Изобретение относится к области прокатного производства и может быть использовано в качестве входной проводки многоручьевого автоматического стана.
В данной области техники технической проблемой является поиск средств для предотвращения поперечной овализации концевых участков тонкостенных труб (при соотношении диаметра трубы к толщине стенки более 25), происходящей вследствие течения металла и приводящей к нарушению режима прокатки, следовательно, и к снижению качества труб. При прокатке трубы в автоматическом стане конструкция многоручьевой проводки не обеспечивает плотный калибр валков, а под нагрузкой технологический зазор между валками, принимаемый 5 мм, увеличивается до 7-8 мм. Учитывая потерю устойчивости задних концов тонкостенных труб из-за отсутствия поддерживающих факторов в виде металла трубы или технологического инструмента, металл трубы затекает в увеличенный зазор между валками, что является причиной для негативных последствий.
Из уровня техники известно устройство для прокатки труб, используемое в сортовых станах, имеющее прокатные валки, снабженные ручьями, и входные проводки для ориентации заготовок, поступающих в ручьи различного профиля (А.А. Королев. Прокатные станы. - М.: Машгиз. 1958, стр. 171-173).
Использование данного устройства не решает указанную техническую проблему. Так, снижение жесткости концевого участка тонкостенных труб обусловливает его поперечную овализацию и при прокатке труб не исключает появление дефектов, таких как продольные рванины и складки. В результате неправильное (овальное) сечение концевого участка труб приводит к течению металла между ребордами валков с дальнейшим появлением складок, наличие которых затрудняет последующие операции прокатки на трубопрокатном агрегате.
В качестве ближайшего аналога выбрано устройство для прокатки труб на автоматическом многоручьевом стане, включающем на горизонтально расположенных осях прокатные валки, имеющие ручьи и реборды, а также оправку и проводку в виде лотка с желобом для направления сменной оправки и трубной заготовки по желобу полукруглого профиля, ширина которого на 20% превышает диаметр прокатываемой трубы и включает ширину реборд (Ф.А. Данилов, А.З. Глейберг, В.Г. Балакин. Горячая прокатка и прессование труб. - М.: Металлургия. 1972., стр. 205, 206).
Применение данного устройства для тонкостенных труб обусловливает при прокатке потерю устойчивости конца трубы вследствие снижения жесткости концевого участка трубы. В результате такого явления концевой участок принимает эллиптическую форму, и поперечное сечение трубы расширяется в области реборд. Это вызывает последующее течение металла в зазор между ребордами валков. При дальнейшем движении в валках деформированного участка трубы происходит образование поперечной складки, наличие которой препятствует качественному проведению процесса прокатки. При этом образуются и другие дефекты, такие как местные утолщения стенки трубы, рванины на концевых участках трубы, вызывающие более интенсивный износ прокатного инструмента и приводящие к повреждениям поверхности ручья и оправки при втором проходе трубы в валки автоматического стана. Кроме того, последующая прокатка труб, имеющих на концах утолщения от образования складок, приводит к появлению пиковых нагрузок на двигатель, приводящий в движение валки.
Предлагаемое техническое решение решает проблему повышения качества прокатки тонкостенных труб в автоматическом стане с многоручьевой проводкой при обеспечении технического результата:
- исключение концевых дефектов труб, проявляющихся в виде складок и продольных рванин;
- повышение надежности работы устройства за счет исключения течения металла между ребордами валков, снижения износа и повреждения валков.
Предлагаемое входное устройство для прокатки труб включает установленные горизонтально два прокатных валка с образованием калибра, каждый из которых выполнен с ручьем и ребордами, имеющими внутренний край со стороны ручья и отстоящий от ручья наружный край, а также оправку и нижнюю входную проводку, предназначенную для направления трубы и имеющую в поперечном сечении форму желоба с вертикальными стенками; новым в устройстве является выполнение вертикальных стенок ступенчатыми так, что высокая часть стенок расположена непосредственно перед валками, а обращенный к поверхности смежных реборд край указанной высокой части каждой стенки выполнен с криволинейным профилем, повторяющим профиль указанных реборд, и расположен по отношению к ним с зазором, причем обращенная друг к другу поверхность высокой части каждой стенки, представляющая собой внутреннюю сторону стенки, находится вровень с внутренним краем смежных реборд и выполнена высотой не более высоты калибра.
