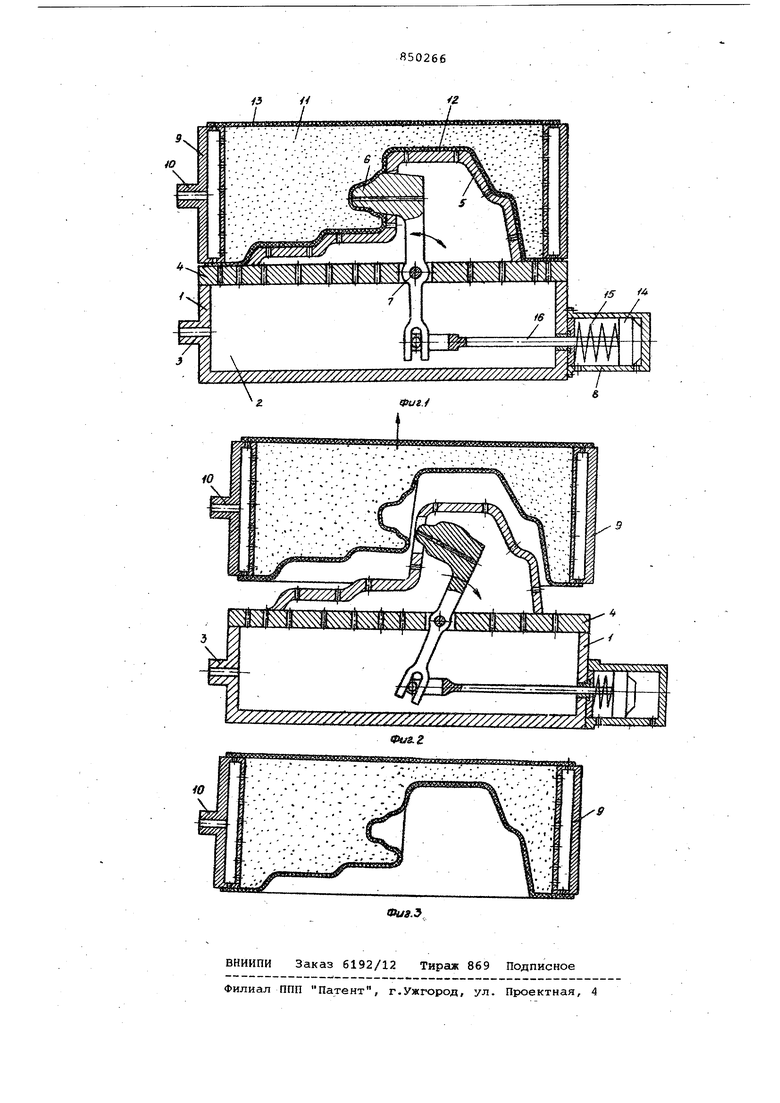
(54) ОСНАСТКА .ДЛЯ ВАКУУМНОЙ ФОРМОВКИ Изобретение относится к литейному производству и может быть исполь зёвано при изготовлении литейных фо по вакуум-процессу. Известны устройства, реализующие способы изготовления литейных форм с высокими болвапками и глубокими впадинами по вакуум-процессу. При формовке на поверхкЬсть моде ли наклеивают большое число тонких пластинок, например, из синтетической смолы, а не цельную синтетическую пленку, В результате исключаютс разрывы синтетической пленки и появ ляется возможность изготовления фасонных отливок сложной конфигурации 1. Однако при этом способе при необ ходимости изготовления поднутрения обойтись без установки дополнительного стержня нельзя; кроме-того, значительно у худшается качество поверхности получаемых отливок и усложняется технологический процесс Известно устройство, регшизующее способ вакуумной формовки, предназначенное для литья ванн и изделий с высокими болванками. При этом используют дополнительную плиту с зак репленной на ней пустотелой колодкой 2. Недостаток данного устройства в том, что оно предназначено лишь для облицозывания пленкой глубоких карманов, а не 1.юделей фасонных отливок с глубокими карманами или поднутрениями. Кроме того, при- использовании этой оснастки невозможно изготовить форму с поднутрениями без применения стержня, а это приводит к обязательному использованию ручного труда и невозможности автоматизации проце сса изготовления форма. Известна оснастка, реализующая способ изготовления форм методом вакуумной фориювки, согласно которому при. изготовлении формы по вакуум-процессу используется, по меньшей мере, одна отъемная деталь или стержень, который вставляется в отверстие (владину)- в основной модели фасонной отливки. Перед этим деталь обтягивается синтетической пленкой З. Однако этим устройством не удается получить поднутрение в форме по чистой модели, а требуется применение дополнительных элементов (отъемньюс деталей или стержня) и необходимы операции по их установке. Механизировать или автоматизировать эти операции крайне трудно, поэтому требуется применение ручного труда. Цель изобретения - механизация процесса формовки, исключение необходимо-сти применения стержней и исключение ручного труда -при простановке стержней в форму. Поставленная цель достигается тем что в модели выполняется паз, в котором подвижно установлен отъемный элемент, связанный с приводным механизмом через рычажную систему. На фиг. 1 изображена оснастка во время формовки, общий вид; на фиг. 2 заформованная полуформа; на фиг. 3 готовая полуформа. Оснастка для изоготовления литейных форм включает в себя формовочный стол 1 с вакуумной камерой 2 и штуцером 3 откачки воздуха, модельную плиту 4 с расположенной на ней моделью 5, внутрикоторых находится подвижный (отъемный) элемент 6 модел 5, закрепленный на оси 7 поворота и связанный с пневмоцилиндром 8. На модельный стол установлена опока 9 со штуцером 10, заполненная сухим формовочным материалом 11 без связующего. Модель и ее подвижный элемент обтянуты синтетической пленкой 12, такой же пленкой 13 закрыта опо ка сверху. Внутри пневмоцилиндра 8 расположены поршень 14, пружина 15 и шток 16 поршня, связанный через рычажную систему с подвижным элемен том в модели 5. Работа оснастки