.///
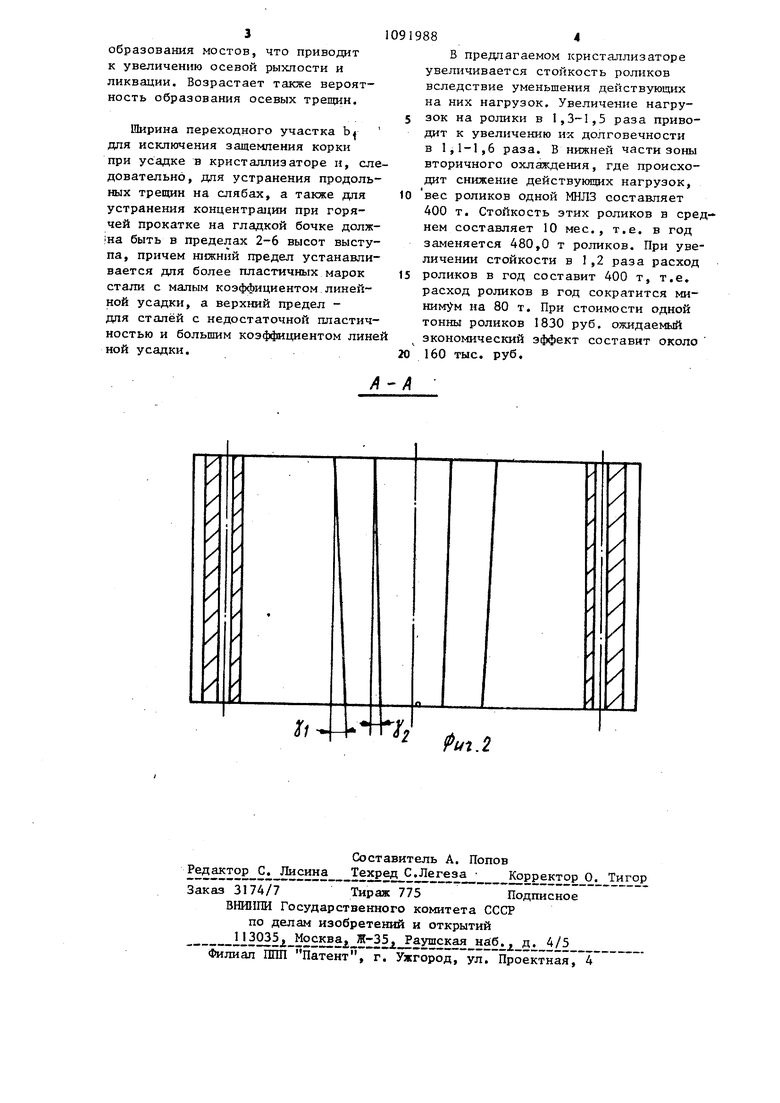
() ф ( d) ф-ф ф ф ф. Изобретение, относится к метал.пур гни, а именно к непрерывной разливке металлов. Известен кристаллизатор машины непрерывного литья, в котором стенки выполнены с выступами на всей ширине широких стенок l . Недостатком известной конструкции является затрудненность усадки форми рующейся в кристаллизаторе корочки слитка, что приводит к образованию на поверхности заготовки, особенно в местах перехода от одной ее толщины к другой, продольных трещин. Наиболее близким к изобретению по своей технической сущности и достигаемому результату является кристаллизатор машины непрерывного литья заготовок, на рабочих поверхностях широких стеиок которого расположены выступы Zj . Недостатком известной конструкци кристаллизатора является образование продольных трещин на поверхност заготовки в местах перехода от одно ее толщины к другой, что приводит к ухудшению качества металла. Цель изобретения - улучшение кач ,ства заготовок, а также уменьшение действующих на ролики зоны вторичного охлаждения усилий от ферростатического давления. Поставленная цель достигается те что в кристаллизаторе машины непрер ного литья заготовок, на рабочих по верхностях широких стенок которого расположены выступы, последние выпол нены с шириной верхнего основания 0,1-0,25 ширины пгароких стенок и с шириной переходного участка 2-6 вы- сот выступа, при этом угол наклона ребер выступов к продольной оси кри таллизатора составляет 0,1-1,5 с у личением в направлении от центра ег к краям. На фиг. 1 схематически изображен предлагаемый кристаллизатор, план} на фиг. 2 разрез А-А на фиг. 1. Кристаллизатор состоит из двух широких стенок 1 и двух узких 2. На широких стенках I .кристаллизатор выполнены выступы 3, высота h которых составляет 0,04-0,1 ширины узки стенок а, и шириной верхнего основания b от 0,1 до 0,25 ширины широких стенок В, а ширина переходного участка Ь, составляет от двух до шести высот выступа h,, Угол наклона боковых поверхностей выступов у к продольной оси кристаллизатора составляет 0,1-1,5и увеличивается в направлении от центра его к краям, т.е. .