1
Иэо 5ретение относится к прокатному оборудованию и может быть использовано в конструкциях валковой арматуры рабочих клетей прокатных станов.
Известна конструкция узла ролика 5 вгшковой арматуры, в которой подшипники ролика установлены на оси,одетой на штырь, проходящий, через отверстия в линейке. Для згииены ролика необходимо вынуть штырь, после чего 10 ролик в собранном виде может быть вынут из линейки 1.
Недостатком такой конструкции является невозможность замены ролика при его износе или необходимости из- f5 менения его калибровки, если линейка с роликом установлена в рабочем положении, т.е. ролик придвинут вплотную к валкам. В этом случае бурт верхнего валка нависает над штырем и пре- 20 пятствует его съему.
Известно также устройство, в котором ось ролика, расположенного со стороны Всшков, установлена в пазах линейки, открытых со стороны прока- 25 та, и крепится от выпадания при помощи планок и винтов 2 }.
Недостаток такой конструкции заключается в том, что замена ролика без съема линейки требует значитель-i 30
ного времени, связанного со съемом планок. При этом особенно трудоемкой является операция по съему и установке нижних планок. Между тем, в целом ряде случаев ролики устанавливаются на массивных передвижных линейках, связанных с приводом.
Цель изобретения - уменьшение времени, затрачиваемого на замену ролика без съема линейки.
Указанная цель достигается тем, что в оси ролика установлен поджатый пружиной штырь, входящий одним концом в отверстие линейки через втулку, а вторым концом опирающийся на винт, при этом длина штыря не превышает расстояния между основаниями пазов линейки.
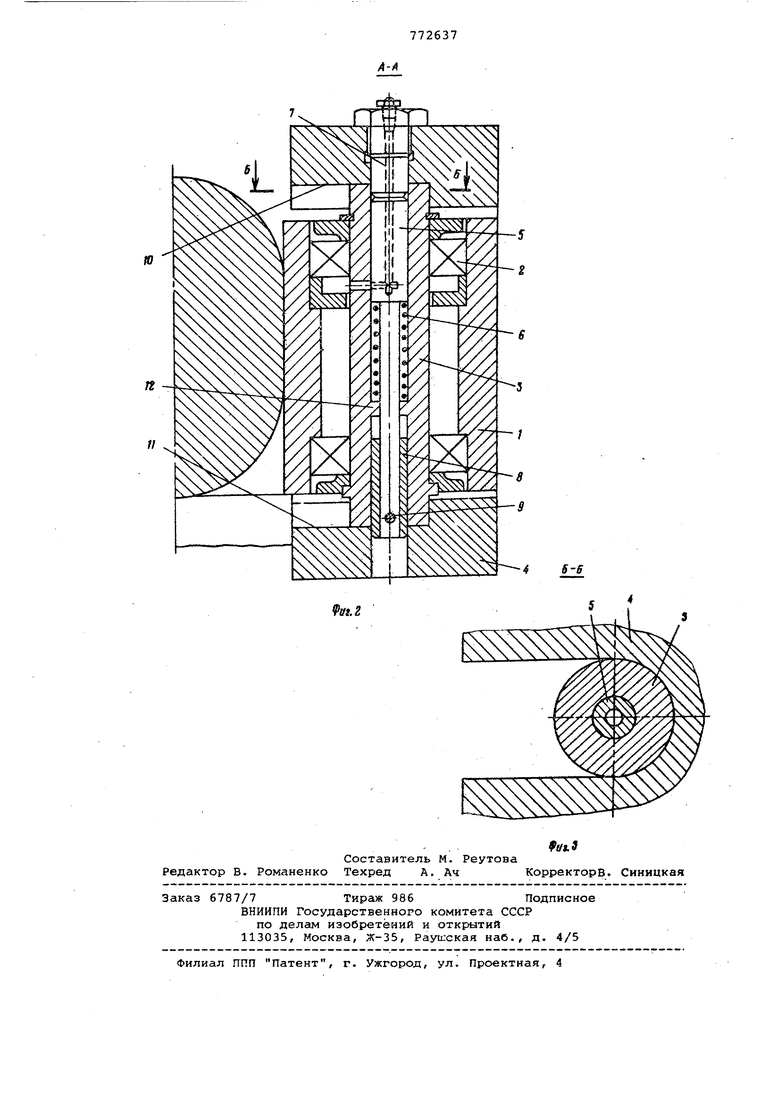
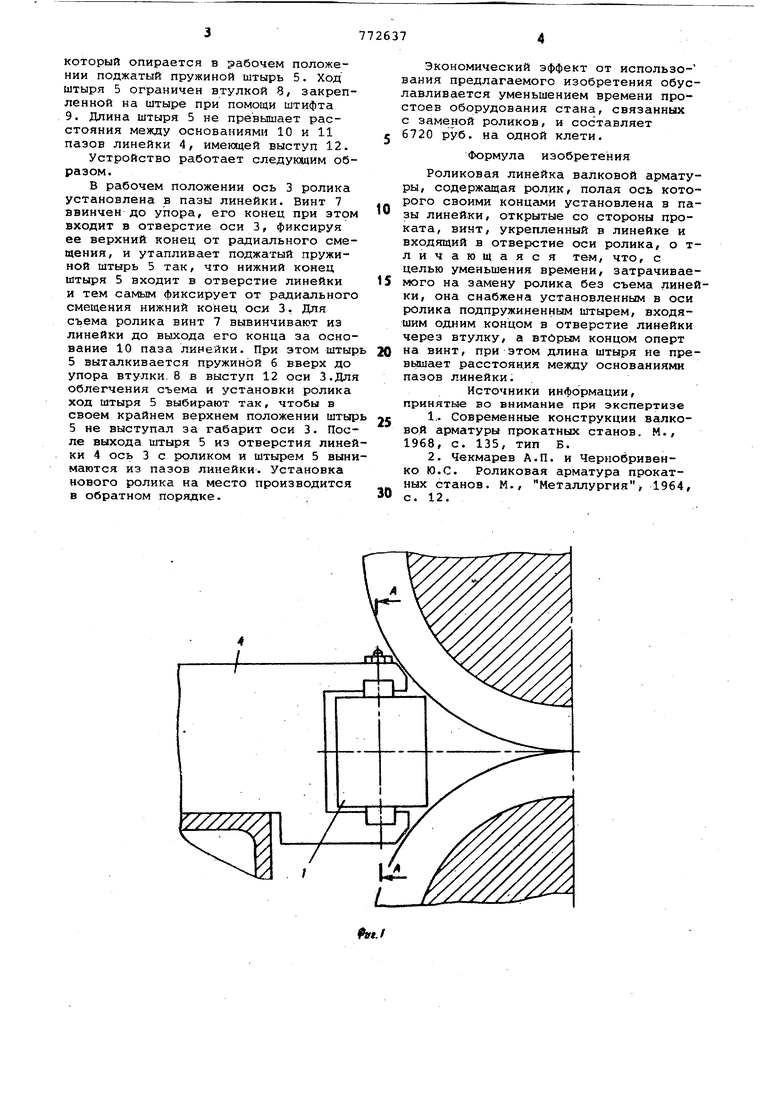
