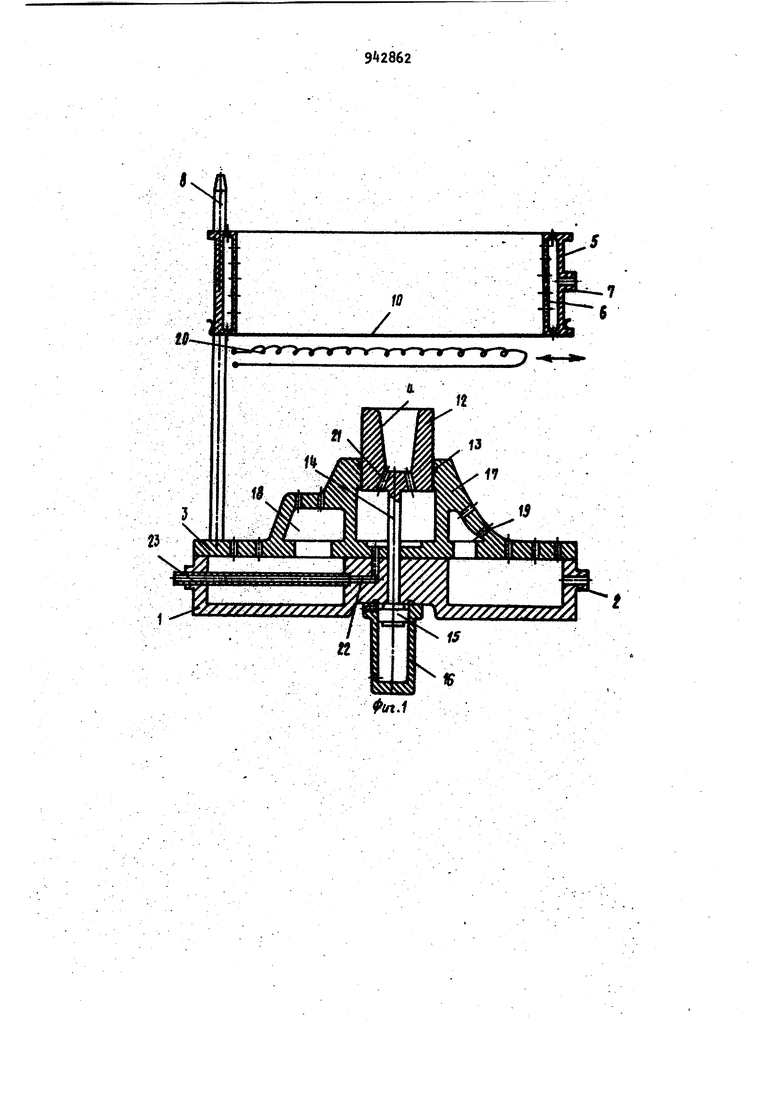
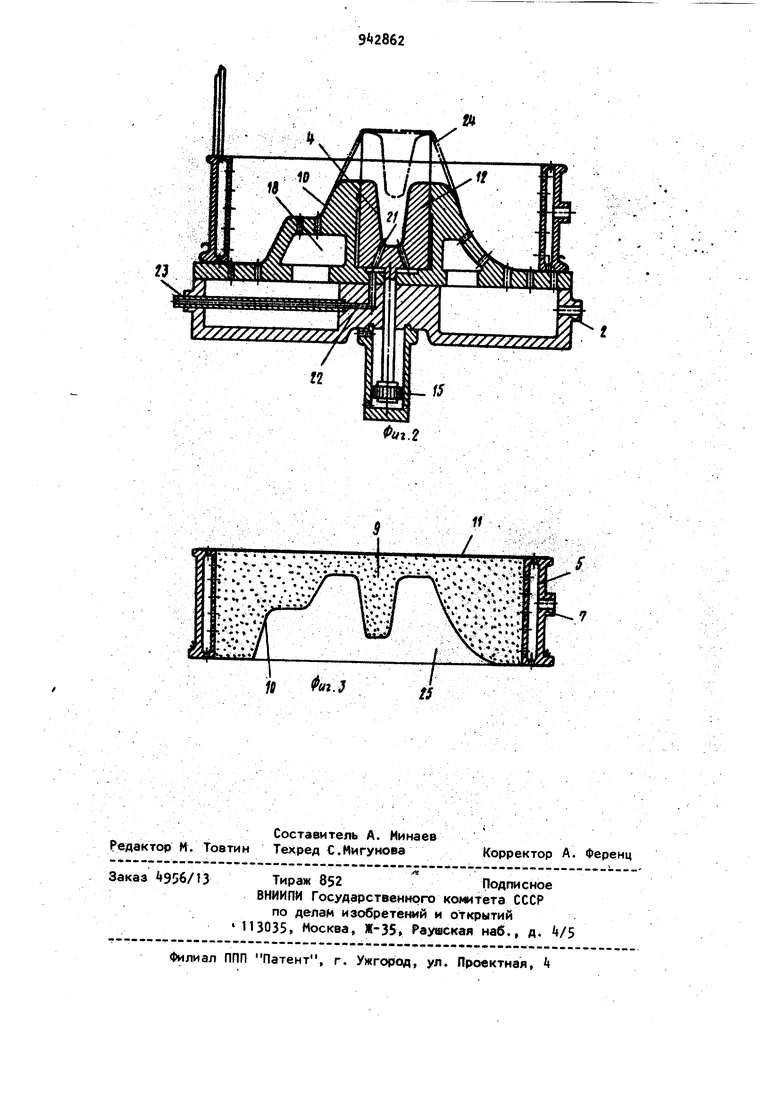
Изобретение относится к литейному производству и может быть, исполь эсюано для изготовления / 1тейных форм вфкуумной формовкой из формовочных материалов без связующего по моделям с глубокими карманами. Известен способ изготовления пол форм с глубокими карманами, а также оснастка для его осуществления, заключающиеся в том, что в глубокий карман модели вставляют колодку, предварительно облицованную гермети зирующей пленкой Clj|. . Известен также способ изготовления литейных форм вакуумной формовкой и оснастка для его реализации, включающий нагрев герметизирующей пленки, вытяжку ее контртмоделью и наложение на модельную оснастку, со общение полости модели с вакуумной системой, снятие конТрмодели, установку опоки на модельную дснастку, наполнение опоки контр-модели, уста новку на модельную оснастку. наполнение опоки сухим наполнителем, уплотнение последнего, соо&цение по-. лости опоки с вакуумной системой и извлечение модельной оснастки 2. Недостатками способа являются невозможность облицовывания высоких моделей с глубокими карманами в них, поскольку герметизирукхцая пленка первоначально охватывает модель в целом, а затем притягивается в зонах модель-, ной плиты, внешнего контура модели и в последнюю очередь в зоне глубокого кармана, что приводит к разрыву пленки, поскольку облицовывание глубокого кармана производится лишь за счет местного участка герметизирующей пленки, равного площади входного отверстия в карман. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ изготовления литейной формы вакуумной формовкой и оснастка,реализующая этот способ, включающие нагрев герметизирующей 39 пленки, вытяжку ее и наложение на мо дельную оснастку, сообщение полости модели с вакуумной системой, установ ку опоки намодельную оснастку, заполнение опоки наполнителем, уплотнение и герметизацию последнего, сообщение полости опоки с вакуумной системЬй. и извлечение модельной оснастки СЗ. Недостатками является то, что в зоне карманов в отдельных местах переходов от выступа ккарману создаетс неравномерность вытяжки пленки при облицовывании моделей, а также ограниченуые возможности механизации изза необходимости установки и снятия контр-моделей со стороны верхнего лада опоки. Целью изобретения является обеспе чение равномерной вытяжки пленки при облицовывании моделей с высокими выступающими частями и глубокими карма нами в них и расширение возможности механизации формовки, поскольку опока сверху не имеет плиты контр-моделей, не требует установки и снятия контр-моделей и позвЪляет после облицовывания модели пленкой тотчас производить заполнение опоки сухим формо вочным материалом. Поставленная, цель достигается тем что согласно