Изобретение относится к черной м таллургии и может быть использовано при обработке стали с целью раскисления и дегазации металла. Известен способ внепечной обработки чугуна и стали, при котором в ковш загружают реагент и после напо нения ковша металлом осуществляют перемешивание, используя азот, арго и другие газы П-. Недостатком такого способа является снижение температуры металла (2-5°С/мин),,, а также наличие выбросов металла из ковша. Известен способ вакуумной дегазадни жидкого металла, при котором для увеличения скорости и степени дегазации после создания вакуума в металл вводят стержень плохо смачиваемого расплавом углеродсодержащего материала в количестве, достаточном для раскисления стали без ее науглероживания 2. Недостатком этого способа являетс сильная неравномерность перемешивания металла во времени (во второй половине процесса интенсивность перемешивания резко уменьшается) и по высоте ковша (нижние слои металла ковша перемешиваются хуже, чем верхние) , что снижает в целом эффектив- . ность обработки с применением углеродсодержащих материалов. Цель изобретения - повышение .эффективности раскисления и дегазации металла за счет улучшения его перемешивания.. Поставленная цель достигается тем, что введенному в металл стержню с участком иэ углеродсодержашего ма- . териала сообщают осевые вибрации с частотой 0,4-15 Гц и амплитудой 10100 мм, причем первые 30-70% времени обработки стержень вибрирует с частотой 5-15 Гц, а оставшееся времяс частотой 0,4-5,0 Гц, а также тем, что вибрирующий стержень в процессе обработки перемещают по ширине и глубине металла. При этом благодаря трению между стержнем и металлом и лобовому сопротив.пению торца стержня осущестBJГIяeтcя интенсивное перемешивание и. возбуждаются вибрации всего объема металла. В результате происходит дробление пузырей, образующихся при реакции твердого углерода с,кислородом металла, и торможение их всплывания, что способствует более полной реализации
эффектов раскисления и дегазации стали. Кроме того, сама реакция раскисления стали твердым углеродом интенсифицируется за счет образования на границе раздела металл-твердый углерод кавитационных плоскостей и появляется возможность достижения высоких результатов обработки без применения вакуума.
Рациональные параметры вибрации - частоты 0,4-15 Гц и амплитуда 10-100 мм. При увеличении частоты более 15 Гц имеет место разбрызгивание и засасывание воздуха стержнем Вглубь металла, резко вырастают затраты энергии на перемешивание. При снижении частоты вибрации ниже 0,4Гц эффект от их применения резко сни- жается. Аналогичная картина наблюдается И при выходе значений амплитуд за интервал 10-100 мм.
Исследования процесса показывают также, что при более высоких частотах вибрации стержня происходит более интенсивная циркуляция расплава, при снижении частоты преобладающим является колебательное движение объемов металла. Поэтому целесообразно в первые 30-70% времени обработки интенсифицировать перемешивание за счет более высокой частоты вибрации стержня (5-15 Гц), а в оставшееся время при пониженной частоте (0,45,0 Гц) обеспечить ускоренное всплывание неметаллических и газовых включений. Эффект обработки повышается, если вибрирующий стержень перемещают по ширине и высоте, объема металла.
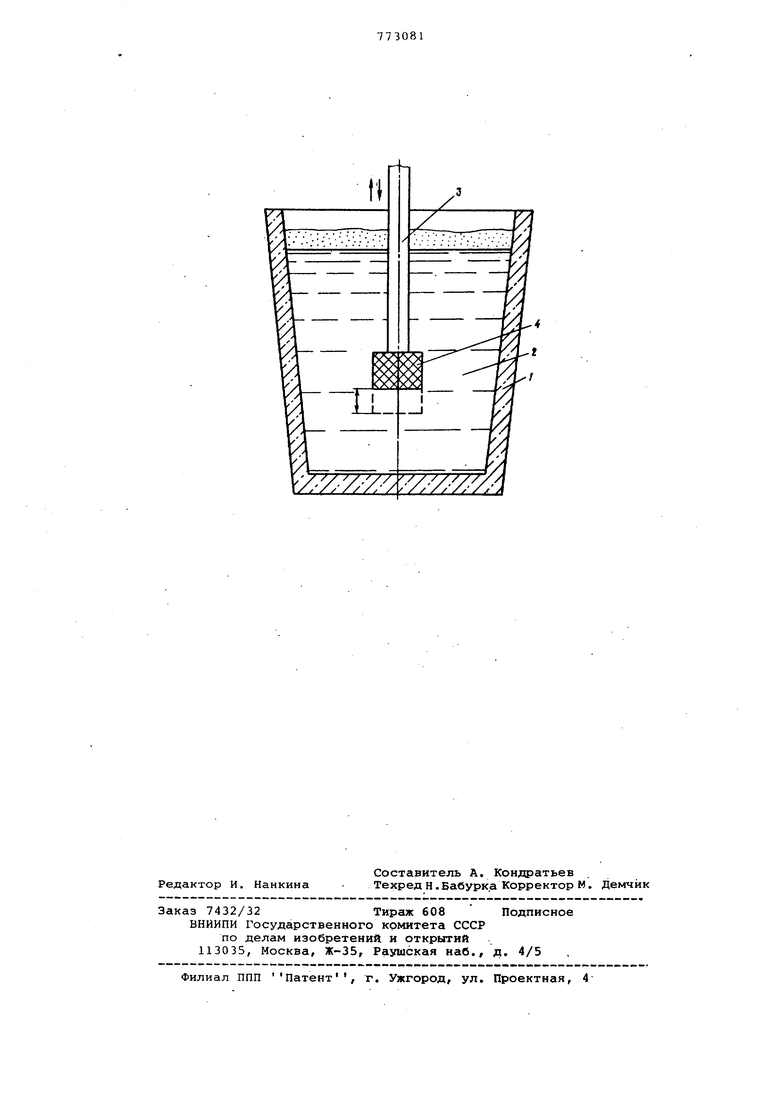
На чертеже представлена схема осуществления способа.
