. ..-
Изобретение относится к области
металлургии, оно может быть применено, например, на наклоняющихся электродуговых плавильных печах.
Известен желоб для выпуска металла из печи, состоявши из металлического корпуса, футерованного огнеупорным материалом, крышки, воронки, шарнирно закрепленной на конце желоба 1.
Наиболее близким по технической сущности и достигаемому эффекту к изобретеник) является желоб для выпуска металла из печи, открытый сверху, состоящий из металлического кожуха с футерованными огнеупорным материале днищем и боковыми стенками, имеющий корытообразное поперечное сечение 2..
Желоб крепится к печи под углом 10-12 к горизонтали. Днище желоба для крупнотоннажных дуговых печей, особенно если печь расположена в печном пролете, а разливка ведется в разливочном пролете, составляет более 2м.
Недостатком его является то, что во время транспортировки по такому желобу металл приобретает высокую скорость, а за счет высокой кинетической энергии падающей на стенки ковша струи металла ковш размыкается и снижается его стойкость. Кладка футеровки ковша на бойной стороне внутренней поверхности ее, т.е. на стороне, находящейся против сливного носка печного агрегата, при каждом наполнении ковша испытывает как сильный механический Удар падающей с большой высоты струи ме- , талла, так и резкий тепловой удар, обусловленный большой разницей температур расплавленного металла и футеровки, поэтому она изнаши 5 вается в 3. раза интенсивнее, чем на остальной части футеровки. Неравномерный износ футеровки приводит к тому, что кампания ковша(период между двумя холодными ремонтами
20 Футеровки)определяется допустимым износом на всей футеровки, а только наиболее изнашиваемой части. Сод аой стороны, это значительно сн ижает общую стойкость футеровки ковша
25 и требует частого ремонта, а с другой .приводит к повьаленнАму расходу отнеупоров, так как во время ремонта приходится менять еще малоизношен,ныв кирпичи других рядов кладки футв:|р6вки ковша. Приходится увеличивать
олшину кладки на бойной стороне овша.
Целью изобретения является сняжеие скорости и Е)егулированйя угла аклона струи металла, повышение тойкости ковша и снижение расхода гнеупоров.
.Указанная цель достига ется тем, то предлагаемый желоб для.выпуска металла из печи в разливочный ковш, содержащий металлический корпус, футерованный огнеупорным материалом, имеющий/ например, корытообразное. поперечное сечение, дополнительно снабжён экраном (отражателе, отбойником) , шарнирно закрепленным на . конце желоба.
Длина экрана может составлять- 11,5 высоты рабочей полости желоба, причем экран подвешен так, что нижний край экрана расположен не выше дна желоба. -.
того, площадь поперечного сечения рабочей полости экрана может составлять 0,2-1 площади поперечного сечения рабочей полости желоба. . . , .
Конфигурация рабочей поверхности экрана может быть подобна конфигурации рабочей поверхности желоба.
Крсииче того, экран может быть выпоЛнен из металлического корпуса, футерованного с рабочей стороны огнеупорным материалом.
Экран может быть наклонён к горизонтали под углом 75-100 .
Кроме того, шарнирное крепление экрана к желобу может состоять из крюков (кронштейнов), расположенных на верхней части выходного конца желоба, и цапф, расположенных на экране выше его Центра тяжести.
Экран уменьшает скорость струи металла и изменяет ее направление. Принципиальное отличие желоба от используемых в настоящее время желобов заключается в том, что уменьше.ние скорости струи и изменение ее направления происходит не в ковше при ударе струй об утолщение кладки футеровки на бойной стороне ковша, а на выходном конце желоба при ударе струи об экран. Шарнирное крепление экрана, например, состоящее ИЗ крюкОв, расположенных на вёрхней части.выходного конца желоба, и цапф, расположенных на выше isroцентра тяжеети, позволяет постоянно сохранять заданный УГОЛ наклона экрана к горизонтали иЛи к горизонтально расположенному дну ковша, в то время как угол Наклона желоба во время выпуска металла из наклоняющейся печи постоянно изменяется,d
Угол наклона экрана менее 75 к горизонтали не целесообразен из-за (Сохранения большрй величины горит зонтальной составляющей направления
струи и тем самым сохранения высокой скорости струи. Угол наклона экрана более горизонтали не целесообразен, так как на практике нет необходимости помещать койш под плавилную печь. .