На фиг. 1 схематически изображена линейка с роликом, вид со стороны проката, на фиг. 2 - разрез А-А на фиг. 1, на фиг. 3 - разрез Б-Б на фиг. 2.
Ролик I установлен на подшипниках 2 качения на полой оси 3. Ось 3 своими концами устайовлена в пазы линейки 4, открытые со стороны проката. В оси ролика установлен штырь 5, коTopijrtl поджат пружиной 6. В верхней стенке линейки 4 ввинчен винт 7-, на
который опирается в рабочем положении поджатый пружиной штырь 5. Ход штыря 5 ограничен втулкой 8, закрепленной на штыре при помощи штифта 9. Длина штыря 5 не превышает расстояния между основаниями 10 и 11 пазов линейки 4, имеющей выступ 12.
Устройство работает следующим образом.
В рабочем положении ось 3 ролика установлена в пазы линейки. Винт 7 ввинчен до упора, его конец при этом входит в отверстие оси 3, фиксируя ее верхний конец от радиального смещения, и утапливает поджатый пружиной штырь 5 так, что нижний конец штыря 5 входит в отверстие линейки и тем самым фиксирует от ргщиального смещения нижний конец оси 3, Для съема ролика винт 7 вывинчивают из линейки до выхода его конца за основание 10 паза линейки. При этом штыр 5 выталкивается пружиной б вверх до упора втулки. 8 в выступ 12 оси З.Дпя облегчения съема и установки ролика ход штыря 5 выбирают так, чтобы в своем крайнем верхнем положении штыр 5 не выступал за габарит оси 3. После выхода штыря 5 из отверстия линейки 4 ось 3 с роликом и штырем 5 вынимаются из пазов линейки. Установка нового ролика на место производится в обратном порядке.
Экономический эффект от использования предлагаемого изобретения обуславливается уменьшением времени простоев оборудования стана, связанных с заменой роликов, и составляет 6720 руб. на одной клети.
