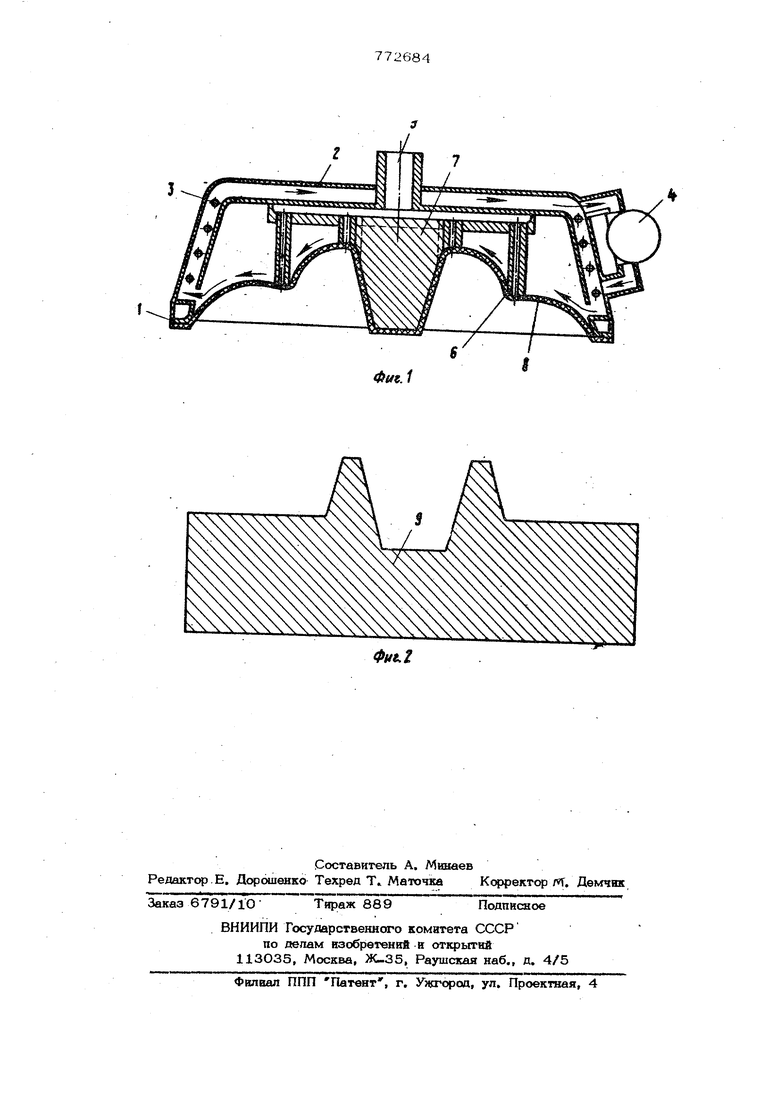
Изобретение относится к литейному производству и может быть использовано при вакуумно-пленочной формовке. Известно устройство для облицовки м дели пленкой, в котором для облицовки модели с глубокими впадинами предусмот рена колодка с предварительно натянутой на нее облицовочной пленкой. Эта колодк вдвигается во впадину, пленка переносится на модель, а колодка возвращается в исходное положение 1 . Известно также устройство для облицовки глубоких впадин моделей, которое содержит зажимы, несущие облицовочную пленку, плиту с ycтaнoвлённы fi на ней двигателем, к полому вертикальному выходному валу которого прикреплена пустотелая колодка, которая при опускании плиты упирается в пленку, деформируя ее и отжимая во впадину модельной плиты. Пленка, предварительно подогретая нагревателем, укладывается на верхнюю плоскость плиты и далее произв дится вакуумный прижим пленки к плите, после чего колодка убирается 2j . Недостатком указанньрс устройств, .является наличие подвижных частей, усложняющих устройство и не обеспечивающих вытяжку пленки, необходимую для облицовки впадин с отношением глубины к ширине больше 3, так как во время вы- тягирания пленка прижата к модели по периферии и ее растяжение по длине ограничено. Цель изобретения - упрощение конструкции и обеспечение равномерного растяжения пленки при облицовке глубоких впадин. Указанная цель достигается тем, что устройство снабжено герметичным кожухом, скрепленным с рамкой - присоской, внутри которого установлен коллектор с патрубками, сообщаемыми с вакуумной системой. На фиг. 1 представлено устройство для облицовки модели пленкой, общий вид в разрезе; на фиг. 2 - модель.
Устройство для облицовки модели содержит рамку-присоску 1, закрытую герметичным кожухом 2, на котором смонтированы нагреватель 3, вентилятор 4, выполненные сменными, вакуумный , коллектор 5 с патрубками 6 и контрмодель 7, Высота патрубков выбирается в зависимости от формы к модели.
На терцах патрубков выполнены либо отверстия малого диаметра, исключающие прорью пленки, либо установлены пористые вкладыши, например из спеченных гранул.
Устройство работает следующим образом.
На участок пленки 8, подлежащий нанесению на модель, устанавливают устройстао. В рамочной присоске 1 создают разрежение, пленйа 8 прижимается к рамочно присоске 1 и удерживается на ней. Затем включают нагреватель 3, нагревающий
воздух между кожухом 2 и пленкой 8, Одновременно включают вентилятор 4 для циркуляции горячего воздутса.
Под действием ropswero воздуха пленка нагревается, приобретая необходимую элао тичность. После этого к источн яку разрежения (на чертеже не показано) подключают коллектор 5, с помощью которого через патрубки 6 под кожухом 2 создают разрежение. Под действием разре- жения разогретая пленйа вытягивается по всей площади, облегая при этом поверхность контрмоделн и прижимаясь к концам патрубков.