Расположение нижнего края экрана не выше дна желоба позволяет изме-. нить направление всей струи, обеспечивая сохранение компактности, струи без веерообраэрвания.
При длине (высоте) экрана менее высоты рабочей полости желоба может, быть перелив металла через в.ерхний край экрана, а при длине экрана более 1,5 высоты рабочей полости желоб получается лишний расход огнеупорного материала на футеровку экрана.
Сохранение компактности струи обепечивается также конфигурацией рабочей поверхности экрана, подобной конфигурации рабочей поверхности желоба, например корытообразной формы.
Площадь горизонтального сечения рабочей полости экрана больше площади вертикального сечения рабочей полости желоба не целесообразна из-за лишнего расхода материалов на изготовление экрана, причем сечение струи металла не может превышать сечение рабочей полости желоба. Указанное соотношение площадей менее 0,2 не целесообразно из-за задержки струи металла перед экрано ч и возможности выплеска металла из желоба.
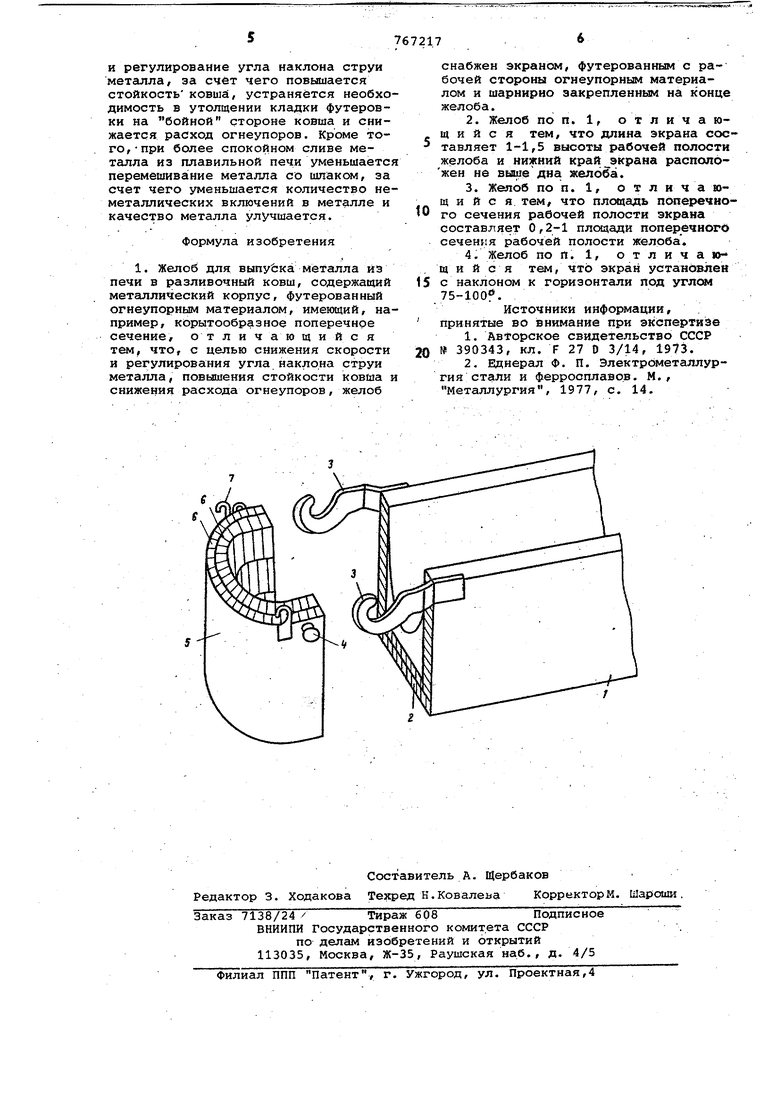
Йа чертеже изображен предлагаемый желоб, общий вид.