способу, включающему нагрев герметизирующей пленки, вытяжку ее и положение на модельную оснастку сообщение полости модели с вакуумной системой, установку опоки на модель ную оснастку, заполнение опоки на модельную оснастку, заполнение опоки наполнителем, уплотнение и герметизацию последнего, сообщение полости опо ки с вакуумной системой и извлечение модельной оснастки первоначально облицовывают выступающую часть моделей с подключением полости выступающей части к вакуумной системе и сообщения полости глубокого кармана с атмосферой, затем выступающую часть модели уменьшает по высоте и при отношении площадей, поверхностей освобожденной при этом герметизирующей пленки и облицовываемого кармана равном 1,01,1 облицовывают освободившейся герметизирующей пленкой полость глубокого кармана, которую подключают к вакуумной системе. Оснастка для осуществления вакуумной формовки, включающая основание с патрубком для подключения к вакуумной системе и фиксаторами, модель с высоким болваном и глубоким карманом в нем, опоку с фильтрующей оболочкой и патрубком для подключения к вакуумной системе, наполнитель, герметизирующую пленку, нагреватель пленки и трубопроводы, снабжена приводным цилиндром, а формообразующая часть модели с глубоким карманом выполнена в виде отдельного приводного элемента, установленного подвижно и связанного со штоком поршня приводного цилиндра,, при этом полость глубокого кармана автономно связана с вакуумной системой при помощи трубопровода, вмонтированного в основание. В связи с отличительными признаками способа и реализующего его устройства не создается внутренних растягивающих напряжений в пленке, облицовывающей глубокий карман, поскольку площадь освободившейся облицовывающей герметизирующей пленки равна или больше площади поверхности облицовываемого глубокого кармана (соотношение 1.0-1,1). На фиг. 1 изображена оснастка для вакуумной формовки, общий вид; на фиг. 2 - оснастка для вакуумной формовки при облицовывании модели герметизирующей пленкой; на фиг. 3 полуформа, изготовленная вакуумной формовкой . На фиг. 1 показана оснастка, которая включает в себя основание 1 с патрубком 2 для подключения к вакуумной системе (не показана) или сообщения с атмосферой, модель 3 с высоким болваном и глубоким карманом в нем, опоку 5 с фильтрующей оболочкой 6, патрубком 7 для подключения к вакуумной системе (не показана), связанную при помощи трех фиксаторов 8 (второй фиксатор не показан) с основйнием 1, сухой наполнитель 9 (фиг. З)« герметизирующую пленку Ю и 11(фиг.