и .литу с контрмоделыо относительно МО дели З}.
Недостатками известной осяастки являются неизбежный контакт герме.тизирующий пленки с моделью в процесе предварительной вытяжки, приводящий к возникновению местного охлаждения нагретой пленки, трению между пленкой и моделью и к некоторой неравномерности вытяжки пленки, ограниченная универсальность оснастки поскольку контрмодель выполняется для каждого конкретного глубокого кармана.
Целью изобретения является предотвращение контакта с моделью во время предварительной вытяжки герметизирующей пленки в зоне глубокого кармана, повышение универсальности оснастки и обеспечение точной сборки полуколец.
Оснастка для вакуумной формовки, включающая модель с глубоким карманом, формовочный стол с вакуумной камерой и патрубком для подключения к вакуумной системе, опоку с герметизирующими пленками и вакуумной полостью, отделенной от рабочего пространства опоки фильтрующей оболокой, плиту с контрмоделью, установленную на контрладе опоки, направляющие штыри, фиксирующие опоку и плиту с контрмоделью относительно модели, снабжена направляющей рамкой, выполненной в виде разбираемых частей и установленной между опокой и моделью соосно контрмодели, и приводом, кинематически связанным с каждо частью направляющей рамки.
Части направляющей рамкч снабжены фиксирующими элементами.
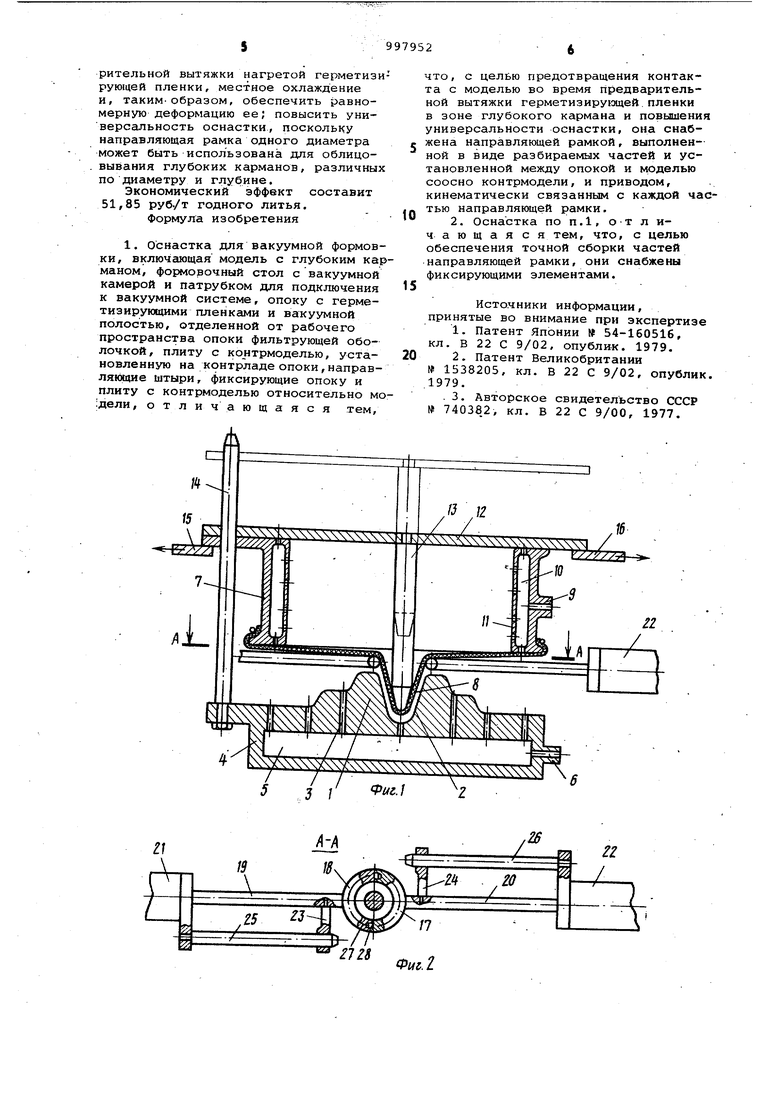
На фиг.1 показана оснастка для вакуумной формовки; на фиг.2 - разрез А-А на фиг.1; на фиг.З - полуформа .
