боковым сторонам метчика 2, 3 и образованной в обрабатываемой детали 7 резьбы.
Pf СР4 средние диаметры ГЛетчиков комплекта, dupa (J( Д 0,15-0,25 мм, что обеспечивает д , 0,015 - 0,025 мм.
Средний первого чернового 1 dtp MeHbme среднего диаметра чистового метчика 4 величину -1,8 мм, обеспечивающую гарантированный припуск под чистовой 4.
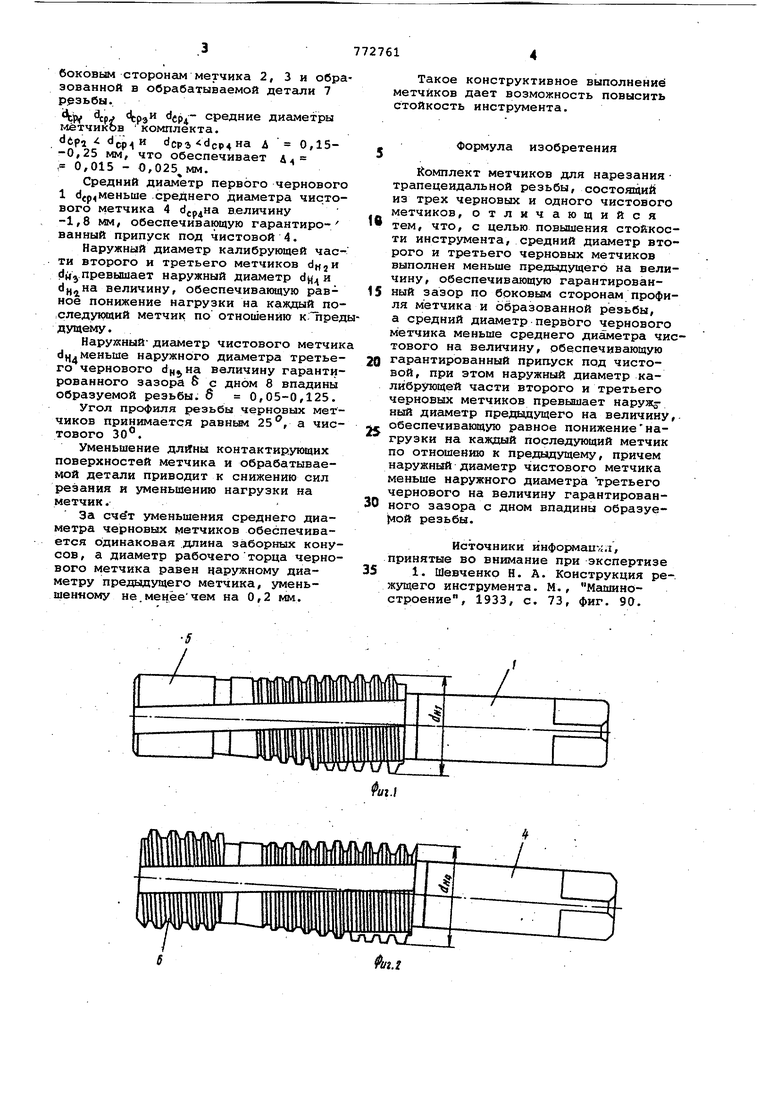
Наружный диаметр калибрующей части второго и третьего метчиков d|:i превышает наружный диаметр d и величину, обеспечивающую равное понижение нагрузки на каждый по,следующий метчик по отношению к преддущему.
Наружный диаметр чистового метчик d.меньше наружного диаметра третьего чернового dH, на величину гарантированного зазора в с дном 8 впадины образуемой резьбы, б 0,05-0,125.
Угол профиля резьбы черновых метчиков принимается равньм 25, а чистового 30.
Уменьшение длины контактирующих поверхностей метчика и обрабатываемой детали приводит к снижению сил резания и уменьшению нагрузки на метчик.
За уменьшения среднего диаметра черновых метчиков обеспечивается одинаковая длина заборных конусов, а диаметр рабочеготорца чернового метчика равен наружному диаметру предыдущего метчика, уменьшенному не. менеечем на 0,2 мм.
Такое конструктивное выполнение метчиков дает возможность повысить стойкость инструмента.