Размер углау зависит от уса,дочных свойств разливаемых марок ста-пи и ширины выступа. Для сталей с малым коэффициентом линейной усадки и для выступов шириной, равной или близкой к указанному нижнему пределу, угол также близок к нижнему пределу. С возрастанием ширины выступа до 0,25 в и увеличением- коэффициента линейной усадки угол у приближается к своему верхнему значению. Пределы высоты выступа выбираются исходя из следующего. Известно, что время затвердевания заготовки пропорйдионально квадрату толщины сечения. Уменьшение толщины заготовки в средней части позволяет сократить длину жидкой лунки на этом участке и, следовательно, уменьшить нагрузки на ролики после затвердевания утоненной части. С практической точки зрения целесообразно, чтобы уменьшение длины жидкой фазы в утоненной части было не менее 20%. Исходя из этого и выбран нижний предел высоты выступа, равный 0,04 шириш.1 узкой грани. При увеличении высоты выступа растет протяженность участка с уменьшенными нагрузками на ролики. Однако при высоте выступа более 0,1 ширины узкой грани при горячей прокатке суще ственно растут растягивающ11е напряжения в утоненной части, чтоможет привести к дефектам металла в этой зоне. С учетом вьш1еуказанного и выбран верхний предел высоты выступа. При выборе пределов ширины верхнего основания В1з1ступов исходили как из условия обеспечения равномерного плоского фронта затвержевания, так и из условия уменьшения усилий на ролики на: данном горизонте. При отношении (в мейее чем 0,1) уменьшение усилий на ролики незначительное менее чем 15) т.е. не достигнута цель при литье слябов с вогнутыми гранями. При отношении Ь/В 0,25 усилия на ролики уменьшаются значительно, но при этом ухудшаются условия затвердевания утоненной части из-за недостаточной подпитки ее из утолщеншлх частей вследствие образования мостов, что приводит к увеличению осевой рыхлости и ликвации. Возрастает также вероятность образования осевых трещин. Ширина переходного участка Ь| для исключения защемления корки при усадке в кристаллизаторе и, сл довательно, для устранения продоль ных трещин на слябах, а также для устранения концентрации при горячей прокатке на гладкой бочке долж |на быть в пределах 2-6 высот высту па, причем нижний предел устанавли вается для более пластичных марок стали с малым коэффициентом линейной усадки, а верхний предел для сталей с недостаточной пластич ностью и большим коэффициентом лин ной усадки.