З). Часть модели с глубоким карманом Ц выполнена в виде отдельного приводного элемента 12 с герметичным уплотнением 13, при этом элемент 12 связан со штоком И поршня 15 приводного цилиндра 16 и установлен подвижно в выступающей части l/i выполненной с полостью 18 и отсасывающими отверстиями 19- Для нагревания герметизирующей пленки имеется нагреватель 20, установленный с возможностью выведения из зоны опоки 5. Полость глубокого кармана i автономно связана с вакуумной системой при помощи отверстий 21 диаметром 0,,8 мм, канала 22 и трубопровода 23. вмонтированного в основание 1. На фиг. 2 показана условным пунктиром герметизирующая пленка 2, освобождающаяся при уменьшении по высо те выступающей части модели и предназначенная для облицовывания глубокого кармана Ц. На фи. 3 показана полуформа после извлечения модельной оснастки из полости 25 при этом пат рубок 7 должен быть подключенным к вакуумной системе (не показана). Вакуумная формрвка осуществляется следующим образом, Опока 5 с натянутой герметизирующей пленкой 10, закрепленной снизу onoK.i, подается на формовку и устанавливается на фиксаторы 8. Затем под пленку подводится нагреватель 20 После нагрева пленки 10 нагреватель 20 выводится из зоны опоки 5 а опока при помощи грузоподъемного устройства (не показано) опускается, при этом герметизирующая пленка 10 вытягивается и накладывается на модельную оснастку,причем превоначально облицовывают выступающую часть мо дели 17 путем подключения полости 18 выступающей части модели к вакуумной Системе и сооби ения полости глубокого кармана Ц через отверстия 21, канал 22 и трубопровод 23 с атмосферой (фиг. 2). При этом герметизирующая пленка 2k принимает конфигурацию, показанную условным пунктиром. Затем элемент 12 при помощи поршня 15 опус кается, а освсэбодившаяся при этом герметизирующая пленка 2 должна быть равна по площади 1,0-1,1 площади поверхности облицовываемого кар мана . После того, как элемент 12 с глубоким карманом займет крайнее нижнее положение трубопровод 23 отключается от атмосферы и автономно сообщается с вакуумной системой, в результате чего в полости глубокого кармана k при помощи канала 22 и отверстий 18 создается разрежение, а освободившаяся герметизирующая пленка облицовывает полость глубокого кармана под действием внешнего атмос ферного давления, при этом отношение площадей освободившейся герметизирую щей пленки облицовываемого глубокого кармана равно 1,0-1,1. Экспериментально установлено, что нагре тая герметизирующая пленка очень хорошо облицовывает выступающие части модели, а при облицовывании глубоких карманов наблюдается разрыв пленки, поскольку, как правило, степень деформации пленки превышает допустимое значение. В предложенном изобретении производится вытяжка нагретой пленки с учетом площади облицовываемого глубокого кармана. Наименьшее значение 1 ,0 отношения пло14адей поверхностей освободившейся герметизирующей пленки и облицовываемого кармана, объясняется тем, что при меньшем значении отношения