Формула изобретения
Комплект метчиков для нарезания трапецеидальной резьбы, состоящий из трех черновых и одного чистового метчиков, отличающийся тем, что, с целью повышения стойкости инструмента, средний диаметр второго и третьего черновых метчиков выполнен меньше предьщущегб на величину, обеспечивающую гарантированный зазор по боковым сторонам профиля метчика и образованной резьбы, а средний диаметр первого чернового метчика меньше среднего диаметра чистового на величину, обеспечивающую гарантированный приауск под чистовой, при этом наружный диаметр калибрующей части второго и третьего черновых метчиков превышает наруж ный диаметр предыдущего на величину, обеспечивающую равное понижениенагрузки на каждый последующий метчик по отношению к предыдущему, причем наружный диаметр чистового метчика меньше наружного диаметра третьего чернового на величину гарантированного зазора с дном впадины образуе(ой резьбы.
Источники информаи ;л, принятые во внимание при экспертизе 1. Шевченко Н. А. Конструкция режущего инструмента. М., Мсшшностроение, 1933, с. 73, фиг. 90.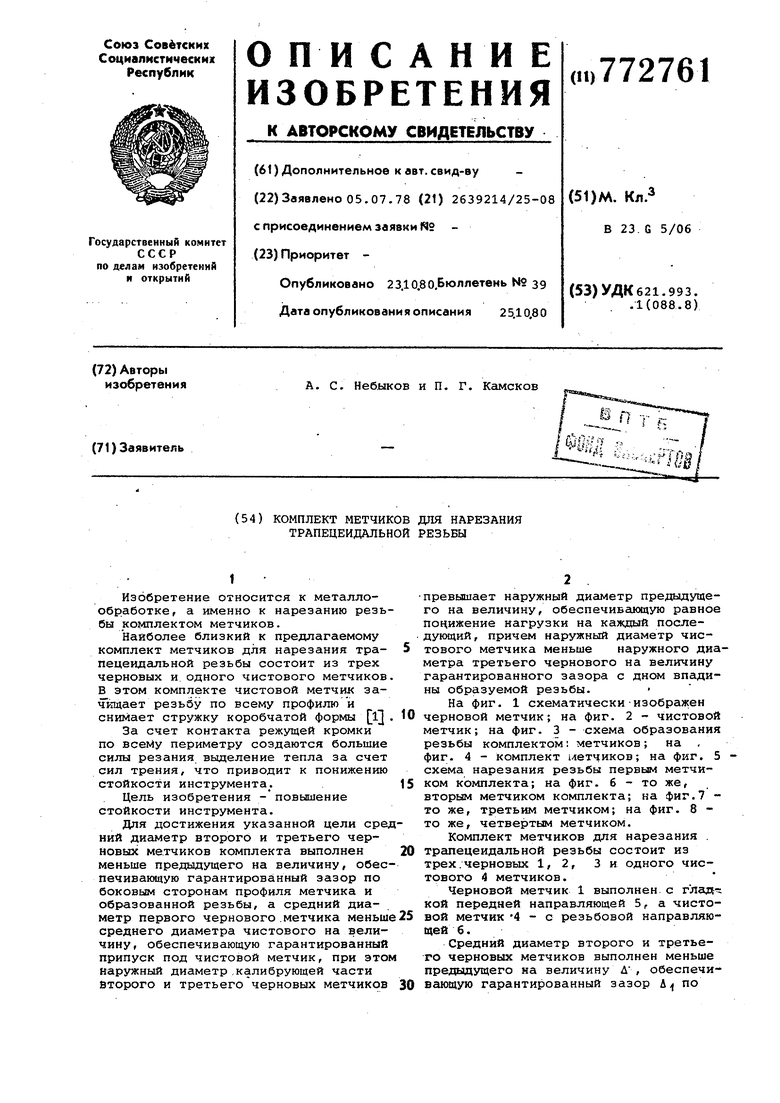
| название | год | авторы | номер документа |
|---|---|---|---|
| Комплект метчиков для нарезания резьбы в труднообрабатываемых металлах | 1981 |
|
SU1085719A1 |
| Комплект метчиков | 1985 |
|
SU1440635A1 |
| СПОСОБ НАРЕЗАНИЯ ТОЧНЫХ ВНУТРЕННИХ РЕЗЬБ | 2002 |
|
RU2215621C2 |
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| СПОСОБ НАРЕЗАНИЯ ВНУТРЕННЕЙ ГЛУБОКОЙ РЕЗЬБЫ В СОСТАВНЫХ ЗАГОТОВКАХ | 2014 |
|
RU2570611C2 |
| Метчик | 1986 |
|
SU1389955A1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| Резьбонарезной инструмент | 1990 |
|
SU1815037A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ НАРЕЗАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ - МЕТЧИК | 1995 |
|
RU2098237C1 |


