1
Изобретение относится к технологическому оборудованию, предназначенному для производства сборного железобетона.
Известен кантов.атель к установке 5 для отделки железобетонных изделий, содержащий поворотную раму и несущие балки-траверсы, удерживающие изделие в рабочем положении И.
Недостатком известного кантовате- 10 ля является малая производительность из-за сложности его конструкции и большая знергоемкость из-за наличия большого числа приводов.
Цель изобретения - повышение про- |5 изводительности и снижение энергоемкости.
Указанная цель достигается тем, что кантователь для отделки железобетонных изделий, содержащий пово- 20 ротную раму и несущие балки-траверсы, удерживающие изделие в рабочем положении, снабжен дополнительными рамами, шарнирно прикрепленными по краям к противоположным плоскостям ос- 25 новной поворотной рамы, причем несущие балки жестко закреплены на дополнительной раме, поворот которой осуществляется посредством контргрузов, расположенных с противоположной 30
стороны от несущей части, а фиксация в рабочем положении - замковыми приспособлениями, установленными на несущей части рамы.
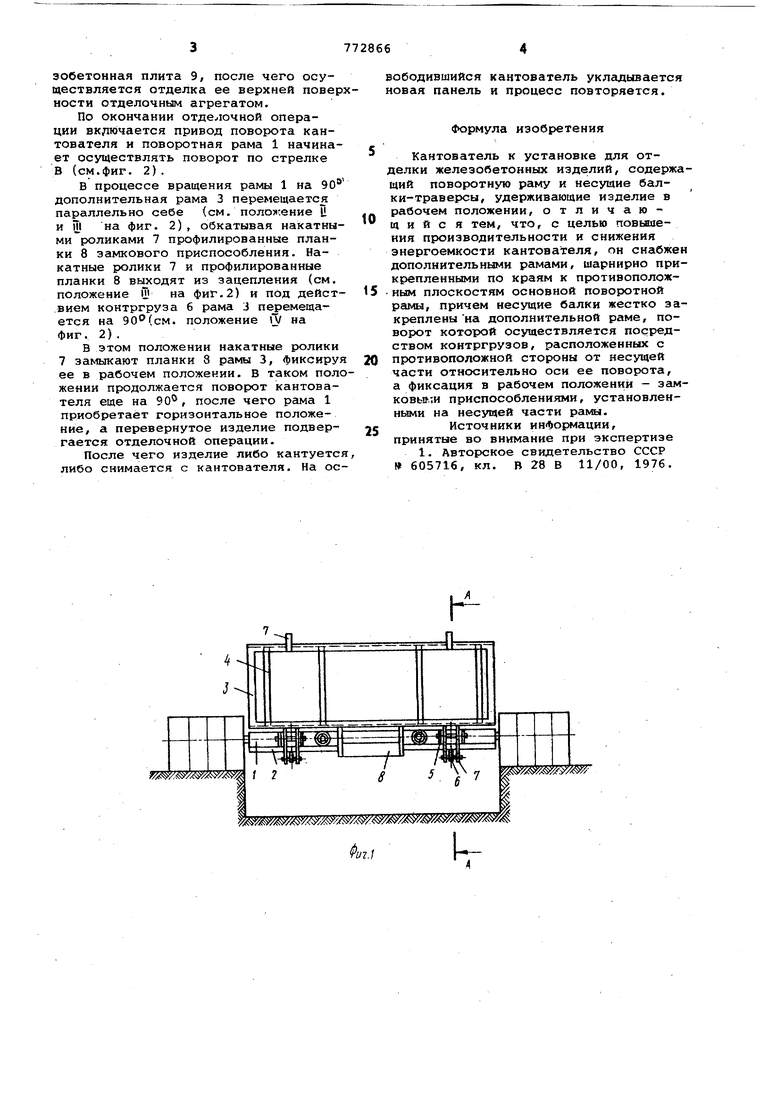
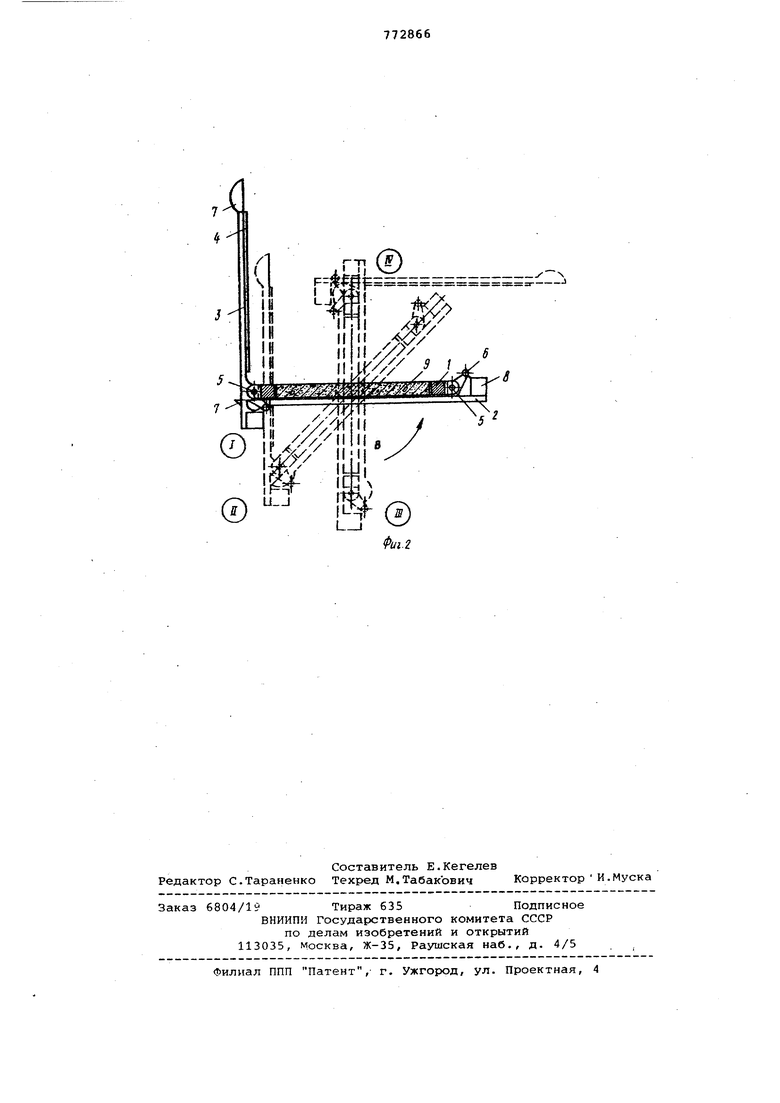
На фиг. 1 изображен кантователь в исходном положении, вид сбоку; на фиг. , поперечный разрез (U - i} - IV - промежуточные позиции кантователя).
.Кантователь состоит из поворотной peiKS: 1, дополнительных рам 2 и 3 с несущими балками-траверсами 4. Ракш 2 и 3 крепятся к поворотной раме 1 посредством шарниров 5. Поворотные рамы снабжены контргрузами 6 и замковыми приспособлениями, состоящими из накатных роликов 7 и профилированных планок 8, взаимодействующих друг с другом.
Кантователь работает следующим образом.
