механическом наложении изоляционной ленты автомати- 5 че-скнй процесс изолирования необходимо прерьшать только один раз по каждому слою ленты с тем,-чтобы изоляционную ленту вручную направлять и поднимать над концами катушки. У
(О этой катушки узких изгибов больше нет. Таким образом, устраняется опасность повреждения изолированных проводников при изготовлении катушек. Длина проводников короче,
15 так как нет узких изгибов глазков у катушки, двухсторонне аксиально следующих по другим изогнутым участкам катушки, реализованная обычно в глазках дуга здесь в виде спи20 рали заложена другими дугами. При этом и вылет катушки уменьшается что, в свою очередь, влечет за собой уменьшение длины всей машины. Кроме того, отсутствие всех узких25 изгибов позволяет осуществить непрерывное механическое изолирование изоляционной лентой на лентообматы- вающей машине. Такая машина может работать с оптимальной эффективно-
jg стью, так как катушка при изолировании является плоской. Сложное ручное лентообматьгоание совсем отпадает и условия работы улучшаются, так как прикосновение к клейкой изоляционной ленте с вредными для здоровья неотвердевшей эпоксидной смолой и растворителем происходит только у концов катушки.
Катушка изготовляется намоткой
в виде плоского тела. Соответственно среднему смещению обеих сторон катушки (нижний и верхний слой) на 80 мм при расстоянии в свету 50 мм также смещены плоскости намотки
шаблона намотки. Провод подводится на ребро и изгибается на ребро в зоне лобовых частей катушки. Провод при наматывании первого витка плашмя поддерживается шаблоном намотки,
50 затем эту задачу выполняет соответственно предыдущий виток. При образовании переходов от одной плоскости намотки к другой подведенный провод скручивается вокруг своей
55 продольной оси на 180 , причем с различным направлением скручивания на обеих лобовых частях. Одновременно производится смещение провода
35
от одной до другой плоскости намот- кн, составляющее гши первом витке 58j{ мм (толщина обмоточного провода плюс двойная толщина изоляции, iirooc смещение 50 мм) и увеличива-- гощеася на двойную толщину провода при каждом дальнейшем витке. Посредством одновременного скру швания обмоточного провода и смещения концов шаблона провод получает спиралеобразную форму и образовывает свободный объем, з который входит цвливдр диаметром 50 мм. Следующие витки накладываются плашмя один над другим так, что вся катушка обмя тьшается вокруг этого воображаемого цилиндра. Теперь катушка в некоторых местах обвязывается лентой, чтобы она не распалась, и после это го катушка на лентообвязьшаюш;ей машине непрерьшно обматывается изолядиок- ной лентой. У обеих концов, находящихся на одном месте, лентообвязы™ вающая машина должна рабо тать на медленном ходу, что позволяет вручную поднимать изоляционную ленту над перпендикулярно торчащими концами катушки. Головка обматьшания подводится в переходах от одной плокости намотки к другой. При обматывании пазовых частей уменьшается угол подъема обматывания. Изоляционная лента, наложенная в полунахлестку на лобовых частях5 накладывается более плотно, чем повышается толщина изоляции и удлиняется путь утечки. При этом изоляция пазовых частей толще,. чем изолягщя лобовых частей, что достигается без дополнительного слоя изоляционной лентЕ 1,, После окончания изолирования плоской катушки прямые части : катушки вкладьгоаются в нагретый пресс, нагреваются, прессуются на необходи- мьй размер и охи1аждаются {стабилизация формы). Наконец плоская катушка вкладывается в традиционную ма- ШИН5/ для разжимания и формования ка- тушак и при отказе от процесса разжимания катушка, зажатая с ее пря- гьЕМи частями, получает свою окончательную об ьемную форму. При отказе от процесса разжимания отпадают сильные деформации и связанные с этим Повреждения. При этом достигается главное преимущество опти- малыюе изолирование катушек в плэс- кой форме с помощью лентообматьюаюш их машин. Горизонтально вралцающий ел шаблон намотки состоит из двух связанных деревянных половин, каждая для одной стороны катушки, Они снабжены радиальной и осевыми напрявляюгдами для обмоточного провода. Обе половины смещены по оси одна к другой, у правой половины осевая направляющая - налево, у левой - направо. Величина смещения такая,
что у осевьгх направляющих она достигает 50 мм в случае шаблонной катушки данного примера. У лобовьк частей обе половины шаблона обеспечивают тангенциально свободное место 100 мм, необходимое для образования спиралеобразных участков лобовых частей катушки. Привод шаблона поворачивает и щелеобразную направляющую провода, состоящую из двух перпендикулярных друг к другу пар роликов. Такое устройство намотки является только немного сложнее, чем такое же дгшя обычных игло- или ры- бовидных катутпек, и обеспечивает
без значительных дополнительных затрат изготовление предлагаемых шаблонных катушек,
Признано изобретением по резуль- татам экспертизы, осуществленной
Ведомством по изобретательству DD/

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ОБМОТКИ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2008 |
|
RU2369952C1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| Способ изготовления катушек электрических машин | 1977 |
|
SU731518A1 |
| ОБМОТКА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ С КОРОТКИМ ВЫЛЕТОМ ЛОБОВЫХ ЧАСТЕЙ | 2003 |
|
RU2310965C2 |
| Способ намотки катушек статорной обмотки электрических машин | 1978 |
|
SU771812A1 |
| Способ изготовления одновитковых катушек волновой двухслойной обмотки электрических машин | 1985 |
|
SU1403257A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА КРУПНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2169981C1 |
| Способ изготовления катушек петлевой двухслойной обмотки | 1983 |
|
SU1081749A1 |
| Станок для намотки статоров электрических машин | 1990 |
|
SU1757030A1 |
| Способ механизированного изготовления обмоток электрических машин | 1969 |
|
SU454645A1 |

J I
Фиг. 3
Составитель В.Пьшпсина Редактор Н.Гунько Техред о.Сопке
Заказ 1328/57 Тираж 631Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная,4
. Фиъ. Z
Корректор В.Синицкая