Оснастка для вакуумной формовки содержит модель 1 с глубоким карманом 2 и отсасывающими отверстиями 3, формовочный стол 4 с вакуумной камерой 5 и патрубком 6 для подключения к вакуумной системе, опоку 7 с герметизирующей пленкой 8, вакуумным патрубком 9, вакуумной полостью 10, отделенной от рабочего п зостранства опоки 7 фильтрующей оболочкой 11, плиту 12 с контрмоделью 13, направляющие штыри 14 (второй штырь не показан) , упор 15, ограничитель 16, определяющий крайнее нижнее положение контрмодели, направляющую рамку с разбираемыми частями, выполненными в виде двух полуколец 17 и 18, которые облицованы материалом с низким коэФ4)ициентом трения, например фторопластом, при этом полукольца закреплены на штоках 19 и 20 приводных цилиндров 21 и 22, снабженных направляющим плалками 23 и 24, установленны1и гк дчижпо на штангах 25 и
26. Для обеспечения точной сборки полуколец 17 и 18 служат фиксирующие элементы - отверстие 27 и фиксатор. 28 на каждом полукольце.
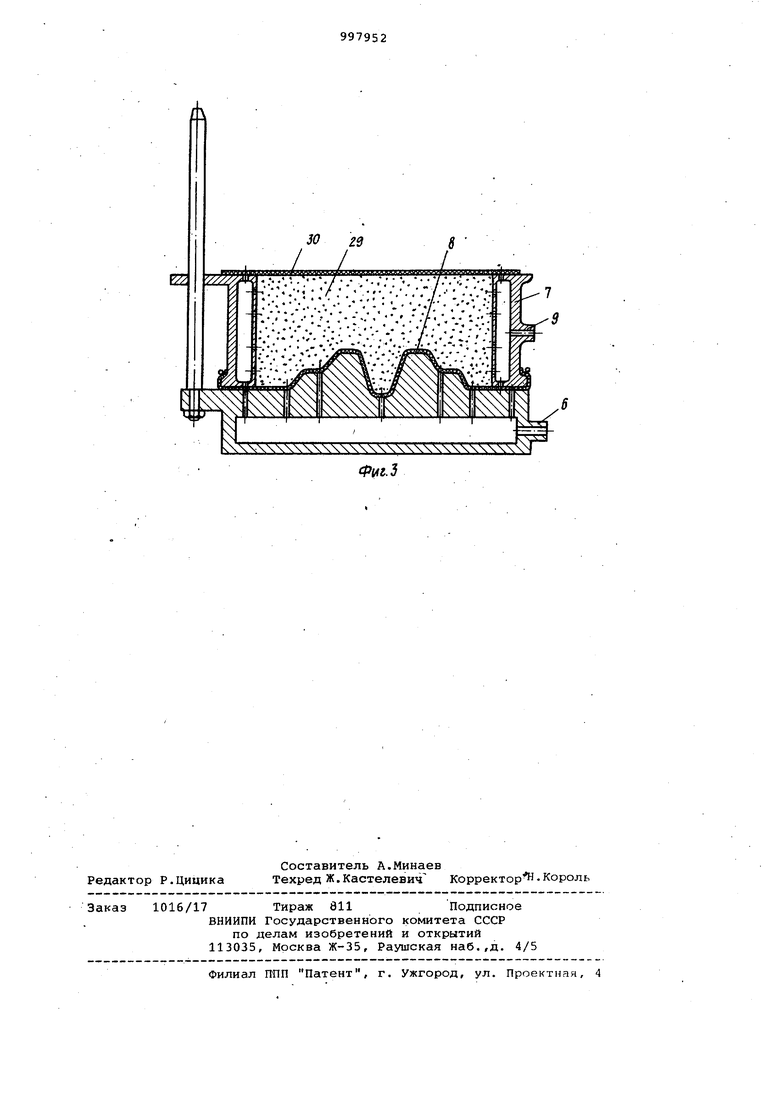
На фиг.З показана полуформа, изготовленная вакуумной формовкой по модели с глубоким карманом. Опока 7 заполнена сухим формовочным материалом 29 и изолирована от окружающей атмосферы герметизирующим элементом 30.
Вакуумная формовка осуществляется следующим образом.