Б ковш 1 с обрабатываемым металлом 2 погружен стержень 3 с участком из углеродсодержаш.его материала 4. В качестве углеродсодержатего материала можно использовать графитовые или угольные электроды и блоки, для футеро ки остальной части стержня - стандартные огнеупоры, применяемые для стопоров сталеразливочных ковшей. Поперечный размер .углеродсодержащего. .блока принимают равным 0,1-0,25 размера ковша. Глубина погружения составляет 0,4-0,8 глубины металла, что обеспечивает перемешивание нижних слоев металла и исключает возможность поломки стержня из-за упора в дниш.е. Включение привода, обеспечивающего вибрации стержня с частотой 0,4-15Гц и амплитудой 10-100 мм, производится не1 осредственно перед погружением. Стержень закрепляют на поворотной подъемной консоли, что позволяет в процессе обработки перемещать его вместе с консолью по дуге вдоль поверхности металла и изменять глубину погружения углеродсодержащего блока. Пример 1. На холодной модели исследуют гидродинамику расплава при обработке его по предлагаемому онособу. Г еталл моделируют трехпроцентным раствором уксусной кислоты, углеродсодержагсий блок - мрамором. Геометрический масштаб модели по отношению к. сталеразливочному ковшу вместимостью 14От - 1:10.
П р и м е р 2. Металл расплавляют в индукционной печи ИСТ-ООб с основной футеровкой. Масса плавки берется в пределах 40-45 кг, а глубина металлической ванны - 270-300 мм. Обработке подвергают малоуглеродистую сталь типа 08КП.
.Стержни изготавливают наборкой из шамотовых катушек, в качестве углеродсодержащего материала применяют графитовые блоки диаметром 2.5 мм, длиной 35 мм. Длина всего стержня около 600 мМ. Вибрацию стержня производят лабораторным вибратором и начинают сразу же после .погружения стержня в метал..п на. глубину 250 мм.
Продолжительность вибрационной обработки металла составляет 55 с, .причем 30 с обработку ведут с частотой колебаний около 8 Гц,а остальное время - с частотой около 2,0 Гц, амплитуда колебаний - на уровне 10 мм.
Анализ проб металла, отобранных до и после обработки в кварцевые пробницы, показывает, что содержание кислорода за время вибрационной обработки снижается на 35%, азота - на 15%, .водорода - на 35%.
При использовании способа для предварительного раскисления металла можно снизить расход ферросплавов на 20% и повысить качество металла за счет увеличения глубины раскисления и дегазации металла-.
Формула изобретения
1.Способ обработки расплавленного металла, включающий раскисление и дегазацию расплава путем погружения в него стержня с участком из углеродсодержащего материала, отличающийся тем, что, с целью повышения эффективности обработки за счет улучшения перемешивания металла, стержню сообщают осевые вибрации с частотой 0,4-15 ГЦ и амплитудой 10-100 мм.
2.Способ ПОП.1, отличающийся тем, что первые 30-70% времени обработки стержень вибрирует с частотой 5-15 Гц, а оставшееся время - с частотой 0,4-5 Гц.
3.Способ по пп. 1 и 2, о т л йчающийся тем, что вибрир-ующий стержень в процессе обработки перемещают по ширине и глубине мета.пла.
Источники информации, . принятые во внимание при экспертизе 1 .Зюп and Steee/ Ohs.j-qp. 1914,бо,л1г«,
Р-44О. ;,:
2. Авторское свидетельство СССР 384666 кл. С 21 С 1/00, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выплавки стали для автолиста | 1981 |
|
SU981385A1 |
| Способ внепечной обработки жидкого металла | 1978 |
|
SU954439A1 |
| СПОСОБ ВНЕПЕЧНОГО НАГРЕВА СТАЛИ | 1998 |
|
RU2125614C1 |
| Способ раскисления кипящей стали | 1983 |
|
SU1117324A1 |
| СПОСОБ КОВШОВОЙ ОБРАБОТКИ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2016 |
|
RU2637194C1 |
| Слиток алюминиевый для раскисления стали | 1983 |
|
SU1093710A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ СТАЛИ | 1998 |
|
RU2139943C1 |
| Способ выплавки трансформаторной стали | 1982 |
|
SU1052546A1 |
| УСТРОЙСТВО ДЛЯ РАСКИСЛЕНИЯ И ЛЕГИРОВАНИЯ РАСПЛАВОВ | 1992 |
|
RU2051181C1 |
| СПОСОБ ВНЕПЕЧНОГО РАФИНИРОВАНИЯ МЕТАЛЛИЧЕСКОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2074896C1 |