1
Изобретение относится к черной . металлургии, конкретнее к устройствам, предназначенным для приема и разливки жидкого металла.
Известны устройства, служащие 5 для приема, транспортировки и разливки жидкого металла через устройство для выпуска металла и состоящие из металлического кожуха, огнеупорной футеровки стенок и дни- О ща 1 ..
Недостаток таких устройств заключается в значительном расходе дорогостоящих огнеупорных кирпичей для кладки рабочего слоя огнеупор- 15 ной футеровки днища ковша.
.Наиболее близким техническим решением к предлагаемому является сталеразливочный ковш, рабочий слой огнеупорной футеровки днища которо- 20 го выполнен из нгшивной огнеупорной массы t2l.
Недостаток известного ковша состоит в том,что прочность рабочего слоя футеровки существенно снижается при 25 использовании огнеупорной кремнеземистой самотвердеющей массы из-за склонности последней к росту при разогреве, при выпуске стали из ванны печи в ковш, в котором верхний рабочий
слой футеровки днища полностью выполнен из наливной огнеупорной массы, контактная площадь рабочего слоя недостаточно устойчива к размывакяцему воздействию падающей струи стали.
Цель изобретения - повышение прочности рабочего слоя огнеупорной футеровки днища ковша за счет устойчивости его к размывающему воздействию
струи СТсШИ.
Указанная цель достигается тем, что рабочий слой футеровки днища ковша дополнительно содержит огнеупорную арматуру, выполненную из огнеупорного кирпича, и рабочий слой футеровки ковша выполнен в виде чередующихся рядов огнеупорного кирпича и огнеупорной массы, причем ряды кирпича направлены параллельно оси ковша.
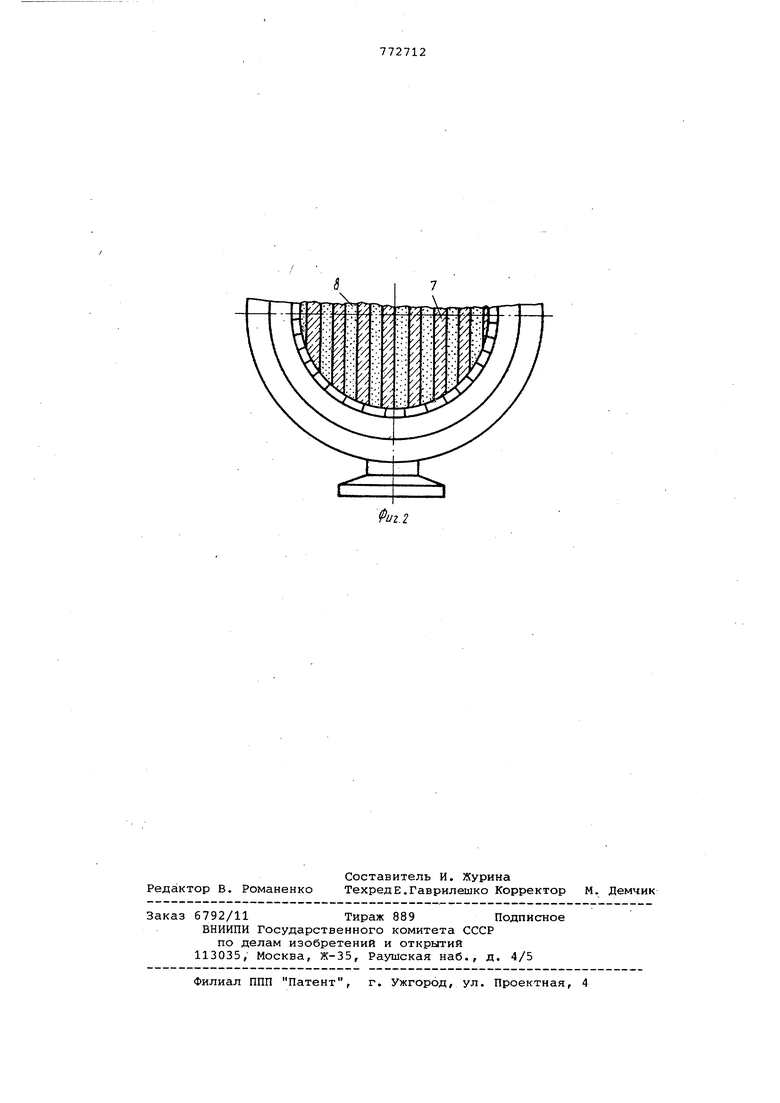
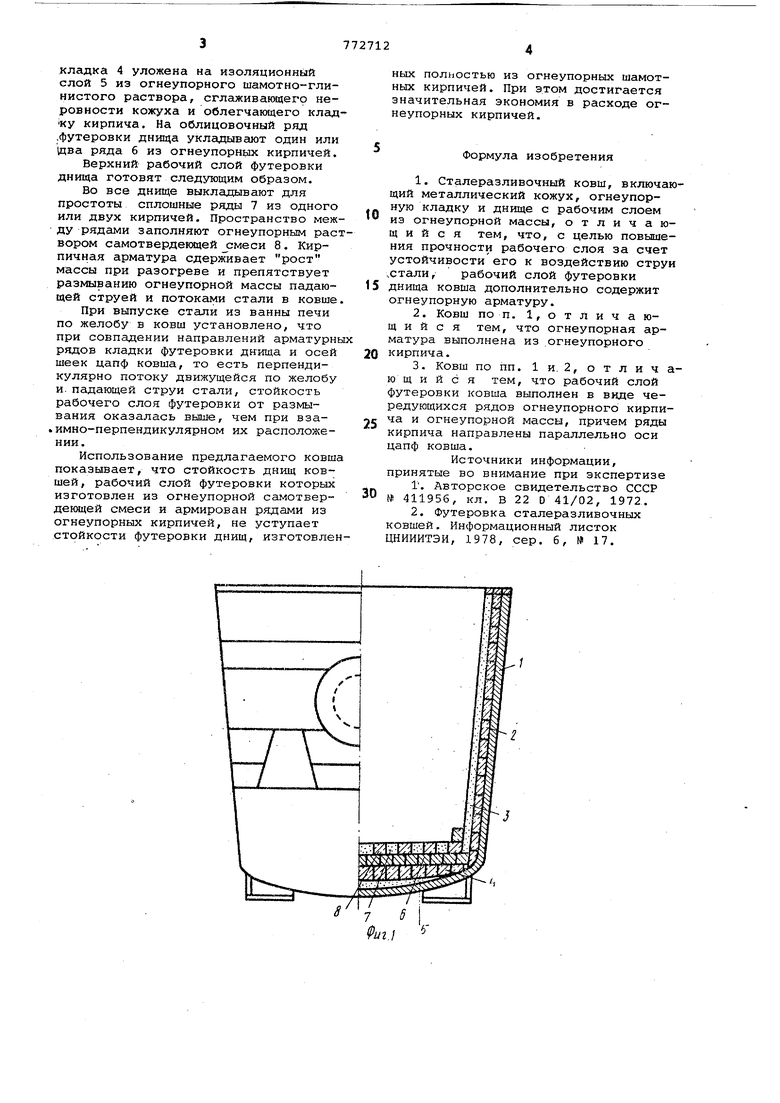
На фиг. 1 схематически показан ковш, общий вид; на фиг. 2 - то же, вид сверху.
Ковш содержит металлический кожух 1, к которому прилегает облицовочный ряд кладки 2 из одного или нескольких слоев огнеупорного кирпича. Облицовочный ряд боковой стенки слоем огнеупорной массы :3. На днище ковша облицовочная ,
кладка 4 уложена на изоляционный слой 5 из огнеупорного шамотно-глинистого раствора, сглаживающего неровности кожуха и облегчающего клад ку кирпича. На облицовочный ряд футеровки днища укладывают один или ва ряда 6 из огнеупорных кирпичей.