будет происходить дальнейшее вытягивание пленки, а поскольку она ,в холодном состоянии, то происходит разрыв герметизирующей пленки. Наибольшее значение 1,1 отношения площадей поверхностей освободившейся герметизирующей пленки и облицовываемого кармана объясняется тем, что при большем значении отношения образуются гофры, что сказывается на качестве поверхности литья. Отношение 1,0-1,1 обеспечивает качественное без разры-. ВОВ облицовывание моделей с глубокими карманами при минимальных потерях пленки. После облицовывания модели герметизирующей пленкой 10 опока 5 заполняется сухим наполнителем 9 (фиг. 3), а после уплотнения и герметизации его пленкой 11 патрубок 7 отключается от атмосферы и сообщается с вакуумной системой, при этом патрубок 2 и трубопровод 23 сообщаются с атмосферой. В результате полуформа легко снимается с модельной оснастки и поступает на сборку. После изготовления второй полуформы вакуумной формовкой производится заливка собранных полуформ, подк1Ж)ченных к вакуумной системе. Предложенное техническое решение позволяет расширить возможности механизации формовки, обеспечить равномерную вытяжку пленки при облицовывании моделей с высокими выступающими частями и глубокими карманами в них. Кроме того, предложеннЬе техническое решенме пoзвoляet исключить стержни, изготавливаемые, например, из термореЗктивной смеси, исключить оснастку для изготовления стержней,операцию простановки стержней в литейную форму, а также регенерацию формовочного материала и связанные с ней капитальные затраты. Ожидаемый экономический эффек toлькo за счет снижения трудоемкости очистных и обрубных работ и исключения связующего из смеси составляет 19 руб. наЛ т годного чугунного литья.
Формула изобретения
1. Способ вакуумной формовки, включающий .нагрев герметизирующей пленки, вытяжку ее и наложение на модельную оснастку, сообщение полости модели с вакуумной системой, установку опоки на модельную оснастку,, заполнение опоки наполнителем, уплотнение и герметизацию последнего, сообщение полости опоки с вакуумной системой и извлечение модельной ос-; настки, отличающийся тем что, с целью обеспечения равномерной вытяжки пленки при облицовывании моделей с высокими выступающими частями и глубокими карманами в них и расширения возможности механизации формовки, первоначально облицовывают выступающую часть модели с подклЮчением полости выступающей .части к вакуумной системе и сообщения полости глубокого кдрмана с атмосферой, затем выступающую часть модели уменьшают по высоте и гфи отношении площадей поверхностей освобожденной при этом герметизирующей пленки и облицовываемого кармана,равном 1,0-1,1, облицовывают освободившейся герметизирующей пленкой полость глубокого кармана, которую подклочают к вакуумной системе.