В частном случае выполнения изобретения высокая часть стенок выполнена путем наращивания стенок проводки с использованием фасонных деталей, каждая из которых закреплена на боковой части соответствующей стенки проводки болтовым соединением, причем ширина фасонной детали в направлении плоскости разъема валков выбрана в пределах 200-300 мм.
Сущность изобретения поясняется следующим образом.
Выполнение вертикальных стенок проводки ступенчатыми с высокой частью, расположенной непосредственно перед валками и вровень с внутренним краем реборд, позволяет ограничить поперечную деформацию концевого участка трубы, обусловленную потерей его устойчивости, и предотвратить течение (продвижение) деформируемого металла стенки трубы в область между ребордами валков.
Для удобства изложения сущности предлагаемого изобретения высокая часть каждой стенки далее называется - рабочая стенка.
Итак, в условиях существующего производства горячекатаных тонкостенных труб на автоматическом многоручьевом стане целесообразно рабочие стенки выполнить путем наращивания стенок существующей проводки. Возможно, например, установить на существующие стенки проводки фасонные детали, выполненные путем токарной обработки поковки или проката. Причем форма каждой такой детали обеспечивает ее установку на существующие стенки проводки с образованием высокой части каждой стенки, имеющей плоскую вертикальную поверхность, представляющую собой внутреннюю сторону высокой части стенки.
Кроме того, выполнение края рабочей стенки с криволинейным профилем, обращенным к ребордам валков и повторяющим их форму, предполагает наличие зазора 10 мм между указанными краем стенки и ребордами. Такая величина зазора выбрана исходя из возможности выполнения валками своей функции без риска задеть рабочие стенки в результате биения валков.