Желоб представляет собой металлический кожух 1 с футерованным огнеупорным материалом 2 днищем и боковыми стенками, ria выходном конце желоба расположены крюки 3, взаимодействующие с цапфами 4 экрана, представляющего собой металлический кожух 5, футерованный огнеупорным материалом б и имеющий корытообразную форму. Транспортируют экран за скобы 7. Кожух 5 экрана может быть литым или изготовлен из листовой стали. .
Рабочую поверхность кожуха 5 экрана футеруют шамотным кирпичом, затем экран вешаютйа желоб.
Во время выпуска металла печь постёпенй5 найлоняется, при этом экрай поворачивается на цапфах 4 да счет своего веса и всегда сохраняет заданное положение по отношению к коашу. в результате движущаяся по желобу струя металла ударяется в футеровку экрана и изменяет траекторию движения таким образом, что попадает в ковш, не касаясь футеровки стенок ковша.
Угол наклона экрана к горизонтали определяется расположением цапф относительно центра тяжести экрана.
(.Наличие экрана в предлагаемом желобе обеспечивает снижение скорости
И регулирование угла наклона струи металла, за счет чего повьшается стойкость ковша, устраняется необходимость в утолщении кладки футеровки на войной стороне ковша и снижается расход огнеупоров. Кроме того, -при более спокойном сливе металла из плавильной печи уменьшается перемешива ние металла со ишаксм, за счет чего уменьшается количество неметаллических включений в металле и качество металла улучшается.
Формула изобретения
1. Желоб для выпуска металла из печи в разливочный ковш, содержащий металлический корпус, футерованный огнеупорным материалом, имеющий, например, корытообразное поперечное сечение, отличающийся тем, что, с целью снижения скорости и регулирования угла наклона струи металла, повышения стойкости ковйа и снижения расхода огнеупоров, желоб
снабжен экраном, футерованным с рабочей стороны огнеупорным материалом и шарнирио закрепленным на конце желоба.
2.Желоб по п. 1, отличающийся тем, что длина экрана ссмзтавляет 1-1,5 высоты рабочей полости желоба и нижнкй край экрана расположен не вь;1шедна желоба.
3.Желоб по п. 1, о т л и ч а ющ и и с я тем, что площадь поперечно0го сечения рабочей полости экрана составляет 0,2-1 плсхцади поперечного сечения рабочей полости желоба.
4.Желоб по п. 1, отличающ и и с я тем, что экран установлен
5 с наклоном к горизонтали под углом 75-lOOf.
Источники информации, принятые во внимание при экспертнэе
1.Авторское свидетельство СССР 390343, кл. F 27 О 3/14, 1973.
0
2.Еднерал Ф. П. Электрометаллургия стали и ферросплавов. М., Металлургия, 1977, с. 14.
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухручьевой желоб мартеновскойпЕчи | 1979 |
|
SU805039A1 |
| СТАЛЕВЫПУСКНОЙ ЖЕЛОБ ДЛЯ СМЕШИВАНИЯ СТАЛИ С РАФИНИРОВОЧНЫМ ШЛАКОМ | 1996 |
|
RU2101125C1 |
| Желоб для выпуска металла и отделения печного шлака | 1989 |
|
SU1770712A1 |
| Сталеразливочный ковш | 1979 |
|
SU772712A1 |
| Желоб для выпуска стали из мартеновской печи | 1976 |
|
SU583369A1 |
| Газовая тигельная печь | 2019 |
|
RU2717752C1 |
| СЪЕМНЫЙ ПЕРЕНОСНОЙ ФУТЕРОВАННЫЙ ТИГЕЛЬ ДЛЯ ИНДУКЦИОННОЙ ПЛАВКИ | 2013 |
|
RU2527565C1 |
| ЖЕЛОБ ДЛЯ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА | 2008 |
|
RU2373289C1 |
| СПОСОБ ОТДЕЛЕНИЯ МЕТАЛЛА ОТ ШЛАКА И ПРОМЕЖУТОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2051194C1 |
| Двухванная отражательная печь для переплава алюминиевого лома | 2020 |
|
RU2760135C1 |