2. Оснастка для вакуумной формовки, включающая основайие с патрубком для подключем1я к вакуумной системе и фиксаторами, модель с высоким болваном и глубоким карманом в нем, оло ку с фильтрующей оболочкой и патрубком для подключения к вакуумной системе, наполнитель, герметизирующую пленку, нагреватель пленки и трубопроводы, отличающаяся Тем, что, с целью обеспечения равномерной вытяжки пленки при облицовывании моделей с высокими выступающими частыми и глубокими карманами в них и расширения возможности механизации формовки, она снабжена приводным цилиндром, а формообразующая часть модели с глубоким карманом выполнена в виде отдельного приводного элемента, установленного подвижно и связанного со штоком поршня приводного цилиндра, при этом полость глубокого кармана автономно связана с вакуумной системой при помощи трубопровода, вмонтированного в основание
Источники информации, принятые во внимание при экспертизе
t. Патент США If 3960198, кл. 164опублик. 1976.
2. Патент США № 3955266, кл. 29-421, опублик. 1976.
J. Авторское свидетельство СССР Я 740382; кл. В 22 С 9/00, 1977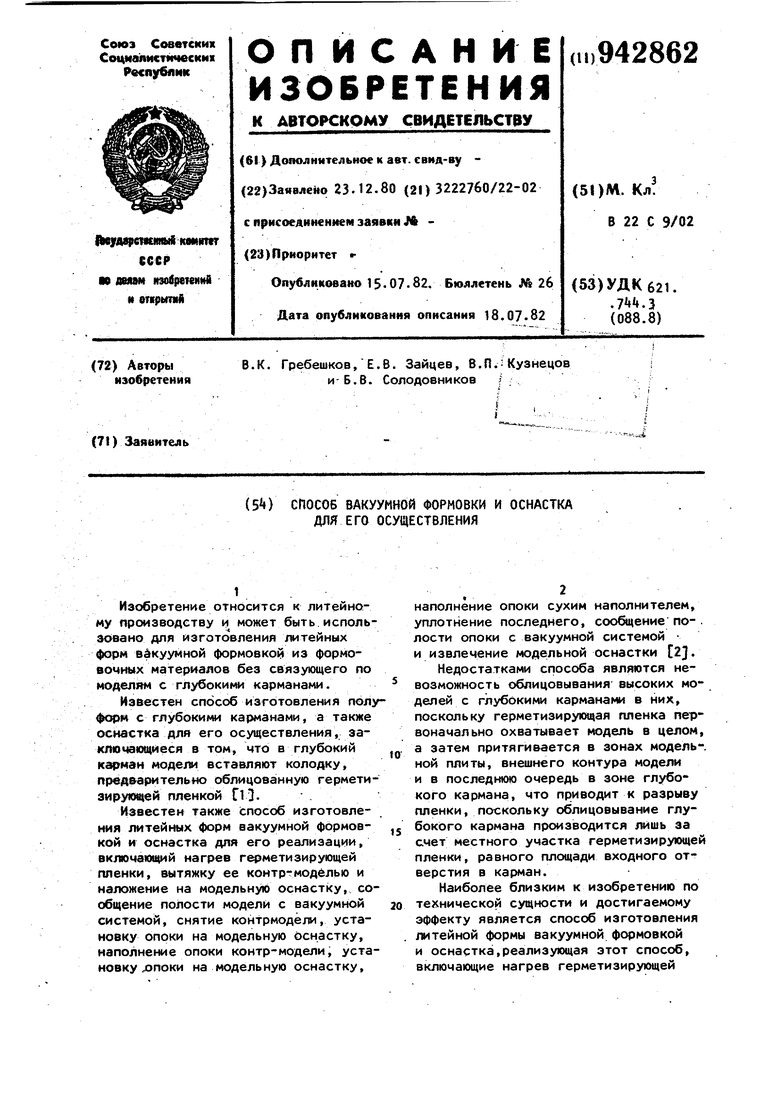
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вакуумной формовки | 1979 |
|
SU789203A1 |
| Способ изготовления литейной формы вакуумной формовкой | 1977 |
|
SU740382A1 |
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ | 1991 |
|
RU2025191C1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1990 |
|
SU1780518A3 |
| Оснастка для вакуумной формовки | 1981 |
|
SU997952A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1982 |
|
SU1052312A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| Оснастка для вакуумной формовки | 1984 |
|
SU1235618A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1979 |
|
SU772685A1 |
| Оснастка для вакуумной формовки | 1978 |
|
SU768535A1 |