(54) СТРОГАЛЬНЫЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок | 1989 |
|
SU1664465A1 |
| Способ строгания бронзовой плиты | 2019 |
|
RU2699350C1 |
| Поперечный строгальный станок для нарезания лобзиковых пил и ножовочных полотен | 1933 |
|
SU37445A1 |
| РЕЗЦОВАЯ ГОЛОВКА СТРОГАЛЬНОГО СТАНКА ПРЯМОГО И ОБРАТНОГО РЕЗАНИЯ | 1992 |
|
RU2080966C1 |
| Станок для фасонного строгания | 1982 |
|
SU1077720A1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| СТРОГАЛЬНЫЙ СТАНОК "^ | 1972 |
|
SU323200A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1972 |
|
SU341634A1 |
| Трубоотрезной станок | 1985 |
|
SU1296320A1 |
1
Изобретение относится к металлообработке и может найти применение при строгании плоских поверхностей. Известен строгальный станок, на g станине которого установлен снабженный приводом стол, несущий обрабатываемую деталь, а привод резцового суппорта представляет собой планетарный механизм 1.tO
К недостаткам станка можно отнести значительную его длину, особенно при максимальной величине хода ползуна.
Цел-ь изобратения - повышение е производительности обработки при строгании, уменьшение габаритов, и массы строгального станка.
Для достижения указанной цели стол установлен с возможностью вращения 2Q вокруг оси вращения водила на расстоянии, равном его радиусу, привод стола кинематически связан с приводом резцового суппорта, причем передаточное отношение от центрального ко- 25 леса к сателлиту равно 2, а отношение угловых скоростей стола и водила равно 2.
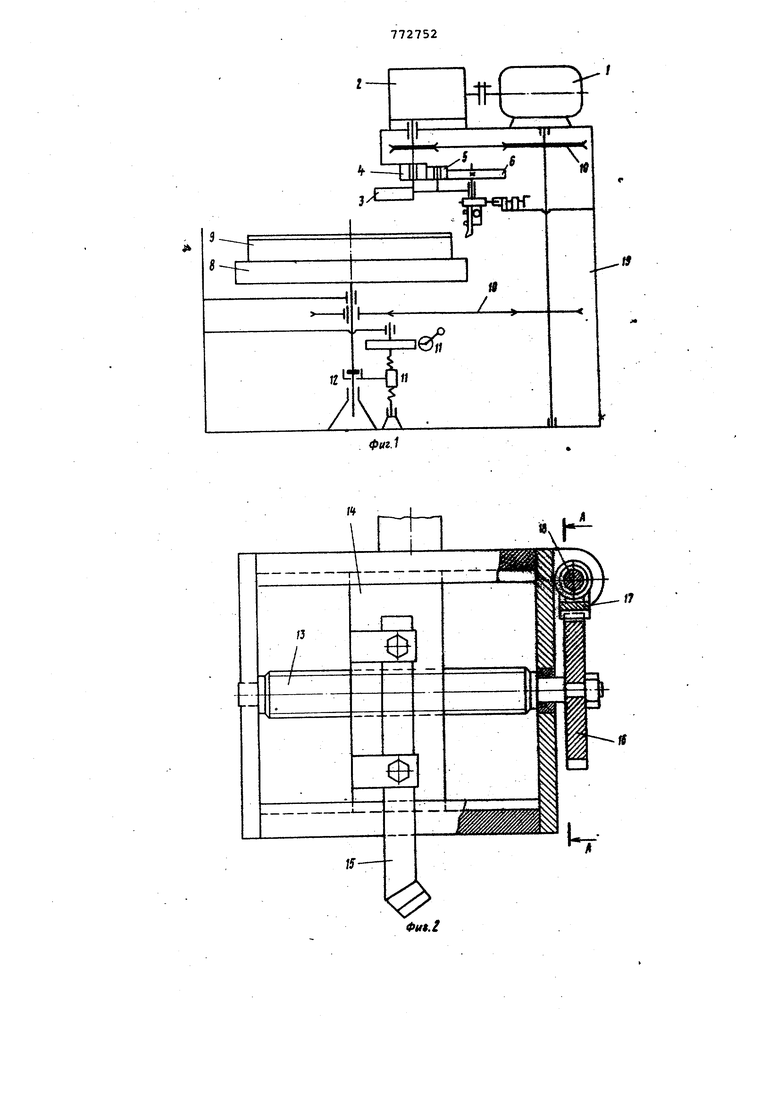
На фиг.1 схематически изображен предлагаемый строгальный станок, ,,.