осуществляется е дукщим образом. В начальном положении в полости пневмоцилиндра 8 атмосферное давление и под действием пружины 15 поршень 14 находится в крайнем правом положении. Связанный с поршнем чере рычажную систему отъемный элемент 6 модели 5, закрепленный на оси 7 пов рота, выведены из тела модели в по ложение, показанное на фиг. 1. В эт момент времени модель 5 вместе с по вижным элементом 6 обтягивается син тетической пленкой 12 за счет отсоса воздуха через отверстия в модель ной плите 4 и модели 5. при подключе нии полости формовочного стола 1 к источнику разрежения через штуцер 3 На обтянутую синтетической пленкой модельную плиту 4 устанавливается о ка 9, засыпается сухой формовочный материал, накладывается сверху синтетическая пленка 13, опока подключается через штуцер 10 к источнику разрежения и уплотняется (фиг. 2) , В это же время в полости пневмоцилиндра 8 справа от поршня 14 создается избыточное давление от внешнего источника, при этом сжимается пружина 15, а поршень 14 перемещается влево, при этом отъемный элемент 6 выводится в тело модели в положение, показанное на фиг. 2. Уплотненная полуформа снимается с гуюдели и модельной плиты, при этом выведенный в тело модели отъемный элемент 6 не препятствует съему полуфорлнл. Таким образом, предлагаемая -оснастка позволяет механизировать процесс формовки и исключить простановку стержней и их изготовление. Формула изобретения Оснастка для вакуумной формовки, содержацая формовочный стол с вакуумной камерой, модельную плиту с моделью и, по крайней мере, с одним отъемным элементом, оформляющим боковое поднутрение в полости формы и установленным в пазу модели с возможностью поворота, и синтетическую пленку, отличающаяся тем, что, с целью расширения технологических возможностей и механизации вакуумной формовки, она снабжена приводным механизмом и двуплечим рычагом, на одном конце которого расположен отъемный элемент, выполненный с отсасывамаяими отверстиями, сообщаквдими оформляющую поверхность отъемного элемента, облицованного синтетической пленкой, через полость модели и модельную плиту с вакуумной камерой, при этом двуплечий рычаг установлен в формовочном столе и связан с другим концом при помощи иарнирного соединения с приводным механизмом. Источники информации, принятые во внимание при экспертизе 1.Патент Японии № 51-3295, кл. 11 А 231, опублик. 1976. 2.Патент США № 3955266, кл, В 22 С 9/00, опублик. 1976. 3.Патент ФРГ № 2519679, кл. В 22 С 7/00, опублик. 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вакуумной формовки | 1979 |
|
SU789203A1 |
| Оснастка для вакуумной формовки | 1979 |
|
SU831349A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1979 |
|
SU772685A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления | 1989 |
|
SU1662739A1 |
| Устройство вакуумной формовки отливок типа диска с криволинейными ребрами и поднутрениями и способ вакуумной формовки данным устройством | 1987 |
|
SU1629139A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1986 |
|
SU1435372A1 |
| Литейная форма | 1979 |
|
SU822977A2 |
| Установка для вакуумной формовки | 1980 |
|
SU942866A1 |
| Способ вакуумной формовки и стержневой ящик для его осуществления | 1981 |
|
SU996061A1 |
| Оснастка для испытания формовочных материалов при вакуумной формовке | 1982 |
|
SU1066724A1 |