Пленка, приняв предварительную фор- му, соответствующую ксжфигурации модели, перекрьшает отверстия во всех патрубках, при этом прекращается отсос воздуха из-под кожуха 2, а следовательно, и шль нейшее растяжение пленки.
В оставшемся свободном пространстве между кожухом 2 и растянутой пленкой .продолжает циркулировать горячий воздух, который сохраняет эластичность пленки, .необходимую для последующей облицовки модели. Затем устройство с предварительно нагретой планкой накладывают непосредственно на модель 9. В модели 9 создают разрежение, а коллектор 5 отключают от вакуумного насоса и пленка близкая по форме к поверхности модели 9, без деформаций, которые могли бы привести к ее разрыву, плотно облицовьшает модель 9.
В результате предварительного растяжения пленки на контрмодели и последующему сохранению ее 1,в нагретом состоянии устройство позволяет облицовывать модели с впадинами, периметр вертикального сечения которых превышает шестикратную ширину, что в свою очередь позволяет увеличить номенклатуру изделий, формируемых по вакуумному прсяхессу.
Кроме того, предлагаемое устройство благодаря отсутствию подвижных частей значительно проще в изготовлении.
Формула изобретения
Устройство для облицовки модели пленкой, содержащее рамку-присоску для удержания пленки, контрмодель, нагреватель .и вакуумную систему, отличающееся тем, что, с целью упрощения конструкции и обеспечения равномерного растяжения пленки при облицовкеглубоких впадю, сжо снабжено герметичным кожухом, скрепленным с рамкой-присоской, внутри которого установлен коллектор с патрубками, сообщаемыми с вакуумной системой.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3960198, кл. В 22 С/ 9/ОО, опублик. 1976.
2.Патент США № 3955266, кл. В 22 С 9/ОО. опублик. 1976.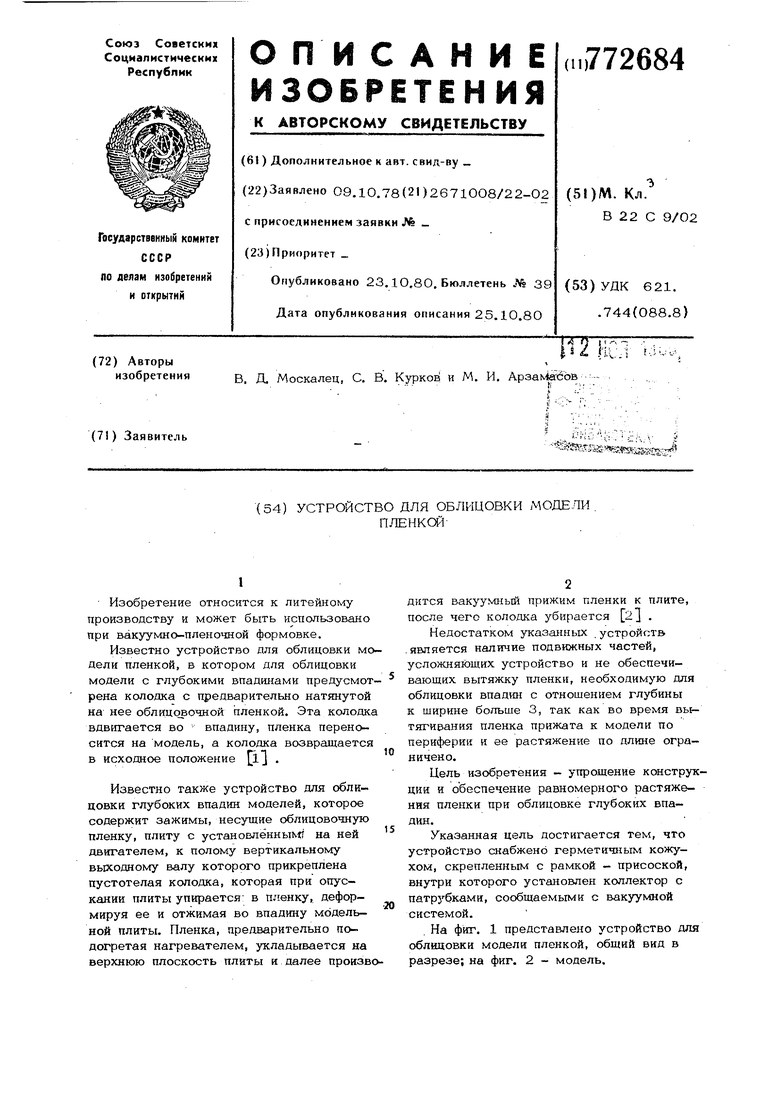
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейной формы вакуумной формовкой | 1977 |
|
SU740382A1 |
| Способ вакуумной формовки | 1979 |
|
SU789203A1 |
| Оснастка для вакуумной формовки | 1981 |
|
SU997952A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1980 |
|
SU942862A1 |
| Способ облицовки пленкой модельной оснастки | 1984 |
|
SU1196104A1 |
| Устройство для нанесения синтетической пленки | 1988 |
|
SU1533815A1 |
| Автомат для литья в вакуумно-пленочные формы | 1985 |
|
SU1247151A1 |
| Способ изготовления литейных форм | 1979 |
|
SU821031A1 |
| Оснастка для вакуумной формовки | 1979 |
|
SU850266A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1990 |
|
SU1780518A3 |