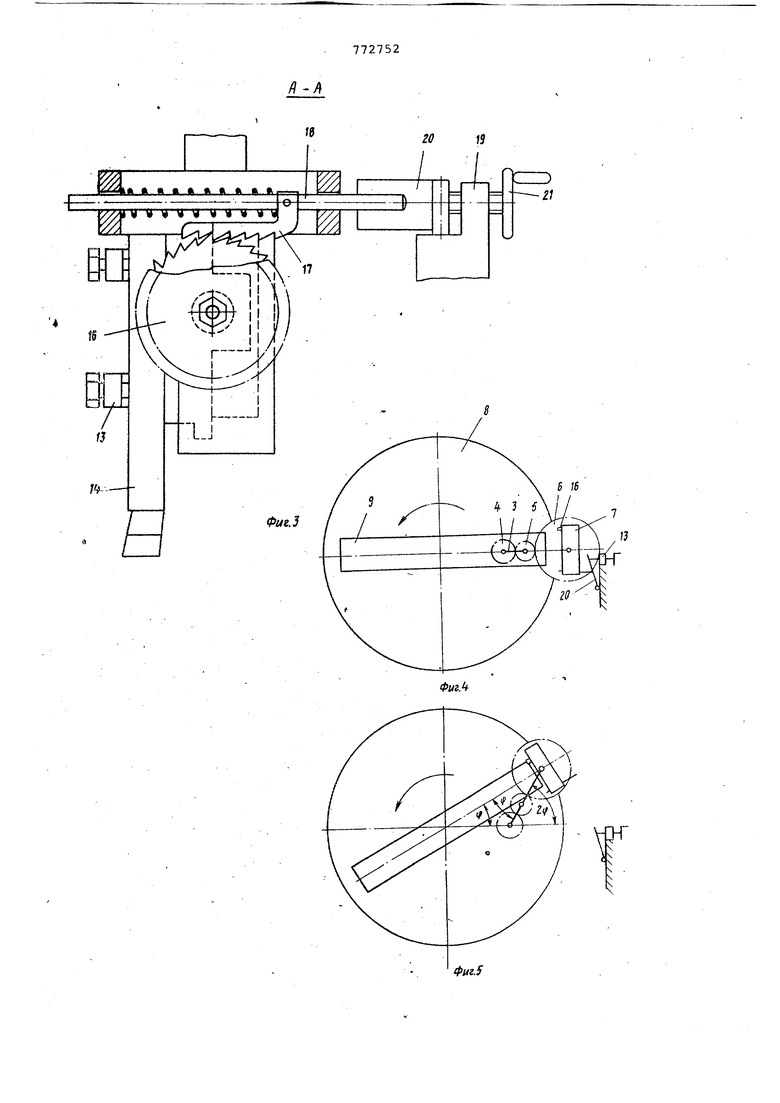
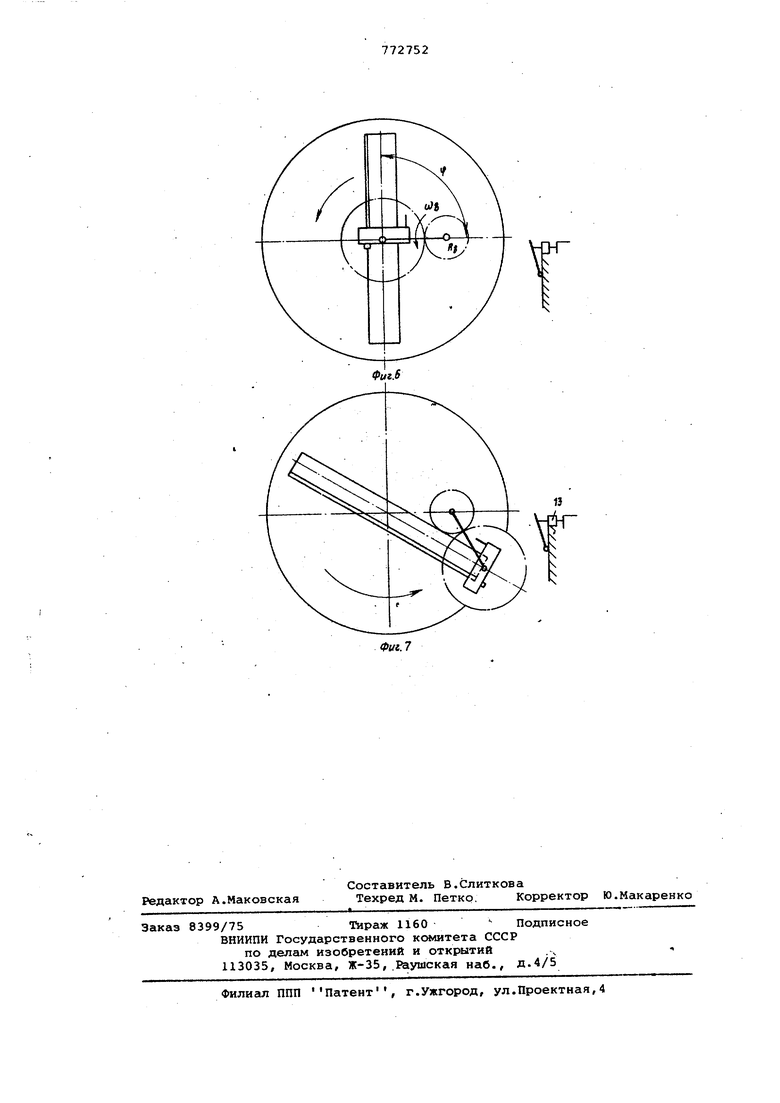
общий Вид; на фиг.2 - устройство поперечной подачи резца; на фиг.3 разрез А-А на фиг.2; на фиг.4 - положние водила и обрабатываемой детали перед началом рабочего хода на фиг.5 - начало рабочего хода (врезание резца в обрабатываемую деталь), на фиг.б - положение водила соответствует повороту на фиг.7 - положение, соответствующее концу ра- ; бочего хода.