А -А 84 В предлагаемом кристаллизаторе увеличивается стойкость роликов вследствие уменьшения действующих на них нагрузок. Увеличение нагрузок на ролики в 1,3-1,5 раза приводит к увеличению их долговечности в 1,1-1,6 раза. В нижней части зоны вторичного охлаждения, где происходит снижение действующих нагрузок, вес роликов одной МНЛЗ составляет 400 т. Стойкость этих роликов в среднем составляет 10 мес., т.е. в год заменяется 480,0 т роликов. При увеличении стойкости в 1,2 раза расход роликов в год составит 400 т, т.е расход роликов в год сократится минимум на 80 т. При стоимости одной тонны роликов 1830 руб. ожидаемый экономический эффект составит около 160 тыс. руб.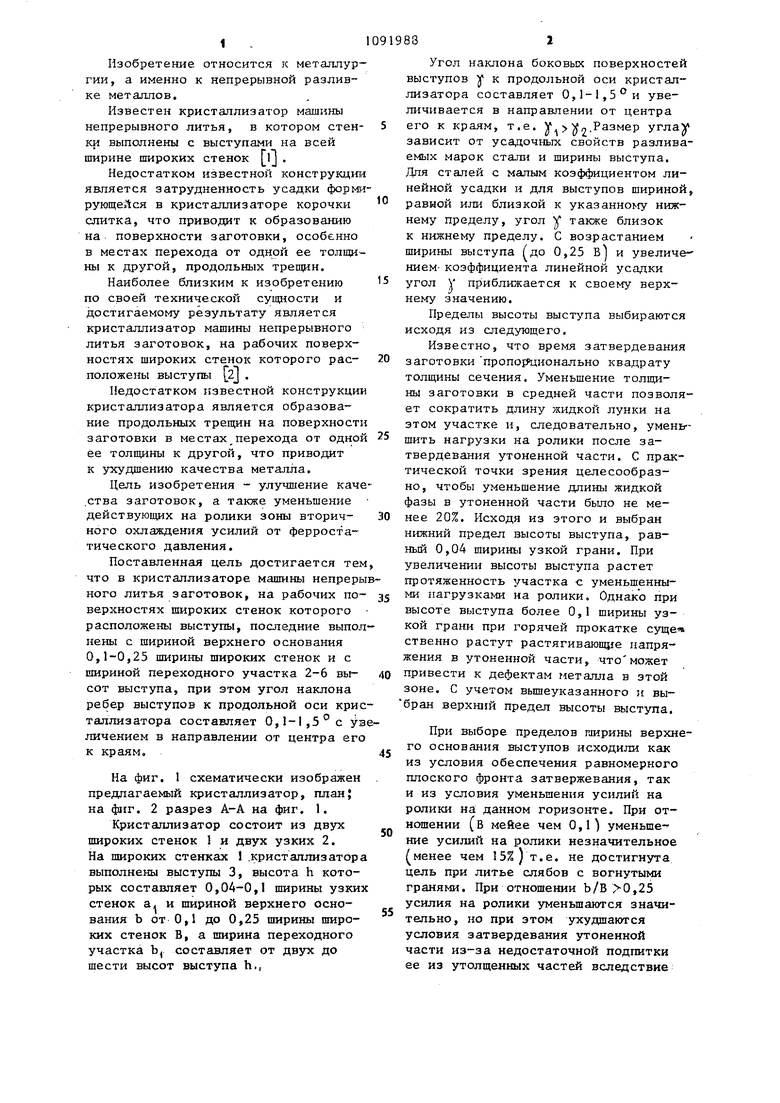
| название | год | авторы | номер документа |
|---|---|---|---|
| Зона вторичного охлаждения машины непрерывного литья | 1979 |
|
SU910331A1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2007 |
|
RU2325969C1 |
| Машина непрерывного литья прямоугольныхСТАльНыХ зАгОТОВОК | 1978 |
|
SU793704A1 |
| Гильза кристаллизатора для непрерывной разливки сталей | 2017 |
|
RU2678556C1 |
| Способ непрерывного литья заготовок | 1979 |
|
SU865497A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1999 |
|
RU2145267C1 |
| КРИСТАЛЛИЗАТОР НЕПРЕРЫВНОЙ ОТЛИВКИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ И СООТВЕТСТВУЮЩИЙ СПОСОБ ОТЛИВКИ | 2020 |
|
RU2800555C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ ЗАГОТОВОК | 2006 |
|
RU2336970C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2011 |
|
RU2490083C2 |
КРИСТАПЛНЗАТОР МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК, на рабочих поверхностяхшироких стенок которого расположены выступы, отличающийся тем, что, с целью улучшения качества заготовок и уменьшения действующих на ролики зоны вторичного охлаждения усилий от ферростатического давления жидкой фазы формирукяцегося в кристаллизаторе слитка, выступы вьшолнены с шириной верхнего основания 0,1-0,25 ширины широких стенок и с шириной переходного участка 2-6 высот выступа, при этом угол наклона ребер выстуS пов к продольной оси кристаллизатора составляет 0,1-1,5® с увеличением (Л от центра его к краям.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| РЕКОМБИНАНТНАЯ ПЛАЗМИДА, КОДИРУЮЩАЯ ГИБРИДНЫЙ БЕЛОК-ПРЕДШЕСТВЕННИК ИНСУЛИНА ЧЕЛОВЕКА (ВАРИАНТЫ), ШТАММ БАКТЕРИЙ E.COLI - ПРОДУЦЕНТ ГИБРИДНОГО БЕЛКА-ПРЕДШЕСТВЕННИКА ИНСУЛИНА ЧЕЛОВЕКА (ВАРИАНТЫ) И СПОСОБ ПОЛУЧЕНИЯ ИНСУЛИНА ЧЕЛОВЕКА | 1998 |
|
RU2144082C1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| КРИСТАЛЛИЗАТОР | 1972 |
|
SU414045A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