Таким образом, выполнение стенок входной проводки ступенчатыми с расположением их высокой части перед валками с возможностью огибания участка реборд валков благодаря наличию криволинейной части стенок - является предпосылкой для предотвращения дефектов концевого участка трубы вследствие течения металла трубы между ребордами валков с дальнейшими негативными последствиями для прокатки, о которых шла речь выше. Предотвращение течения металла в область между ребордами валков с высокой степенью надежности и точности возможно при оптимальной высоте рабочих стенок, выбранной исходя из калибра валков. Кроме того, высота рабочих стенок зависит от наличия верхней проводки в автоматических многоручьевых станах, по этой причине максимальная высота ступенчатой стенки ограничена высотой калибра валков.
Исключив образование складок и рванин, дальнейшая прокатка трубы приводит к повышению качества труб, т.к. задние концы труб лишены вышеуказанных недостатков. Кроме того, при последующей прокатке труб, не имеющих складок, уменьшаются или исключаются пиковые нагрузки на двигатель, сохраняя надежную работу устройства.
Входное устройство для прокатки тонкостенных труб поясняется чертежами, на которых изображены:
- на фигуре 1 - вид устройства спереди;
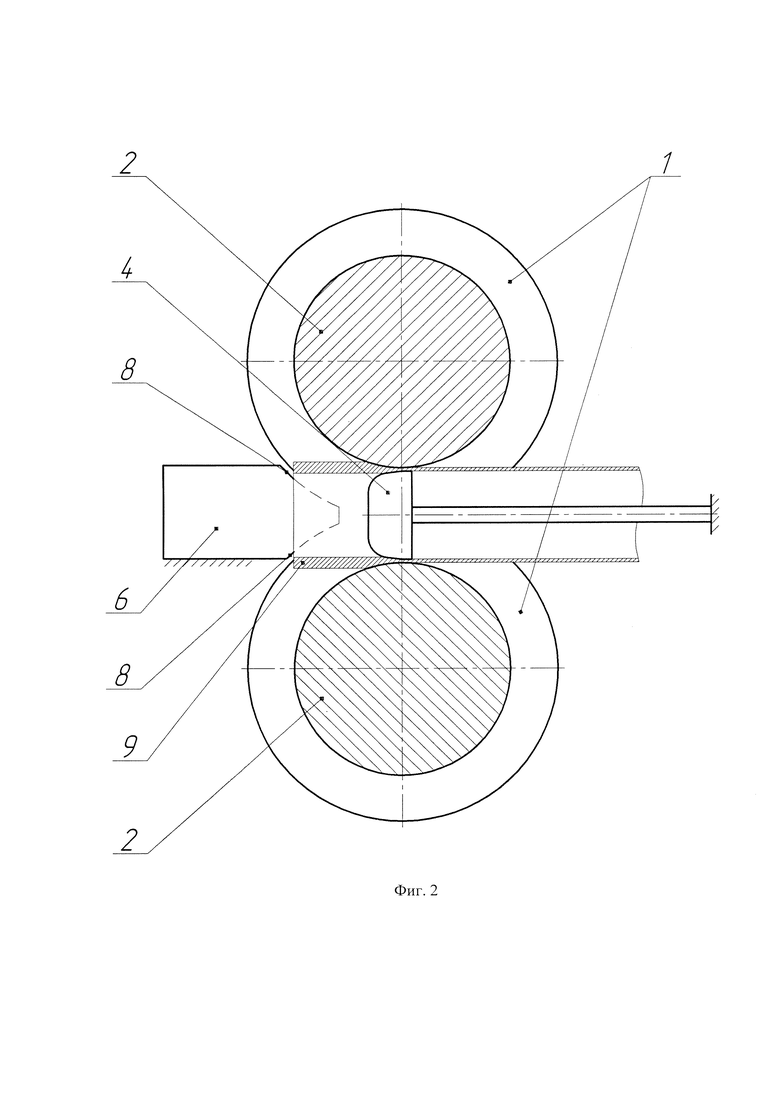
- на фигуре 2 - вид устройства в поперечном сечении;
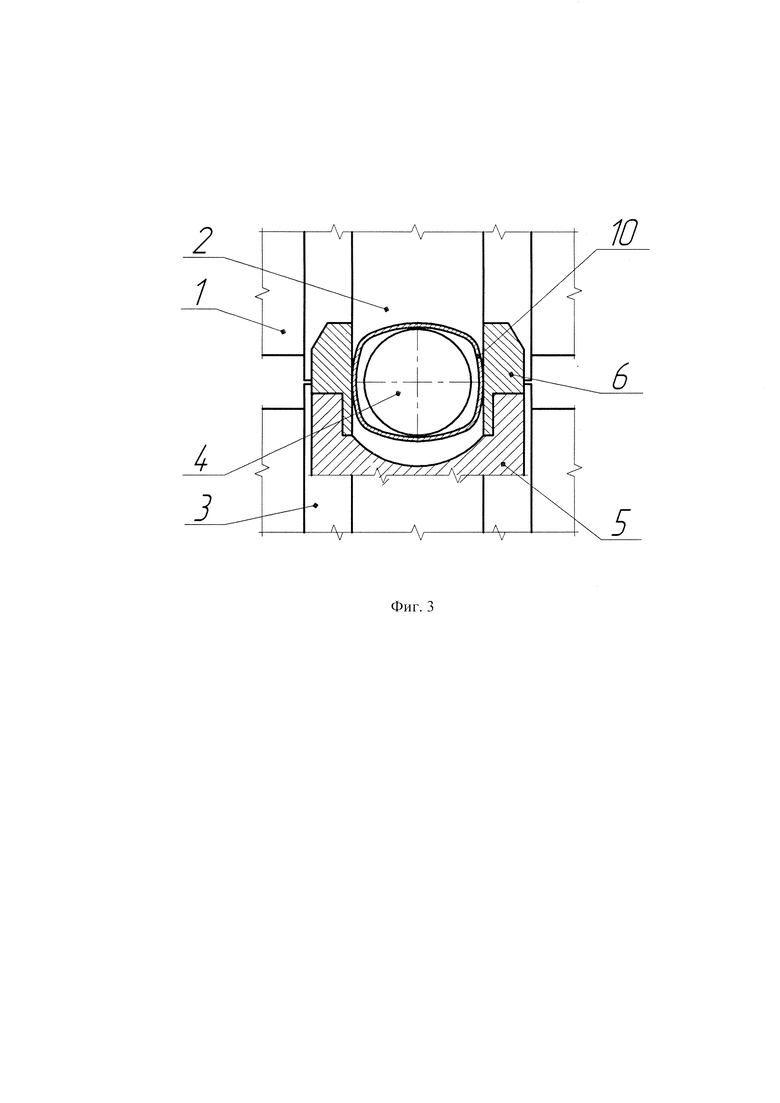
- на фигуре 3 - вид устройства в поперечном сечении с изображением концевого участка трубы.
