Изобретение относится к прокатному производству и может быть использовано при прокатке несимметричных фасонных , имеющих ступенчатую, трапециевидную, клиновидную и другие формы. Известен способ прокатки таких про филей, заключающийся в том, что заготовку задают в калибр валков под углом для обеспечения одновременного ее згисвата валками по ширине сечения однако такой прием характеризуется сложностью настройки и не обеспечивает исключения криволинейности профиля на выходе полосы при значительной неравномерности его деформации по ширине его сечения. Известен также способ удержания по лосы на входе и выходе из валков проводками 2 . Недостатком этого способа является то, что проводки не держат полосу на ее переднем и заднем концах на участках носок проводки-валки, что приводит к получению искривленны концов полосы и повреждению проводок Цель изобретения - предитвргицение искривления переднего и заднего концОв полосы на участках носок проводки-валки . Указанная цель достигается тем, что перед прокаткой на концах полосы выполняют продольные прорези, разделяющие профиль полосы на участки преимущественно равновеликой полосы и имеющие длину, по меньшей мере, равную протяженности участков носок iipoводки-валки. На фиг.1 представлена ступенчатая полоса с прорезями на переднем и заднем концах, вид в плане; на фиг. 2-4сечение переднего конца, середины и заднего конца полосы; на фиг. 5-8 то же, для трапециевидной полосы. Способ осуществляется следующим с разом. На переднем и заднем концах исходной полосы, например, с постоянной или ступенчатой толщиной, известными способс1ми выполняют продольные прорези с цилиндрическим отверстием в конце их. Межцентровое расстояние А между продольными прорезями равно расстоянию межу ступенчатыми участками готового фасонного профиля, а длина прорезей L не менее расстояния от оси рабочих валков до носка валковой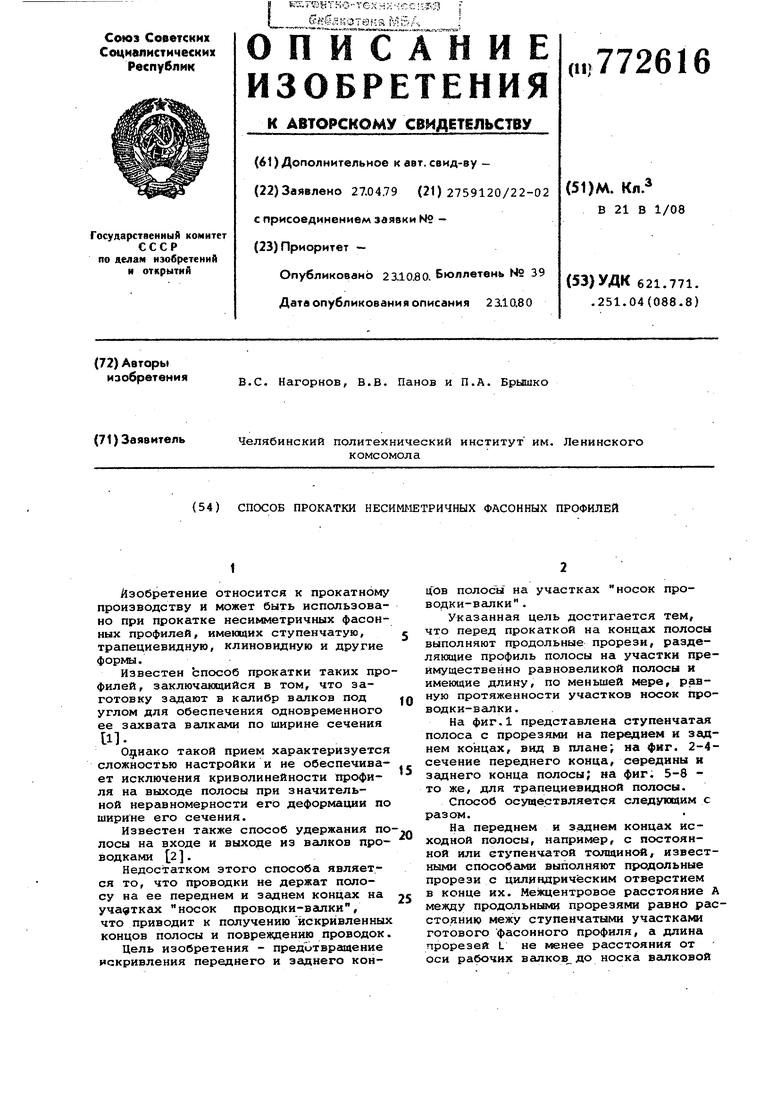
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ТРАПЕЦИЕВИДНЫХ ПРОФИЛЕЙ | 2017 |
|
RU2650464C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ПОЛОСОВЫХ ПРОФИЛЕЙ С ЦЕНТРАЛЬНО РАСПОЛОЖЕННЫМ ЖЕЛОБОМ | 2000 |
|
RU2170632C1 |
| Прокатная клеть для черновой прокатки фланцевых профилей | 1987 |
|
SU1542652A1 |
| Входное устройство для прокатки тонкостенных труб, предназначенное для использования в автоматическом многоручьевом стане | 2019 |
|
RU2725445C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ | 1992 |
|
RU2048224C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ПОЛОСОВЫХ ПРОФИЛЕЙ С ЦЕНТРАЛЬНО РАСПОЛОЖЕННЫМ ЖЕЛОБОМ | 1994 |
|
RU2062670C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087216C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