В исходном положении поворотная рама 1 находится в горизонтальной плоскости. Под действием контргруза 6 поворотная рама 3 находится под углом плоскости рамы 1. Накатные ролики 7 рамы 3 замыкают и удерживают в рабочем положении дополнительную рс1му 2, на несущие балки-траверюы 4 укладывается изделие - железобетонная плита 9, после чего осуществляется отделка ее верхней повер ности отделочным агрегатом. По окончании отделочной операции включается привод поворота кантователя и поворотная рама 1 начинает осуществлять поворот по стрелке В (см.фиг. 2). В процессе вращения рамы 1 на 90° дополнительная рама 3 перемещается параллельно себе см. положение Ц и Ш на фиг. 2), обкатывая накатны ми роликами 7 профилированные планки 8 замкового приспособления. Накатные ролики 7 и профилированные планки 8 выходят из зацепления (см. положение W на фиг.2) и под дейст вием контргруза 6 рама 3 перемещается на 90(см. положение 1 на фиг. 2). В этом положении накатные ролики 7 замыкают планки 8 рамы 3, фиксируя ее в рабочем положении, в таком поло жении продолжается поворот кантователя еще на ЭО, после чего рама 1 приобретает горизонтальное положение, а перевернутое изделие подвергается отделочной операции. После чего изделие либо кантуетс либо снимается с кантователя. На ос вободившийся кантователь укладывается новая панель и процесс повторяется. «Гюрмула изобретения Кантователь к установке для отелки железобетонных изделий, содержащий поворотную раму и несущие балки-траверсы, удерживающие изделие в рабочем положении, отличающийся тем, что, с целью повьдцения производительности и снижения энергоемкости кантователя, он снабжен дополнительными рамами, шарнирно прикрепленными по краям к противоположным плоскостям основной поворотной рамы, причем несущие балки жестко закреплены иа дополнительной раме, поворот которой осуществляется посредством контргрузов, расположенных с противоположной стороны от несущей части относительно оси ее поворота, а фиксация в рабочем положении - замковыми приспособлениями, установленными на несущей части рамы. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 605716, кл. В 28 В 11/00, 1976.
k