Формула изобретения
Роликовая линейка валковой арматуры, содержащая ролик, полая ось которого своими концами установлена в пазы линейки, открытые со стороны проката, винт, укрепленный в линейке и входящий в отверстие оси ролика, о тличающаяся тем, что, с целью уменьшения времени, затрачиваемого на замену ролика без съема линейки, она снабжена установленным в оси ролика подпружиненным штырем, входяшим одним концом в отверстие линейки через втулку, а вторым концом оперт на винт, при этом длина штыря ие превьлшает расстояния между основаниями пазов линейки.
Источники информации, принятые во внимание при экспертизе
1.. Современные конструкции валковой арматуры прокатных станов. М., 1968, с. 135, тип Б.
2. Чекмарев А.П. и Чернобривенко Ю.С. Роликовая арматура прокатных станов. М., Металлургия j 1964, с. 12.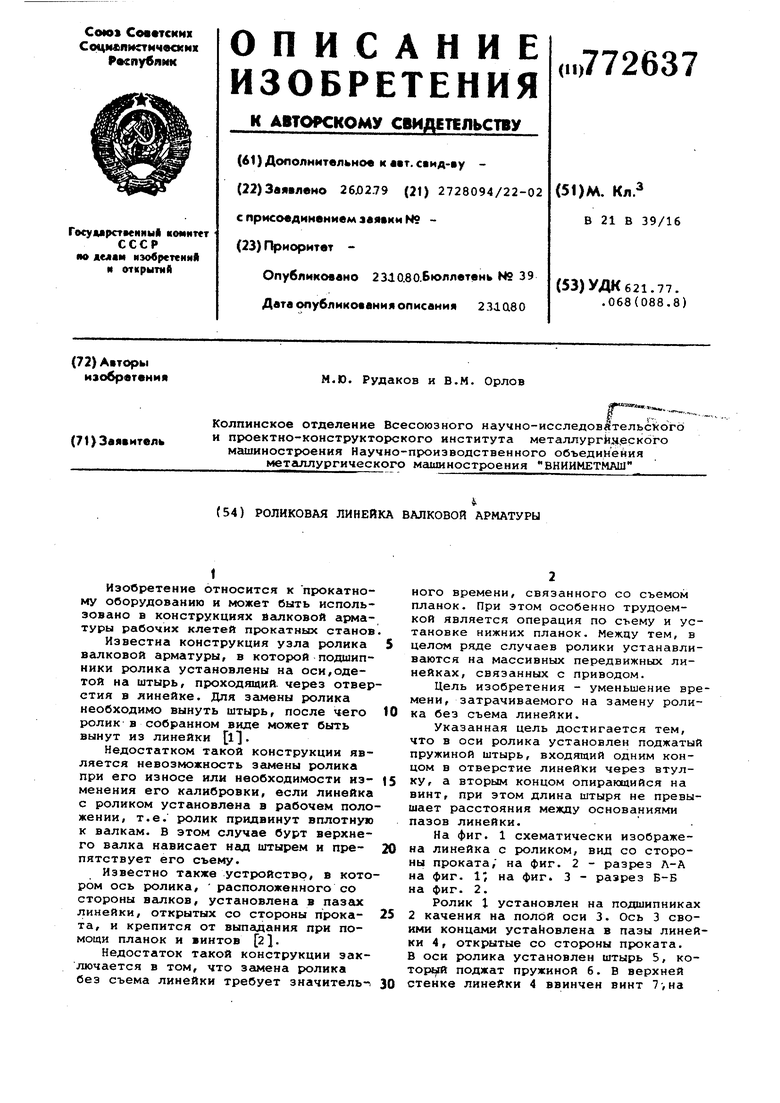
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковая арматура прокатной клети | 1983 |
|
SU1110510A1 |
| Валковая арматура прокатной клети | 1983 |
|
SU1132995A1 |
| Проводка сортовой прокатной клети | 1987 |
|
SU1588458A1 |
| Манипулятор обжимного прокатного стана | 1980 |
|
SU935149A1 |
| Предварительно напряженная прокатная клеть | 1989 |
|
SU1660778A1 |
| ВТАЛКИВАТЕЛЬ СЛИТКОВ В ПРОКАТНУЮ КЛЕТЬ | 1992 |
|
RU2015759C1 |
| Устройство для формирования пакетов длинномерного проката | 1985 |
|
SU1271604A1 |
| Привалковая арматура прокатного стана | 2016 |
|
RU2625517C1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ РУЛОНОВ НА БАРАБАН МОТАЛКИ | 1993 |
|
RU2093289C1 |
| Устройство для пакетирования сортового проката | 1986 |
|
SU1337162A1 |