Станок состоит из электродвигателя 1, который через коробку скоростей 2 и водило 3 с противовесом может приводить во вращение...относительно неподвижного центрального колеса 4 через промежуточную шестерню 5 сателлит 6 с передаточным отношением, равным 2. На оси сателлита закреплен резцовый суппорт 7. Привод стола 8 с закрепленной на нем обрабатываемой деталью 9 кинематически связан с приводом резцового суппорта передачей 10. Расстояние меледу осью вращения водила 3 и осью вращения стола 8 выбирается равным радиусу водила 3,а соотношение угловых скоростей водила 3 и стола 8 обеспечивается рав.ным 2jl. Перемещение стола 8 в вертикальном направлении осуществляется с помощью червячно-винтовой передачи 11 и ynopHqro подшипника 12.
В резцовом суппорте 7 выполнено устройство поперечной подачи резца, которое .включает в себя винт 13, обес печивающий поперечную подачу резцедержателя 14 с резцом 15. Храповое колесо 16 находится в. контакте с косозубой рейкой 17, сочлененной с подпружиненным штоком 18. Шток 18 в поло жениях водила 3, соответствующих . началу рабочего хода, контактирует с шарнирно закрепленной на станине 19 нажимной пластиной 20, положение которой регулируется винтом 211
Станок работает следующим образом. После включения электродвигателя i начинает вращаться водило 3, заставляя сателлит 5 с закрепленным на его оси резцовым суппортом б обегать центральное колесо 4. Синхронно с водилом 3 через цепную передачу 10 приводится во вращение стол 8 с закрепленной на нем обрабатываемой деталью 9. Начинается процесс обработки. В , данном положении происходит перемещение резца 15 в поперечном (по отношению к направлению резания) горизонтальном направлении, которое осуществляется за счет взаимодействия штока 18 и нажимной пластины-20. Затем происходит врезание резца в обрабатываемую деталь и начинается процесс резания. При этом в процессе резания . всегда соблюдается строго параллель.ное положение резцового суппорта и орабатываемой детали,так как угол поворота стола с деталью 4 всегда равен углу между водилом и осью резцового суппорта 4, что обеспечивается передаточным отнощением от центрального колеса, к сателлиту, равным и отношением угловых скоростей водил и стола, равным 2, а также равенством расстояния между осями вращения вЬдила и стола радиусу водила. Перечисленные три условия также обеспечивают строго прямолинейное относительное движение резцового суппорта (а следовательно и резца) и стола с обрабатываемой деталью.
Когда угол поворота водила равен 2 4s-180°, скорость резания достигает максимальной величины, равной Rg-u; .. СзАэрость резания в произвольный момент времени может быть вычислена по формуле.
JfRJШg.
Рабочий ход в данном станке совершается за один оборот водила, т.е за полоборота стола с деталью и резцового суппорта. В течение следующегр оборота водила совершается обратный (холостой) ход, в результате чего резцовый суппорт и стол с деталью возвращается в исходное положение. Образом,полный рабочий цикл, в данном станке совершается за два оборота водила, т.е. за один оборот ,стола, в ходе обработки, при встрече подпружиненного штока 18 с нажимной пластиной 20 последняя заставляет перемещаться шток, сжимая пружину, и поврачивая через косозубую рейку 17 храповое колесо 16 на некоторый угол. Винт преобразует вращательное движени храпового колеса в поступательное двиние резцедержателя 14. При обратном движении рейки храповое колесо остается неподвижным за счет сил трения.Величина поперечной подачи резца 15 регулируется винтом 21.
При необходимости предлагаемый станок может быть выполнен с использованием обратного хода в качестве рабочего.
Формула изобретения . Строгальный станок, на станине которого установлен снабженный приводом стол, несущий обрабатываемую деталь, а привод резцового суппорта представляет собой планетарный механизм, о тличающийся тем, что, с целью уменьшения габаритов и массы станка с одновременным повышением производительности, стол установлен с возможностью вращения вокруг оси, расположенной от оси вращения водила на расстоянии, равном его радиусу, привод стола кинематически связан с приводом резцового суппорта, причем передаточное отношение от центрального колеса к сателлиту равно 2, и отношение угловых скоростей стола и водила равно 2.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР
по заявке № 2074449/25-08, кл. В 23 D 1/20, 1974.
ч /
-н-п
го )9
:и
r