Опока 7, имеющая вакуумную полост 10 и фильтрующу ю оболочку 11 с закрепленной герметизирующей пленкой 8, устанавлийается над моделью 1 с глубоким карманом 2 и отсасывающими отверстиями 3 и формовочным столом 4 с вакуумной камерой 5 при помощи упора 15 и штырей 14. После нагрева герметизирующей пленки В (нагреватель не показан) полукольца 17 и 18 сдвигаются при помощи штоков 19 и 20 приводных цилиндров 21 и 22, снабженных направляющими планками 23 и 24, установленными подвижно на штагах 25 и 26, и фиксируются фиксаторами 28 и отверстиями 27, а контрмодель 13 вместе с плитой 12 опускаются на опоку 7, в результате чего осуществляется предварительная вытяжка пленки 8 в кармане 2. Положение плиты 12 фиксируется ограничителем 16. Затем полукольца 17 и 18 при помощи приводных цилиндров 21 и 22 удаляются из рабочей зоны, а опока 7 после удаления упора 15 оп ускается на формовочный стол 4, облицовывая юдель 1 герметизирующей пленкой 8, при этом патрубок 6 подключен к вакуумной системе. Ограничитель 16 удерживает пли ту 12 контрмоделью 13 в положении после предварительной вытяжки. После этого плита 12 с контрмоделью 13 снимается со штырей 14 и удаляется, а опока 17 заполняется сухим формовочным материалом 29 и уплотняется, например, при помощи вибратсгра (не -показан). Затем на контрладу накладывается герметизирующий элемент 30, после чего патрубок 9 подключается к вакуумной системе, а патрубок 6 отключается от вакуумной и сообщается с атмосферой. Полуформа снимается с формовочного стола.
Аналогично изготавливается вторая полуформа Ане показана). После сборки полуформ производится заливка, при этом опоки остаются подключенными к вакуумной системе.
После затвердевания отливки и вмбивки формы производится, обдувка и удаление остатков пленки. Опоки готовы для noBTOpHoio использования.
Таким образом, предлагаемое rexfmческое решение позволяет исключит, контакт с моделью во иремя пррдварительной вытяжки нагретой герметизирующей пленки, местное охлаждение и, таким-образом, обеспечить равномерную деформацию ее; повысить универсальность оснастки, ПОСКОЛЬКУ направляющая рамка одного диаметра может быть использована для облицовывания глубоких карманов, различных по диаметру и глубине.
Экономический эффект составит 51,85 руб./т годного литья. Формула изобретения
1. Оснастка для вакуумной формовки, включающая модель с глубоким карманом, формовочный стол с вакуумной камерой и патрубком для подключения к вакуумной системе, опоку с герметизирующими пленками и вакуумной полостью, отделенной от рабочего пространства опоки фильтрующей оболочкой, плиту с ко нтрмоделью, установленную на коктрладе опоки, направлякхцие штыри, фиксирующие опоку и плиту с контрмоделью относительно мо:дели, отличающаяся тем.
что, с целью предотвращения контакта с моделью во время предварительной вытяжки герметизирующей, пленки в зоне глубокого кармана и повышения универсальности оснастки, она снабжена направляющей рамкой, выполнен-ной в виде разбираемых частей и установленной между опокой и моделью соосно контрмодели, и приводом, кинематически связанным с каждой частью направляющей рамки.
2. Оснастка по п.1, от л ичающаяся тем, что, с целью обеспечения точной сборки частей направляющей рамки, они снабжены фиксирующими элементами.
5
Источники информации, принятые во внимание при экспертизе
1.Патент Японии № 54-160516, кл. в 22 С 9/02, опублик. 1979.
0
2.Патент Великобритании
№ 1538205, кл. В 22 С 9/02, опублик. .1979.
3.Авторское свидетельство СССР № 740382, кл. в 22 с 9/00, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вакуумной формовки и оснастка для его осуществления | 1982 |
|
SU1052312A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1980 |
|
SU942862A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления | 1989 |
|
SU1662739A1 |
| Способ изготовления литейной формы вакуумной формовкой | 1977 |
|
SU740382A1 |
| Оснастка для вакуумной формовки | 1981 |
|
SU975176A1 |
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ | 1991 |
|
RU2025191C1 |
| Способ вакуумной формовки | 1979 |
|
SU789203A1 |
| Оснастка для вакуумной формовки | 1979 |
|
SU793695A1 |
| Оснастка для изготовления литейных форм методом вакуумной формовки | 1985 |
|
SU1276427A1 |
| Автоматическая линия вакуумной формовки | 1982 |
|
SU1096033A1 |