Входное устройство для прокатки тонкостенных труб, используемое в составе автоматического многоручьевого стана, включает расположенные на горизонтально установленных осях прокатные валки 1, имеющие ручьи 2 и реборды 3, а также оправку 4, входную проводку 5, выполненную в поперечном сечении в форме желоба со стенками, имеющими ступенчатый профиль с высокой частью стенок, расположенной непосредственно перед валками 1.
Наращивание стенок проводки 5 для образования высокой части стенок осуществляется путем установки на существующие стенки фасонных деталей 6, каждая из которых выполнена с посадочным местом 7, сопряженным с соответствующими поверхностями проводки 5, также с криволинейными краями 8, которые обращены к ребордам 3. При этом поверхности фасонных деталей 6, обращенные друг к другу, представляют собой внутреннюю сторону высокой части вертикальных стенок проводки 5, расположенную вровень с внутренним краем реборд 3 валков 1. Фасонная деталь 6 выполнена так, что ее высота не выходит за границу калибра валков,
Как указано выше, каждая фасонная деталь 6 выполнена путем механической обработки поковки или проката из стали 45. Для установки фасонной детали 6 на существующие вертикальные стенки желоба проводки 5 используется болтовое соединение, выполненное с расклинивающим элементом (на чертеже не показано).
Криволинейные края 8 фасонной детали 6 могут образовывать форму, приближенную к остроконечной, как это показано пунктиром на фигуре 2, для того, чтобы края 8 криволинейной формы максимально заходили в пространство между ребордами 3 валков 1, - буквально до плоскости разъема валков 1. Данный конструктивный прием необходим для предотвращения течения металла между валками.
Величины зазоров между криволинейными краем 8 высокой части стенок 6 проводки 5 выбраны 10 мм для обеспечения функционирования устройства и предотвращения течения металла между валками.
При использовании входной проводки для прокатки тонкостенных труб (с соотношением диаметра к стенке более 25) высота стенок с внутренней стороны выбирается исходя из максимальной высоты калибра валков.
В начальной стадии прокатки тонкостенных труб входная проводка 5 выполняют традиционную функцию направления заготовки трубы 9 в ручьи 3 прокатных валков 1, а также загрузку и выгрузку оправки 4. При этом в конечной стадии прокатки для каждого прохода трубы ступенчатая форма стенок проводки 5 предотвращает проникновение металла, когда образуется увеличенный зазор между ребордами 3 валков 1, что исключает образование поперечных складок, продольных трещин и надрывов. Кроме того, благодаря наличию высокой части 6 стенок проводки 5, исходная заготовка трубы 9, поступая в ручей 2 валков 1, деформируется и перемещается в направлении прокатки за счет их вращения, сохраняя устойчивые размеры.
По мере приближения заднего свободного конца тонкостенной трубы 9 на расстояние около 0,05 длины прокатываемой трубы от области деформации под действием усилий прокатки поперечное сечение свободного конца трубы теряет поперечную устойчивость, расширяясь до касания с поверхностью высокой части стенок 6 и формируя поперечное сечение 10, имеющее в основе четырехугольник со скругленными углами, как это показано на фигуре 3, которое под действием ручьев 2 валков 1 и оправки 4 при дальнейшем продвижении трубы 9 превращается в круглое поперечное сечение, исключая проникновение деформируемого металла трубы в область реборд 3 и предотвращая образование складок и рванин на концевых участках тонкостенных труб.