Верхний рабочий слой футеровки днища готовят следующим образом.
Во все днище выкладывают для простоты сплошные ряды 7 из одного или двух кирпичей. Пространство межу рядами заполняют огнеупорным раствором самотвердекяцей смеси 8. Кирпичная арматура сдерживает рост ассы при разогреве и препятствует размыванию огнеупорной массы падающей струей и потоками стали в ковше.
При выпуске стали из ванны печи по желобу в ковш установлено, что при совпадении направлений арматурных рядов кладки футеровки днища и осей шеек цапф ковша, то есть перпендикулярно потоку движущейся по желобу и. падающей струи стали, стойкость рабочего слоя футеровки от размывания оказалась выше, чем при взаимно-перпендикулярном их расположении.
Использование предлагаемого ковша показывает, что стойкость днищ ковей, рабочий слой футеровки которых изготовлен из огнеупорной самотвереющей смеси и армирован рядами из огнеупорных кирпичей, не уступает стойкости футеровки днищ, изготовленных полностью из огнеупорных шамотных кирпичей. При этом достигается значительная экономия в расходе огнеупорных кирпичей.
Формула изобретения
1.Сталеразливочный ковш, включающий металлический кожух, огнеупорную кладку и днище с рабочим слоем
из огнеупорной массы, отличающийся тем, что, с целью повышения прочности рабочего слоя за счет устойчивости его к воздействию струи .стали, рабочий слой футеровки днища ковша дополнительно содержит огнеупорную арматуру.
2.Ковш поп. 1,отЛичающ и и с я тем, что огнеупорная арматура выполнена из огнеупорного кирпича.
3.Ковш по пп. 1 и. 2, отличающийся тем, что рабочий слой футеровки ковша выполнен в виде чередующихся рядов огнеупорного кирпича и огнеупорной массы, причем ряды кирпича направлены параллельно оси цапф ковша.
Источники информации, принятые во внимание при экспертизе
Г. Авторское свидетельство СССР № 411956, кл. В 22 D 41/02, 1972.
2. Футеровка сталеразливочных ковшей. Информационный листок ЦНИИИТЭИ, 1978, сер. 6, № 17.
| название | год | авторы | номер документа |
|---|---|---|---|
| Желоб для выпуска металла из печи | 1978 |
|
SU767217A1 |
| СПОСОБ ПОДГОТОВКИ РАЗЛИВОЧНОГО КОВША ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ СТАЛИ | 1994 |
|
RU2025202C1 |
| Футеровка сталеразливочного ковша | 1989 |
|
SU1743687A1 |
| Способ защиты огнеупорной футеровки сталевыпускного желоба | 1981 |
|
SU992982A1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1998 |
|
RU2148474C1 |
| СПОСОБ ПРЕССОВАНИЯ ОКСИДОУГЛЕРОДИСТЫХ ИЗДЕЛИЙ И СООТВЕТСТВУЮЩАЯ УКЛАДКА ИЗДЕЛИЙ ПРИ ФУТЕРОВКЕ СТАЛЕРАЗЛИВОЧНЫХ КОВШЕЙ | 2020 |
|
RU2758076C1 |
| СПОСОБ КЛАДКИ ФУТЕРОВКИ СТАЛЕРАЗЛИВОЧНОГО КОВША И СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 2011 |
|
RU2486989C2 |
| СПОСОБ ФУТЕРОВКИ СТАЛЕРАЗЛИВОЧНОГО КОВША | 1998 |
|
RU2138366C1 |
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ ФУТЕРОВКИ ВЫПУСКНОГО ЖЕЛОБА СТАЛЕПЛАВИЛЬНОГО АГРЕГАТА И СТАЛЕРАЗЛИВОЧНОГО КОВША | 1990 |
|
RU2033591C1 |
| Подовый сталеплавильный агрегат | 1979 |
|
SU802762A1 |