Использование предлагаемого изобретения приводит к повышению качества тонкостенных труб, лишенных вышеуказанных дефектов, обеспечивает повышение надежности устройства за счет стойкости калибра валков, сохранности прокатного инструмента, а также за счет уменьшения или исключения пиковых нагрузок на двигатель, приводящий в движение прокатные валки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубопрокатный инструмент пилигримового стана | 1978 |
|
SU766683A1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2009 |
|
RU2400317C1 |
| РАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ЗАГОТОВОК ПРИ МИОГОНИТОЧНОЙ ПРОКАТКЕ | 1969 |
|
SU236403A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| Инструмент для профилирования труб с продольными гофрами | 1990 |
|
SU1731340A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290Х11-12 ММ ИЗ НИЗКОПЛАСТИЧНЫХ БОРСОДЕРЖАЩИХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш | 2012 |
|
RU2516148C1 |
| Технологический инструмент для холодной прокатки труб | 1978 |
|
SU880524A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТРУБ ДИАМЕТРОМ ОТ 273 ДО 630 ММ | 2014 |
|
RU2564503C2 |
| Способ изготовления многослойных панелей | 1990 |
|
SU1796382A1 |

Изобретение относится к области прокатного производства и может быть использовано в качестве входной проводки стана горячей прокатки тонкостенных труб на трубопрокатном агрегате с многоручьевым автоматическим станом. Устройство для прокатки труб включает установленные горизонтально два прокатных валка с образованием калибра, каждый из которых выполнен с ручьем и ребордами, имеющими внутренний край со стороны ручья и отстоящий от ручья наружный край, а также оправку и нижнюю входную проводку, предназначенную для направления трубы и имеющую в поперечном сечении форму желоба с вертикальными стенками. Повышение качества тонкостенных труб, надежности устройства за счет стойкости калибра валков, сохранности прокатного инструмента за счет уменьшения или исключения пиковых нагрузок на двигатель, приводящий в движение прокатные валки, обеспечивается за счет того, что вертикальные стенки выполнены ступенчатыми так, что высокая часть стенок расположена непосредственно перед валками, а обращенный к поверхности смежных реборд край указанной высокой части каждой стенки выполнен с криволинейным профилем, повторяющим профиль указанных реборд, и расположен по отношению к ним с зазором, причем обращенная друг к другу поверхность высокой части каждой стенки, представляющая собой внутреннюю сторону стенки, находится вровень с внутренним краем смежных реборд и выполнена высотой не более высоты калибра. В частном случае выполнения изобретения высокая часть стенок выполнена путем наращивания стенок проводки с использованием фасонных деталей, каждая из которых закреплена на боковой части соответствующей стенки проводки болтовым соединением, причем ширина фасонной детали в направлении плоскости разъема валков выбрана в пределах 200-300 мм. 1 з.п. ф-лы, 3 ил.
1. Устройство для прокатки труб в калибре, содержащее два горизонтально установленных прокатных валка, образующих калибр, каждый из которых выполнен с ручьем и ребордами, имеющими внутренний край со стороны ручья и отстоящий от ручья наружный край, оправку и нижнюю входную проводку, предназначенную для направления трубы и имеющую в поперечном сечении форму желоба с вертикальными стенками, отличающееся тем, что вертикальные стенки проводки выполнены ступенчатыми с расположением высокой части стенок непосредственно перед валками, при этом обращенный к поверхности смежных реборд валков край указанной высокой части каждой стенки выполнен с криволинейным профилем, повторяющим профиль указанных реборд, и расположен по отношению к ним с зазором, причем обращенные друг к другу поверхности высокой части каждой стенки, являющиеся внутренними сторонами, расположены вровень с внутренним краем смежных реборд валков и выполнены высотой не более высоты калибра.
2. Устройство по п. 1, отличающееся тем, что высокая часть стенок образована путем наращивания стенок проводки посредством фасонных деталей, каждая из которых закреплена на боковой части соответствующей стенки проводки болтовым соединением, причем ширина фасонной детали в направлении плоскости разъема валков составляет 200-300 мм.
| ПРОВОДЯЩЕЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 1999 |
|
RU2168380C1 |
| ВВОДНАЯ ПРОВОДКА ОПРАВОЧНОГО ТРУБОПРОКАТНОГОСТАНА | 0 |
|
SU360124A1 |
| ТРУБОПРОКАТНЫЙ СТАН | 0 |
|
SU183693A1 |
| DE 3742248 A, 22.06.1989. | |||

